大厚度高建鋼板異形分叉柱制作與安裝技術*
2022-03-21 09:54:40徐進賢
施工技術(中英文) 2022年2期
關鍵詞:施工
李 輝,徐進賢,蒯 軍,陳 偉,伍 凱
(1.河海大學土木與交通學院,江蘇 南京 210024;2.江蘇新藍天鋼結構有限公司,江蘇 南京 211111)
0 引言
隨著我國國力提高和經濟快速發展,人們在保證建筑結構安全使用的前提下,開始追求建筑形態美感[1-3]。濟南市黃金時代廣場西地塊A座主樓工程,由于建筑形式的需要,采用在過渡區域雙柱合二為一的分叉柱結構形式。分叉柱體量大,單分叉柱最大質量為44.22t,制作和安裝過程需分節段進行;制作過程中涉及大厚度高建鋼板的焊接,焊接困難;施工過程繁瑣,安裝困難,需統籌考慮其他鋼結構工程與混凝土結構工程的施工進展。本文針對分叉柱制作和安裝過程中的重難點進行分析,并提出解決方法。
1 工程概況
黃金時代廣場西地塊A座主樓項目位于山東省濟南市奧體西路與經十路輔路交叉口東北角,工程總投資5億元,占地面積1萬m2,建筑面積14.6萬m2。工程結構體系為外側鋼框架+型鋼混凝土核心筒,地下4層,地上45層(不含機電層),建筑總高度218m。核心筒結構為型鋼柱和混凝土剪力墻;外框結構為鋼板焊接柱、箱形鋼柱和鋼梁。鋼結構主要分布于外側鋼框架、地下室、塔樓及多功能廳屋蓋,總用鋼量約為14 500t。
外側框架鋼柱從地下4層生根,共48根。從第3層開始外側鋼柱與內側鋼柱合并,至地上9層后,合并為1根。9層以上外框鋼柱減少一半,變為24根。分叉柱位于結構第3~9層。本文研究分叉柱的交匯節點區域,位于結構的5~9層。工程整體結構與分叉柱形式如圖1所示。

圖1 工程結構形式
2 分叉柱制作技術
2.1 重難點分析及解決措施
2.1.1重難點分析
1)分叉柱形式復雜、體量巨大
分叉柱共24根,單根柱質量為44.22t。在分叉柱制作過程中,如按照一個整體對分叉柱進行下料、焊接、運輸、吊運,施工難度較大。統籌考慮分叉柱下料、焊接、運輸、吊運的全過程,提出將分叉柱進行分節段處理。在工廠中進行分節段的下料和焊接,施工現場進行分節段吊運并進行現場焊接。南北側分叉柱如圖2所示。考慮到焊接制作難度與超限車輛運輸能力,分叉柱按照1層1節劃分,分節位置在各層層高向上1.2m處。6~9層分叉柱節段依次是FCZA-1,FCZA-2,FCZA-3,FCZA-4。考慮到運輸與吊裝條件,6~8層分叉柱節段分2塊加工運輸,現場高空拼裝;9層分叉柱節段按整體加工運輸。分叉柱的分割位置應錯開中間加勁板,且相鄰樓層分割位置應左右錯開。南、北側分叉柱分節如圖3所示。

圖2 南北側分叉柱位置及形狀

圖3 南北側分叉柱分節
東、西側分叉柱位置及形狀如圖4所示。東西側分叉柱按照1層1節劃分,分節位置在各層層高向上1.2m處。6~9層分叉柱節段依次為FCZC-1,FCZC-2,FCZC-3,FCZC-4。5~6層分叉柱節段分2塊加工運輸;7~8層分叉柱節段按一個整體加工運輸。分叉柱相鄰樓層分割位置應左右錯開。東、西側分叉柱分節如圖5所示。
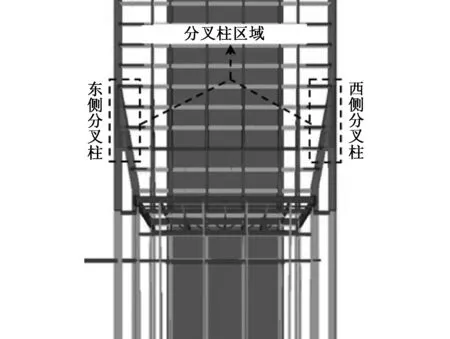
圖4 東、西側分叉柱位置及形狀

圖5 東、西側分叉柱分節
2)分叉柱制作涉及大厚度鋼板焊接
分叉柱由多塊復雜形狀高建鋼板焊接而成,部分鋼板厚度為80mm。焊接工藝復雜,焊接過程易導致鋼材開裂并且焊接速度難以保證[4-6]。
2.1.2解決措施
結合工程特點及各種焊接方法的焊接質量、焊接速度、操作方便程度、全位置焊接性能、抗風能力、焊接成本等因素,選擇半自動實芯焊絲二氧化碳氣體保護焊(GMAW-CO2)為主要焊接方法,焊條電弧(SMAW)、藥芯焊絲二氧化碳氣體保護焊(FCAW-G)為輔助焊接方法[3]。
焊接工作開始后,首先對端面進行精細加工,清除對接端200mm范圍內的水漬、油漬、鐵銹等影響焊接質量的雜質。然后采取電加熱帶的方式對大厚度鋼板的對接端80mm范圍內進行焊前中間熱處理,達到防止焊接裂紋產生、減少焊接應力的作用。焊接過程對焊接工藝進行嚴格控制,利用紅外線測溫儀隨時監測焊縫層間溫度。當層間溫度小于預熱溫度時,應采取氧-乙炔火焰加熱方式重新進行加熱。焊接過程需保證冷卻速度、控制堆焊速度。焊接完成后對焊接區域進行二次熱處理,進行150~200℃2h的火焰后熱和300~400℃2h的消氫處理,再包裹石棉布進行緩冷[7]。
2.2 制作關鍵技術
1)編制分叉柱制作工藝文件指導書 指導書內容包括:施工技術標準、制作單位質量保證體系、制作質量保證措施、下料工藝與精度要求、考慮施工荷載作用下結構變形的全過程分析、復雜異形分叉柱合理分節、生產場地布置、加工焊接設備和工藝裝備、焊工和檢查人員的資質證明、各類檢查項目表格和生產計劃表等。
2)材料采購、驗收與堆放 鋼結構所涉及的主要材料(鋼板、型鋼、地腳螺栓等)和其他材料(包括焊材)在合格的分供方范圍內進行采購。材料到場后按相應國家產品標準和圖紙有關技術要求,核查質量證明書、材料標識及外觀質量等內容,逐項檢查驗收,驗收合格后入庫處理并妥善保存。
3)分叉柱分節設計 分叉柱形式復雜,體量巨大。統籌考慮分叉柱下料、焊接、運輸、吊運的全過程,將分叉柱進行分節段處理。
4)放樣下料、預拼接與坡口加工 按分叉柱施工深化加工圖,同時根據訂貨鋼板板幅,繪制出分叉鋼各板件下料排版圖或尺寸表。全部零件在放樣下料前,必須在XSTEEL軟件中進行1∶1建模,并等比例出圖,然后進行放樣。下料前,對易產生層間撕裂的部位進行檢驗分析,采用合理的坡口形式和角度。在鋼結構加工廠對下料板件進行1∶1預拼,檢驗合格后預留最后1節,與后面工件拼裝,保證工件整體尺寸。厚板對接焊縫坡口采用半自動切割機或刨邊機進行加工。
5)全過程監測構件加工 板材下料過程中,為保證各板件下料精度,使用三維激光掃描儀對構件下料加工進行全過程實時監測。當三維激光掃描儀提示下料尺寸偏差大于指導書中編制的下料監測誤差要求時,操作人員對下料機進行調整。
6)焊接鋼板形成分叉柱各節段 工程中涉及大厚度鋼板焊接,按照焊接工藝參數與具體操作規范進行焊接。
7)焊接殘余變形控制與矯正 為減少厚板焊接殘余變形,在焊接前、中、后階段均采用合理措施進行控制。焊接前對分叉柱進行分體設計,避免施焊作業面有較大收縮量差值。焊接過程中,收縮量大的部位先焊,收縮量小的部位后焊,并做好焊接后的保溫措施。同時在焊接過程中采用加熱和振動相結合的方式削減焊接殘余應力,避免較大焊接殘余變形出現。
焊接完成后進行火焰加熱矯正。加熱區域尺寸會影響材料二次變形,因此,加熱區域盡可能小,避免冷卻后產生較大收縮變形。矯正加熱溫度為600~800℃,同一部位加熱矯正不得超過2次。當鋼材加熱至矯正溫度時,對殘余變形區域施加外力矯正。矯正時應控制單次矯正量,并做到變形區域統一矯正。矯正完成后應采用自然冷卻方法,不得澆水冷卻,當殘余變形去除或滿足設計要求時,停止矯正,進行下道工序。
8)無損檢測、編號入庫 焊后24h內對焊縫進行100%超聲檢測(UT)和100%射線檢測(RT)。檢測結果分別達到GB/T 11345—2013 《焊縫無損檢測 超聲檢測 技術、檢測等級和評定》[7]B I級和GB/T 3323—2005《金屬熔化焊焊接接頭射線照相》[8]II級的要求。分叉柱各分節段經檢查合格后,用油漆在管口上端對其進行編號標識。
3 分叉柱安裝技術
3.1 重難點分析
1)分叉柱體量較大 單個分叉柱質量高達44.22t,分叉柱節段質量為15.28t。運輸過程需考慮超限車輛運輸能力。吊裝過程需考慮吊運設備吊裝能力、工程所在場地地基承載力、施工現場運輸道路和材料堆放等因素。
2)分叉柱吊裝定位困難 在節段吊運過程中需對節段位置進行控制和調整。被吊起的節段在高空中會由于風的作用、吊運設備的振動而發生空間旋轉。高空中對節段位置的確定和節段空間的調整存在很大困難。分叉柱安裝過程涉及各節段焊接操作,焊接前需保證構件在誤差允許的空間范圍內。
3)分叉柱安裝流程繁瑣 分叉柱分節設計加大了現場施工組織難度。同時由于現場分叉柱施工需與外側鋼框架施工進行配合,需統籌考慮各項工程施工進展,制定合理的分叉柱安裝流程方案。
3.2 安裝關鍵技術
1)節段吊裝驗算 工程現場布置2臺塔式起重機,如圖6所示。2臺塔式起重機最大吊重為12t(2倍率)。東西側、南北側分叉柱各節段外形尺寸和質量如表1所示。根據現場塔式起重機布置,考慮鋼柱最不利布置,對外框分叉鋼柱吊裝工況進行分析,當不滿足吊裝需求時,按照運輸單元現場分段吊裝。當滿足吊裝需求時,現場先拼裝后整段吊裝。分析結果如表2所示。

表1 分叉柱吊裝單元

表2 吊裝工況分析

圖6 塔式起重機布置
2)重心確定與吊點布置 為使分叉柱各分節在起吊時平穩,就位操作時順利、安全,避免出現扭轉、歪斜、傾翻等現象,在吊裝前首先要確定構件重心位置。現場根據每段柱節的實際情況,通過詳細計算確定其重心,并根據其傾斜角度畫出吊裝時的重心線,方便吊點布置。根據分叉柱節段形式共有2種吊點布置方法:單吊點設置適用于無復雜節點、重心明確的構件,帶彎折的柱節或傾斜角度≤20°的柱節;雙吊點布置適用于傾斜角度較大柱節及柱身較長柱節。
3)各節段安裝位置控制 為保證建筑物整體效果,同時為解決塔樓分叉柱節安裝精度要求高、跨度大、測量控制困難等問題,制定各節段安裝定位、校正方法[9-10]。首先在進場的斜柱頂面焊接2根交叉鋼條(穿過柱心),標記柱頂中心點,并在柱外側壁用紅油漆明顯標識;吊裝過程用全站儀在混凝土板面上放樣出分叉柱頂中心點、斜柱傾斜方向投影中心線及投影中心線的垂線,并將投影線和垂線延長至通視良好的安全位置,均做出明顯標識,供校正時架設經緯儀;校正時將2臺經緯儀分別架在2條中心線上,鎖定儀器水平方向。當儀器豎直方向上的視線對準斜柱柱頂中心線標志并重合時,校正完畢,加固;加固完成后以全站儀復測柱頂三維坐標,如果超出允許誤差范圍則重新校正。
4)分叉柱安裝過程焊接流程 焊接變形、焊接應力是鋼結構焊接質量控制的重難點,現場施工過程中兩者往往存在矛盾,因此,必須擬定正確的焊接順序,才能減小焊接變形及焊接應力。分叉柱焊接順序為:鋼柱翼緣板先打底焊接,然后焊接腹板及加勁板,最后焊接翼緣。對于存在密閉空間的構件,焊縫部位預留蓋板(開天窗)焊接。焊接完成并檢測合格后,再焊接蓋板。
5)分叉柱安裝流程 分叉柱分節加大了現場施工組織難度,同時由于現場分叉柱施工需與其他鋼結構施工、混凝土結構施工同時進行,兩者之間需合理考慮才能保證施工有條不紊地進行[11-12]。考慮現場施工組織,制定了分叉柱施工流程:安裝分叉柱2根節段→安裝柱間鋼梁和核心筒連接鋼梁→按順序依次完成各層安裝。
4 結語
本工程針對分叉柱加工和制作過程中的重難點進行分析并采取解決措施。
1)分叉柱形式復雜、體量大,單個分叉柱質量高達44.22t、車輛運輸超限。對分叉柱進行分節段設計,工廠按各節段進行下料、焊接;制作完成后分節段運輸;現場進行分節段吊裝與焊接,保證順利施工。
2)分叉柱工廠制作過程涉及大厚度高建鋼板焊接,部分鋼板厚度高達80mm。針對上述問題,對大厚度鋼板焊接工藝進行優化,采用以半自動實芯焊絲二氧化碳氣體保護焊(GMAW-CO2)為主,焊條電弧(SMAW)、藥芯焊絲二氧化碳氣體保護焊(FCAW-G)為輔的焊接方法。在焊接過程中嚴格執行焊接要求,保證焊接質量。
3)分叉柱分節段后,節段最大質量高達15.28t,吊裝困難;施工需與型鋼混凝土結構及其他鋼結構施工進行配合。因此,對吊運過程、吊運方法、節段高空定位與糾偏等問題進行分析,提出系列方法,保證分叉柱順利安裝。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48
