大型噴泉鋼管桁架浮體加工安裝技術
2022-03-21 09:54:22朱峰峰肖玉鋒
施工技術(中英文) 2022年2期
朱峰峰,袁 豪,肖玉鋒,白 琚,賈 濤
(中建三局集團有限公司,湖北 武漢 430000)
1 工程概況
“印象嘉陵江”公園中的音樂噴泉于2018年9月開工建造,2019年1月正式完工。噴泉主噴高度可達200m,修建于四川省南充市嘉陵江副航道內,噴泉靠高坪區一側,噴泉后側為王府井廣場,周邊人流密集。嘉陵江此段上游為小龍門航電站,下游為青居水電站。目前,其規模遠超國內其他噴泉。噴泉修建于嘉陵江中,水位無法人工調控,在每年汛期,嘉陵江水位波動通常在5m以上。噴泉建設位置如圖1所示,尺寸如圖2所示。

圖1 噴泉建設位置示意
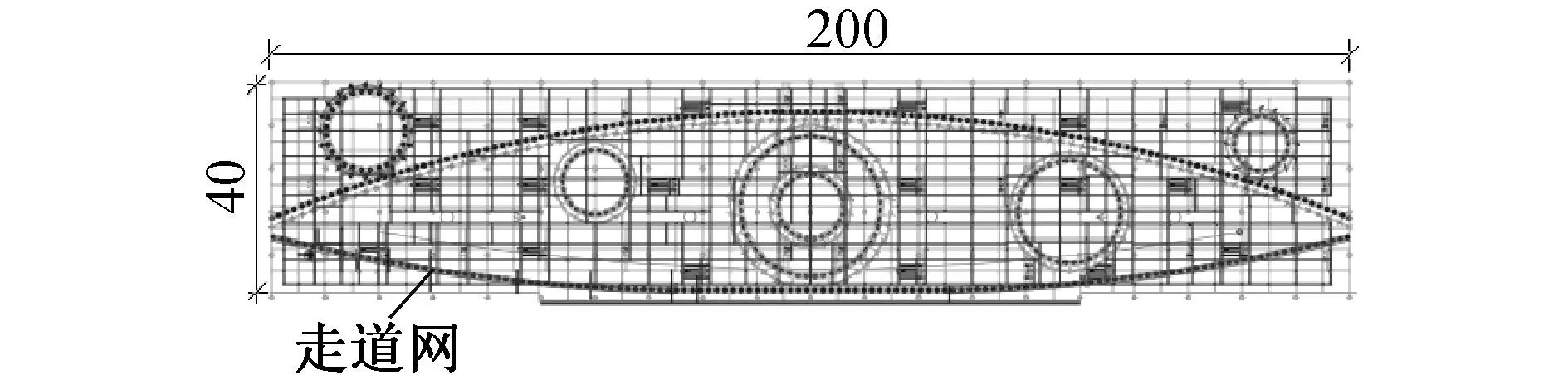
圖2 噴泉浮體尺寸示意(單位:m)
噴泉東西跨度40m、南北跨度200m,是一個集噴火、激光、投影、音樂于一體的大型聲光水藝秀景觀工程。除主噴噴頭外,所有設備安裝在噴泉浮體上,包括水面燈光設備、牽引控制設備、水型噴頭、氣爆裝置。浮體自重535t,設備重95t,浮體為雙層桁架結構。下層浮體在表演工況及正常水位時處于水下,上層浮體作為噴頭、線纜及燈具的支架。上層浮體總長度為200.300m,總寬度為40.8m;下層浮體總長度為194.499m,總寬度為36.550m。浮體為雙層桁架結構,桁架桿件為外徑300mm(壁厚8mm)的Q235螺旋鋼管。
2 總體施工安排
噴泉修建于嘉陵江中,需填筑圍堰來提供工作面。考慮到圍堰填筑區域河床為砂卵石層和淤泥層,結構松散,滲水性強,圍堰底承載力差。另外,工程工期較短,因此,工程采用岸上分段加工完成浮體,再在水中組合拼接成整個浮體,使噴泉專業施工和土建結構場地分離、同步施工,提高了施工效率,縮短了施工工期,進而降低了施工成本。
工程開工前,對整個場地進行規劃,在非主要施工區域(施工內容少、簡單、可快速收尾且靠近江邊的區域)設置噴泉浮體加工場地,就近設置材料臨時堆場。為提高材料轉運效率,堆場附近設置2個吊裝區域(見圖3),租用2臺100t汽車式起重機作為長期吊裝設備進行浮體鋼組件吊裝、材料轉運。
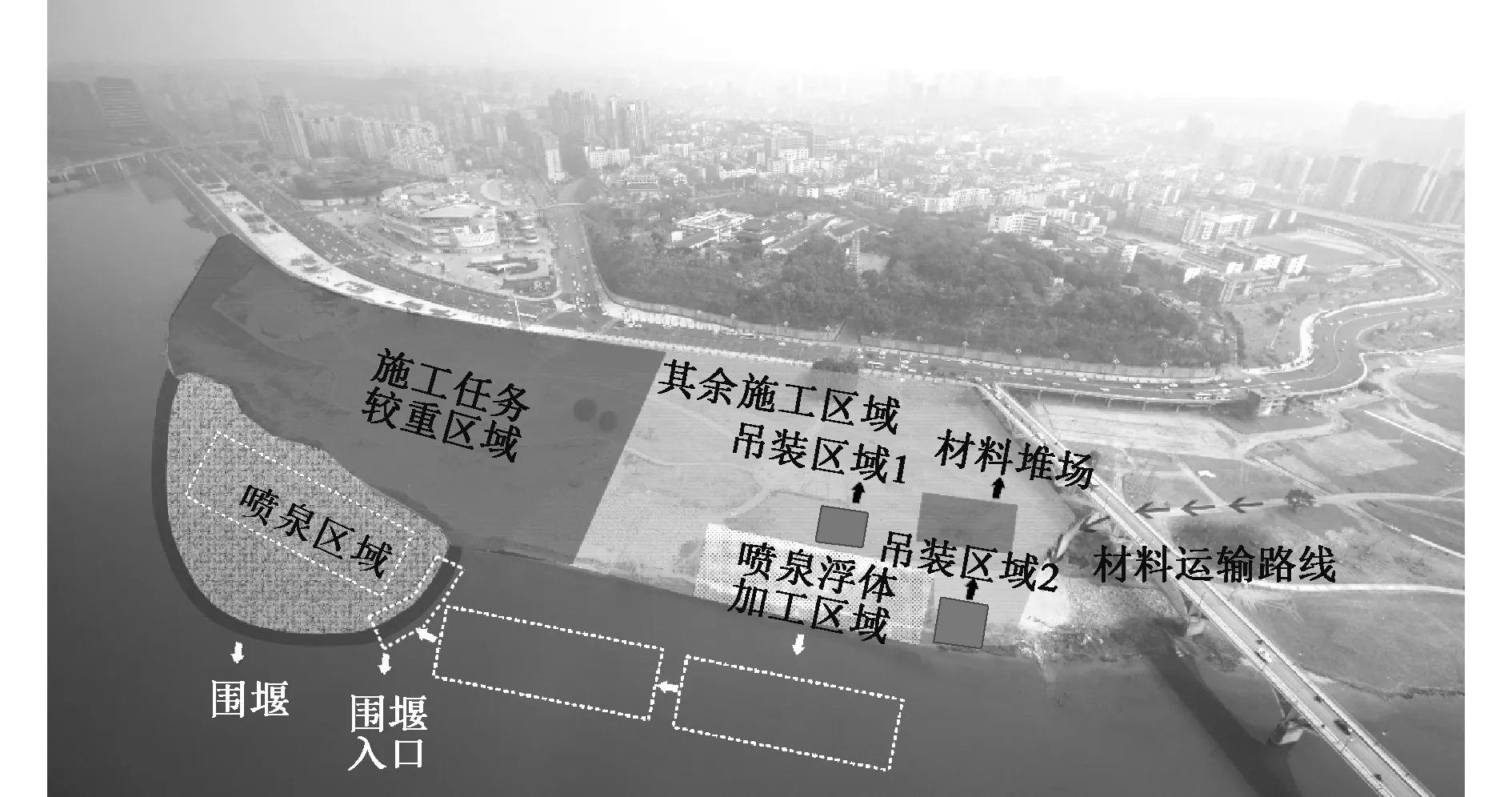
圖3 區域分布
噴泉浮體在岸邊分段加工完成后,在卷揚機的牽引下緩慢滑入水中,在水中組裝完成,然后利用駁船將浮體整體牽引至圍堰內完成后續安裝工作。
3 浮體加工及安裝技術
3.1 加工平臺
3.1.1胎架
噴泉在現場制作的胎架上完成初步加工。胎架為噴泉浮體焊接、焊縫防腐等工作提供施工平臺,同時兼作噴泉下水滑道。根據噴泉浮體尺寸及設計方案,胎架由鋼管及支撐腳組成。由于胎架還作為浮體下水滑道,需保證胎架鋼管在受力后不出現較大變形,每根胎架鋼管受25組支撐腳支撐,整個胎架由67根50m長的螺旋鋼管組成,沿垂直岸線方向間隔3m布置。
胎架鋼管兩端設置吊架,兩端吊架均由∟75×5焊接而成。支架及吊架基礎均為混凝土預制塊,尺寸分別為200mm×200mm×100mm及2 000mm×1 000mm ×200mm,吊架配備起重滑輪。胎架系統如圖4所示。
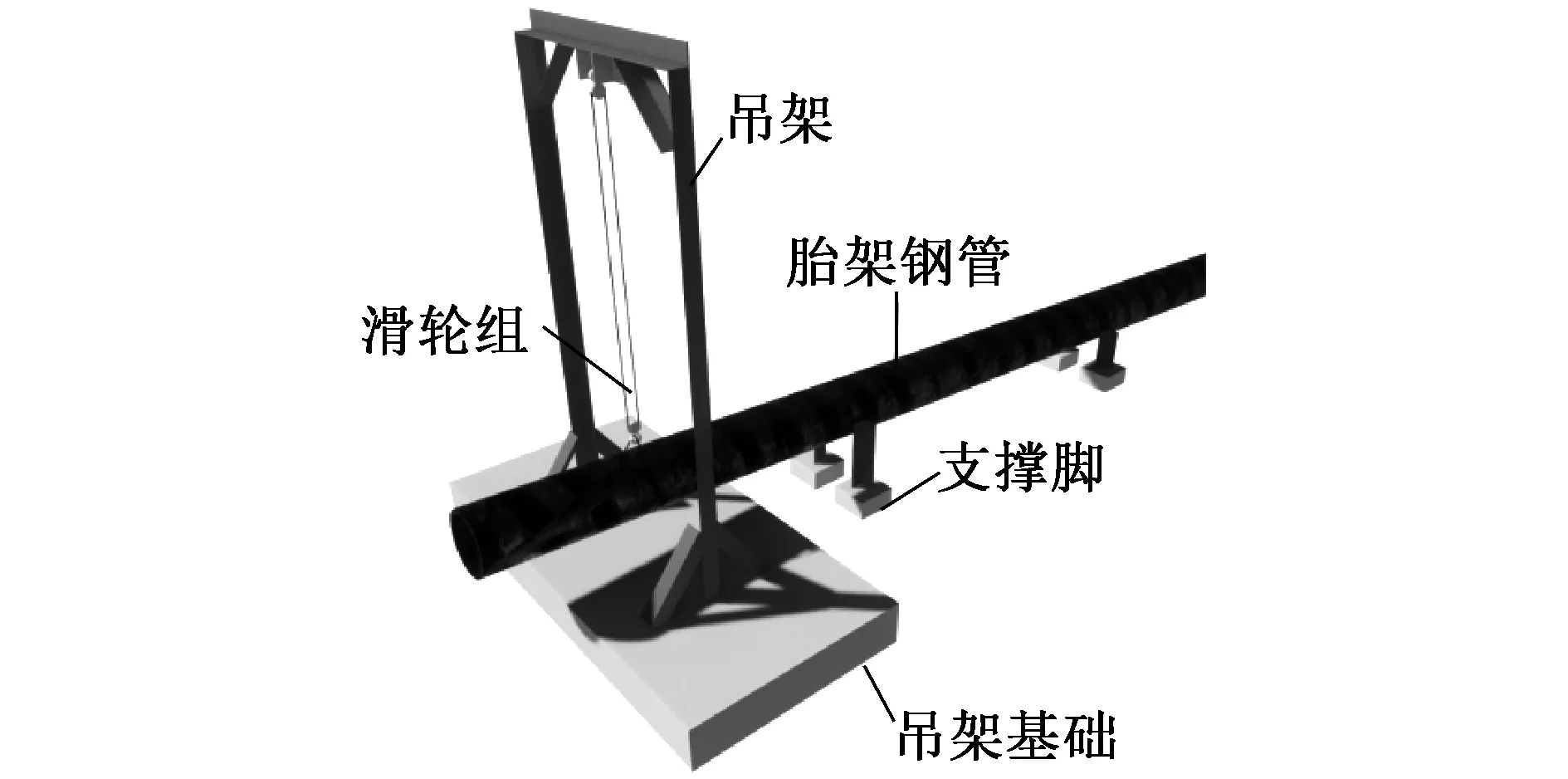
圖4 胎架系統示意
通過兩端吊架調整胎架坡度,使每根胎架鋼管高度和角度保持一致。調整好胎架高度和角度(使用全站儀)后焊接胎架鋼管支撐腳。如果部分胎架受壓后托空,可及時利用吊架矯正。
浮體加工工期為1個月,考慮到南充市當地氣候條件,浮體加工期間降雨概率較高,容易導致胎架沉降。因此,在使用過程中需設專人對胎架傾斜度及標高等參數進行監測,一旦發現胎架參數變化需立即調整。防止胎架托空導致浮體鋼管受彎撓曲。
3.1.2加工場地
規劃的噴泉浮體加工區域為江灘地,地表為砂卵石層,灘地有約20%的自然坡度,地表不平整。場地用于加工支撐浮體所用胎架。胎架總重約為224t。
經計算,胎架支撐腳對地面的壓強為5.223kPa。根據場內其他區域施工過程中的數據顯示,砂卵石層地基承載力可達80kPa,場地平整、壓實后進行動力初探試驗,可滿足使用條件。若地面承載力不足,可考慮拌合水泥土進行固結加強。
3.2 浮體加工
浮體加工既可將成品螺旋鋼管采購至現場切割加工成設計長度,也可在工廠加工成設計長度,處理后運至現場進行組裝,考慮到現場加工精度及工期等因素,本工程采用工廠加工的方式。
3.2.1浮體鋼結構組件分段加工
分段加工時主要考慮如下問題。
1)為保證浮體氣密性,需盡量減少分段,以減少焊縫數量。
2)浮體長度、自重大,若按整體組裝焊接不易控制,且須保持整體下水,增加了因操作失誤導致浮體撓曲變形的風險。
3)浮體管件并非均勻排布,非等分段將增加分段浮體的浮力差,最終導致分段浮體對接困難。
4)考慮到浮體施工工期緊,加工場地僅有70m長、43m寬,同時管件在加工平臺上的吊裝需采用汽車式起重機,可租用的汽車式起重機工作半徑最大為30m左右,因此,最大分段長度為70m。
綜上,將整個浮體等分為3段進行加工,每段長度約66m。上中壩音樂噴泉長寬比達5∶1,浮體長度為200m,由于浮體尺寸原因,浮體加工、下水過程中更易產生撓曲,分成小段加工能降低變形風險,質量控制更有保障。對于尺寸較小且加工場地充足的情況,無需分段加工。
根據設計圖紙,對浮體鋼結構組件進行編組編號以便現場組對(見圖5,圖中A為分段號,Z,H分別表示鋼管布置為縱向、橫向)。施工時將整個浮體劃分為A,B,C段,現場3段同時進行拼接。鋼組件出廠前進行試拼裝,試拼后將編號標記至管件上。
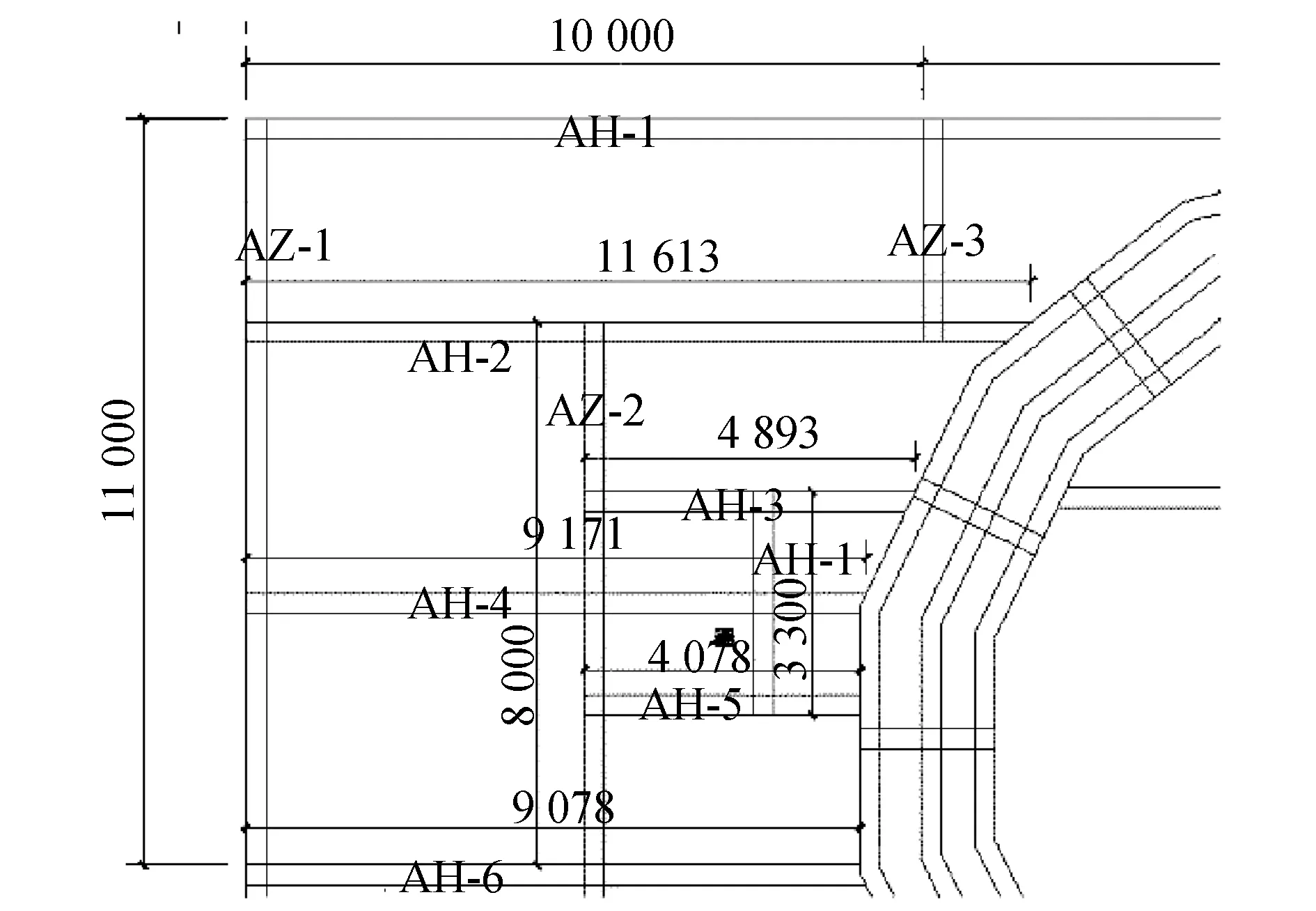
圖5 鋼組件編號
分段浮體拼接位置設置法蘭盤,對接處端頭封閉,形成3個獨立的封閉浮體。
3.2.2浮體拼裝
噴泉浮體應有良好的氣密性,對組成管件的加工質量要求較高,浮體組件運至現場后先對管口進行檢查,若有管口切割嚴重不平整、破損、尺寸偏差>5mm 等情況需更換管件,否則極易造成浮體漏水下沉。焊接前按編號對管件進行組對,確認無誤后,按編號對管口進行焊接。
浮體焊接采用單面電弧焊,焊縫接口為V形,坡口角度α=60°。焊接完成后進行無損探傷,抽檢比例為50%,射線探照為5%,技術等級為B級。焊接前需將焊口表面用磨光機打磨干凈,不得有銹蝕、油漬及其他污跡,然后檢查管口坡口尺寸、角度等。對于焊接前不符合要求的管件須更換。
浮體焊接方向是沿胎架斜面坡底到坡頂方向(見圖6),以坡底首根管件固定后作為整段浮體焊接的基準,開始分段浮體組裝焊接。
我一身冷汗,顫抖著從夢中醒來,走去女生浴室沖澡,然后換了衣服。可回到宿舍后我被眼前的一切驚呆了:有人在我的床褥上用紅漆噴了三個大字“僵尸人”,床框和枕頭上也噴了小一號的“僵尸人”。我四處察看,內心燃起熊熊怒火。
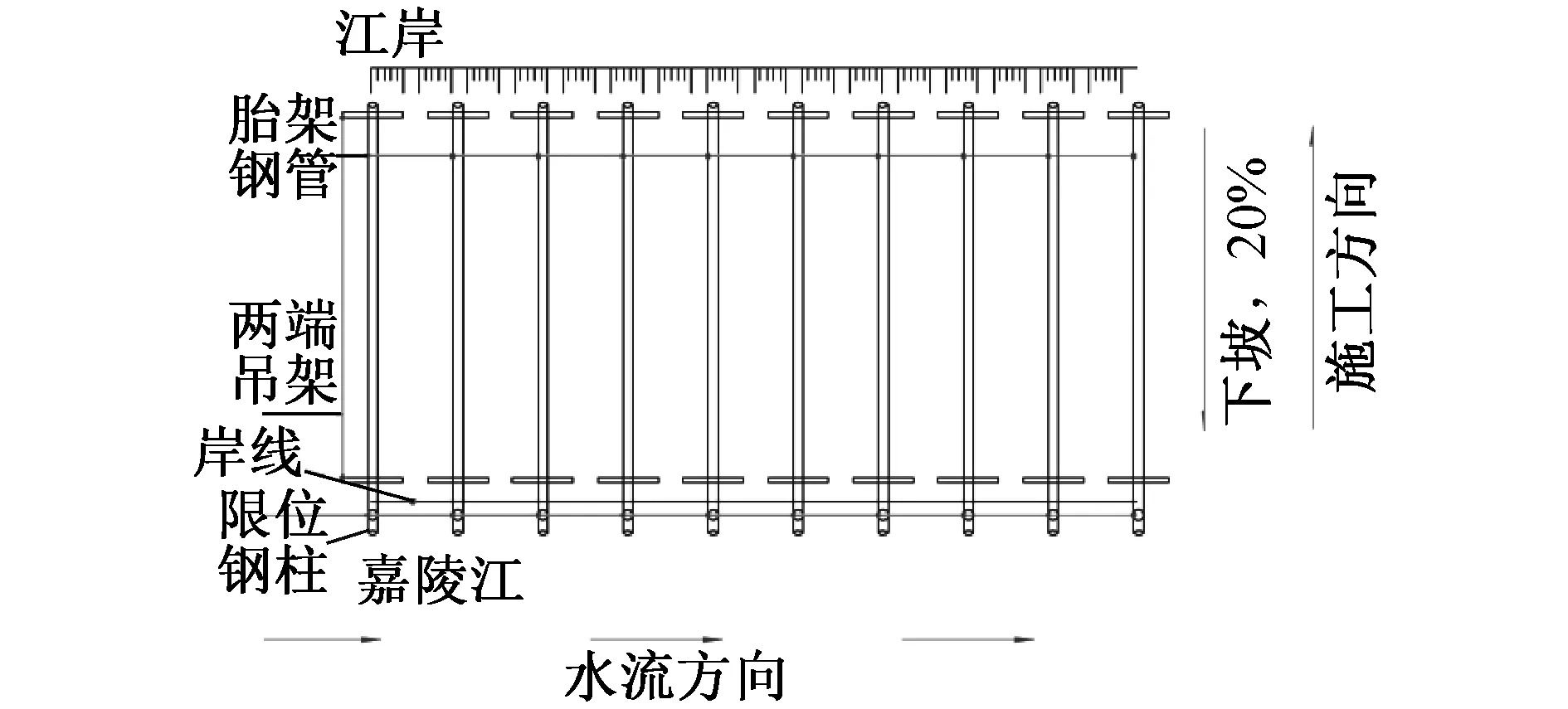
圖6 施工方向示意
3.2.3浮體檢修走道網鋪設
浮體檢修走道網直接焊接在浮體表面,為噴泉后期檢修維護通道,焊接走道網時也需特別注意,防止將管壁燒穿,走道網的角鋼需提前加工,保證與管壁貼合。走道網分布如圖2所示。
走道網由∟50×5及承重鋼板網焊接組成,覆蓋平臺上燈具及噴頭位置,與下層浮體鋼管焊接連接(見圖7)。
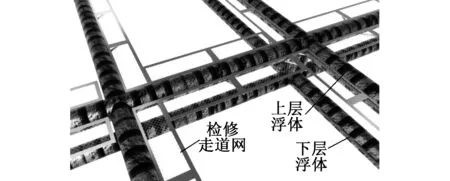
圖7 走道網示意
3.2.4浮體氣密性試驗
分段焊接完成后檢測分段氣密性,試驗壓力為0.115MPa(設計要求壓力)。試驗步驟如下。
1)試壓開始前使用鼓風機吹掃管道焊縫,將試驗壓力表安置在分段浮體上方及下方出口。
2)配制檢查泄露口的肥皂溶液。
3)用空壓機加壓,按試驗壓力的10%逐級增壓,每級加壓完成后穩壓10min,加至試驗壓力后穩壓30min。升至設計要求壓力后檢查管道是否存在泄露。待溫度、壓力穩定后開始記錄。
4)穩壓持續時間為24h,每小時記錄1次壓力。計算修正壓力降,修正壓力降若<133Pa,則氣密性合格,按式(1)計算修正壓力降。
ΔP′=(H1+B1)-(H2+B2)(273+t1)/(273+t2)
(1)
式中:ΔP′為修正壓力降;H1,H2分別為試驗開始和結束時的壓力讀數(Pa);B1,B2分別為試驗開始和結束時的氣壓計讀數(Pa);t1,t2分別為試驗開始和結束時的環境溫度(℃)。
若未通過氣密性試驗,則應使用肥皂溶液找出漏氣部位,對該部位進行補焊直至氣密性合格。
3.2.5防腐涂層完善及修補
噴泉浮體鋼組件在出廠前需完成涂裝,在工廠內涂裝相比在施工現場涂裝質量穩定、速度快,本工程所使用的浮體鋼組件采用4層涂裝防腐工藝,防腐涂層由上至下分別為:富鋅底漆、環氧樹脂、環氧云鐵、環氧瀝青(見圖8)。富鋅底漆對于鋼結構的防腐至關重要,對螺旋鋼管表面具有良好的吸附力,能起到良好的防銹效果;環氧樹脂能產生較強的黏附力,具有優異的化學穩定性,固化收縮性低;環氧云鐵漆膜硬度高,耐高溫,不影響焊接性能;環氧瀝青延展性、收縮性與鋼板相近,能減少漆膜開裂。此種防腐涂層能較好地應對江水中含氧量較高、離子濃度較高、溫差大的水環境,提高噴泉浮體的使用壽命。
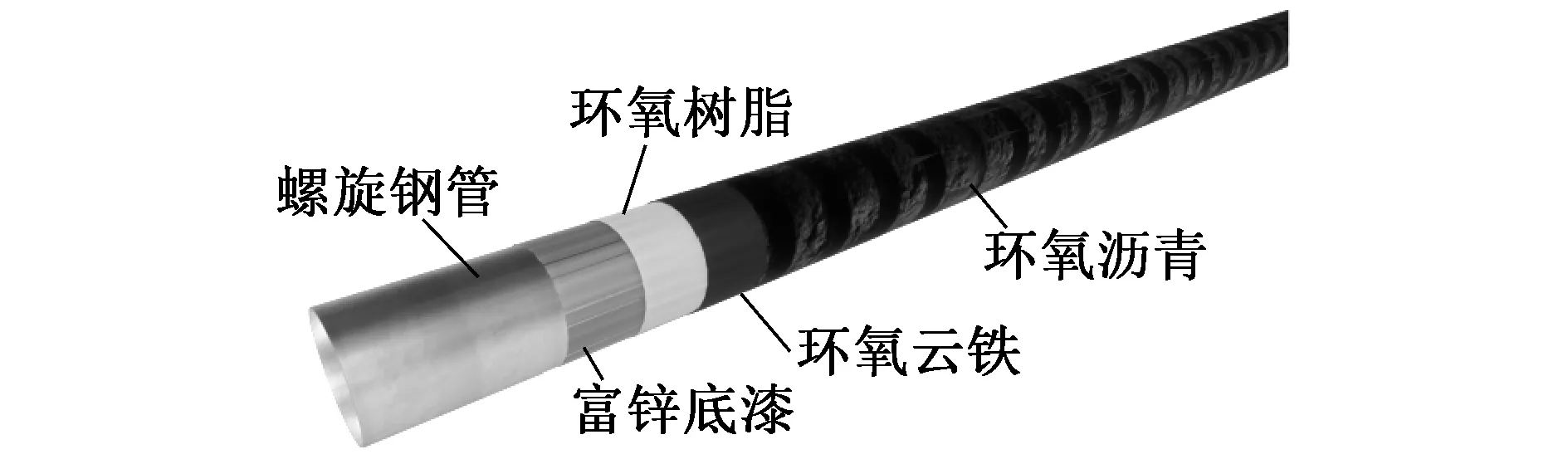
圖8 鋼材防腐涂層
浮體組裝焊接后會對焊接區域涂裝造成損傷,浮體焊接及氣密性檢測工序完成后還需對焊縫、涂層擦刮區域進行重新涂裝。涂裝前需對鋼材表面噴砂打磨處理,表面粗糙度達40~75μm。每層涂裝厚度≥160μm。
3.3 浮體分段拼接組合
浮體分段拼接是將分段加工完成的浮體在水中拼接成整體的過程,一般鋼結構連接有焊接和螺栓連接兩種方式。由于本工程操作環境在江面,無法實施焊接,因此,選擇螺栓連接方式。拼接前需將浮體從胎架上下滑至江面,浮體下水操作流程如下。
1)啟動坡頂卷揚機,將浮體拉緊,確保分段浮體下水可控。卷揚機選用原則為:①數量需>2臺,沿坡頂均勻布置,防止單點受力導致浮體在胎架平面傾斜,由此產生的水平力可能壓翻胎架鋼管; ②卷揚機拉力之和大于分段浮體沿胎架斜面方向的分力。
分段胎架重1 920kN,沿滑道斜面的分力為376.5kN,沿垂直滑道斜面的分力為1 882.7kN。胎架鋼管與浮體動摩擦因數取0.1,則分段胎架所受摩擦力為188.27kN,下滑過程中所需控制力為376.5kN-188.27kN=188.23kN。因此選用2臺額定拉力100kN的卷揚機。
2)拆除限位鋼柱 開啟卷揚機,卷揚機鋼繩張緊后,工人應迅速割除限位鋼柱,限位鋼柱割除后留下的茬口極易劃傷胎架鋼管表面,需用砂輪將茬口打磨平整。平整度應以手掌劃過無任何凸起為宜。
3)浮體下水拼接組合 下游段及中段浮體首先下水完成拼接,上游段浮體最后下水與中段浮體拼接,完成整個拼接過程。首先緩慢放松卷揚機(多臺卷揚機須注意同步),使分段浮體在卷揚機的控制下逐步滑入水中并立即與駁船連接固定。2塊分段浮體在駁船的牽引下完成拼接并拋錨,待最后1塊浮體下水后拼接完成。每個分段加工完成下水后,用繩索錨固在岸邊,然后在浮體上進行設備安裝。
3.4 浮體牽引方式的選擇
分段浮體下水后在水中進行拼裝,在水中空間位置的調整是浮體拼接的主要工作。每段浮體重約180t,在水中改變分段浮體的運動狀態較困難,同時還要保證位置調整操作的靈活性。參考大型船舶在水中無動力牽引的方式,通常有2種:①在兩岸以不同角度,通過工人拉纖繩來調整大船位置;②通過駁船頂推的方式來調整大船位置。
噴泉建設位置地處嘉陵江,江岸較寬,浮體位于東側江岸,浮體距東側江岸近,距西側較遠(見圖9)。
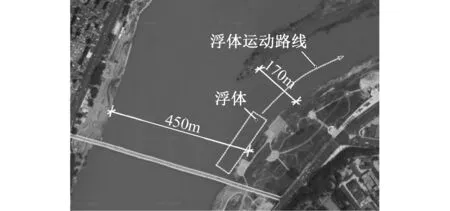
圖9 周邊環境
若采用第①種方式,西側面距離浮體較遠,兩邊牽引距離不對稱將導致控制困難。因此,采用第②種方式進行牽引。現場踏勘結果顯示,水面寬度和水域深度均滿足駁船使用條件。
因噴泉浮體完全沒入水中后,浮體浮力遠大于浮體自重,因此,垂直位置調整較平面位置調整更困難。為避免此問題及滿足后期運行時對浮體自重調整的需要,借鑒潛水艇原理,每段浮體均設置水艙用于調節浮體自重,利用微小高差在浮體上加荷載的方式調節。
3.5 浮體就位安裝及固定
浮體利用剛性牽拉桿與河底牽拉樁連接,牽拉桿運用搖桿原理使浮體升降。牽拉桿在連接浮體之前由于自重原因會沉入水底,在4~5m水深情況下無法確定其位置,若人工潛水打撈操作不便且成本較高。因此,利用漂浮物標記牽拉桿位置,通過與漂浮物相連的鐵鏈將牽拉桿拉起,浮體就位后與牽拉桿完成連接。漂浮物標定位置如圖10所示。
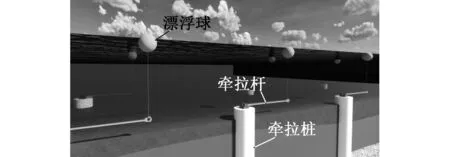
圖10 漂浮物標定位置
漂浮物選擇球形,球形漂浮物表面光滑,浮體進入圍堰后在移動過程中不會被漂浮物絆掛,球體在水面上的露出體積控制在0~1/5倍球直徑范圍,便于尋找,同時減少對浮體的阻礙。
浮體進入圍堰前,牽拉桿標定工作必須全部完成,確保漂浮物工作可靠,用駁船將浮體牽引至設計安裝位置并保持位置不動。工人上浮體完成浮體及卷揚機的連接,由于水下視野不良,連接完畢后開啟卷揚機,需測試1遍連接情況。
4 結語
采用鋼管浮體無需外加浮箱,整體較美觀。鋼管桁架結構提供了可靠的設備承載平臺,確保了噴泉運行時的可靠性。盡管鋼管桁架浮體平臺加工安裝施工質量要求高,工藝相對復雜,但其優異的性能使其成為大型噴泉浮體的常規選擇。
