CVD金剛石膜激光平整化效率和粗糙度*
2022-03-22 08:51:02李世諭邵思武黃亞博張建軍鄭宇亭陳良賢魏俊俊劉金龍李成明
金剛石與磨料磨具工程 2022年1期
李世諭,安 康,2,邵思武,黃亞博,張建軍,鄭宇亭,2,陳良賢,魏俊俊,2,劉金龍,2,李成明,2
(1.北京科技大學 新材料技術研究院,北京 100083)
(2.北京科技大學順德研究生院,廣東 佛山 528399)
化學氣相沉積(CVD)金剛石膜具有極高的硬度和耐磨性,且化學性能穩定,在工具、光學窗口乃至生物醫學領域得到廣泛的應用[1-6]。無論用作刀具還是光學窗口,在最終成形之前,CVD 金剛石膜快速獲得平整表面是必不可少的加工過程。然而,金剛石膜的平整化成本高、效率低。因此,快速平整化的方法越發受到關注。
除了目前應用廣泛的機械研磨外,一些新的方法也被應用于CVD 膜的平整化。SAKAUCHI 等[7]提出一種基于碳固溶于鎳的平整化方法,將金剛石基片在熱退火后與平面鎳襯底接觸,在不形成機械損傷下進行表面平整化。與未退火的樣品相比,其表面粗糙度提高了 一個數量級(即從0.67 μm 降到0.07 μm)。MAN等[8]采用氫等離子體刻蝕增強碳擴散工藝作為CVD膜的機械拋光之前的粗拋光,縮短了加工時間。ILIAS 等[9]利用掠入射角離子束刻蝕技術,在不改變膜結晶質量的情況下,使微波等離子體CVD 多晶金剛石薄膜的面粗糙度Sa顯著降低至9~15 nm。除此之外,還存在化學機械平整化(CMP)[10]以及激光平整化[11-12]等方法。其中,激光平整化利用激光的高能量燒蝕CVD金剛石膜表面,使其平整,且具有高效率。
高效去除和無損傷是CVD 膜激光加工規模化應用的基礎。采用激光加工機對CVD 金剛石膜進行平整化。相同大小的多晶金剛石膜(下稱“金剛石膜”)作為試驗樣品,通過正交試驗優化出合適的激光參數,并開展樣品平整化試驗,驗證分析結果。此外,以不同粒度研磨粉進行樣品的去除效率對比試驗,并量化對比兩者平整效果,為激光平整化工業應用提供對比分析基礎數據。
1 試驗方法
金剛石膜采用直流電弧等離子體噴射法[13-16]制備,膜厚約928 μm。為方便比較,統一采用研磨態樣品,切割成正方形,尺寸為3 mm × 3 mm。試驗采用的是波長為1 064 nm 的Nd:YAG 型金剛石精密激光切割機,其重復頻率為1~500 Hz,激光輸出功率為2~30 W,激光脈沖最大寬度為500 μs,光斑直徑為30~100 μm。加工過程由WinCNC 數控系統控制,同軸CCD 監視系統監控。圖1為激光切槽的切口,近似為V 型。圖2為簡化示意圖,其中錐角β(簡稱“錐度”)是衡量槽道深寬變化程度的參數。較大的錐度保證較淺的燒蝕深度L,減小峰谷之間的不平度,同時,縫寬W越大,加工區域面積越大,因此,為實現平整化目的,保證小粗糙度前提是獲得較大的切縫錐度。

圖1 激光切口側視圖Fig.1 Laser kerf side view

圖2 激光切口簡化示意圖Fig.2 Laser kerf simplified schematic diagram
為了分析激光參數對切縫錐度和線粗糙度Ra的影響,進行脈沖寬度、激光電流、脈沖頻率、進給速度4個單因素試驗,通過進一步的4 因素5 水平試驗得出了最優參數組合,并進行平整化驗證。為分析其平整化效果,采用不同粒度金剛石粉進行研磨對照試驗,研磨機為UNIPOL-1502A 型。
采用場發射環境掃描電子顯微鏡(SEM,FEI,Quanta,FEG250 型)和激光共聚焦掃描顯微鏡(CLSM,olympus,LEXTOLS4000 型)對研磨態金剛石膜進行形貌表征并分析切縫質量(切縫錐度、線粗糙度Ra和面粗糙度Sa)。
2 結果與討論
2.1 激光參數對切縫質量影響
2.1.1 脈沖寬度對切縫質量的影響
圖3a~圖3e 為不同脈沖寬度下的切縫,選取的參數為:激光電流,64 A;脈沖頻率,250 Hz;進給速度,300 mm/min;脈沖寬度脈分別為400、425、450、475 和500 μs。從圖3中可以看出:隨著脈沖寬度的增大,切縫寬度逐漸增大,從400 μs 時的72.5 μm 增大到500 μs 時的86.7 μm。這是由于單個脈沖激光作用時間增加,光子與金剛石晶格的相互作用時間延長,結合晶格聲子震動產生的高熱傳導率,能量可以在金剛石樣品中傳播更長的距離,介于石墨化溫度而未達到蒸發溫度的樣品范圍擴大,使得樣品表面產生明顯的石墨層[12]。QI 等[17]在用混合酸酸洗90 min后獲得沒有任何石墨相的多晶金剛石槽道,指出酸洗時間長短對石墨相的去除有一定影響。在激光平整化的過程中,石墨相需要去除,其厚度對去除多余材料有很大作用,并且有必要對其厚度和性能進行研究。此前報道中使用極短的脈沖激光在金剛石膜表面打孔,得到了無石墨化的金剛石膜加工表面,對于激光平整化金剛石膜具有一定啟發意義[12]。脈寬變化對切縫質量的具體影響如圖4所示。受能量傳播距離增加的影響,縫寬不斷增大的同時,燒蝕深度呈現增大的態勢,至450 μs 逐漸平緩,切縫錐度先減小至18.6°后增大至20.6°,線粗糙度Ra也呈增大趨勢,在500 μs 達到最大的12.3 μm。

圖3 不同脈沖寬度對切縫的形貌影響Fig.3 Influence of different laser pulse width on the morphology of the kerf

圖4 切縫錐度和線粗糙度Ra 隨脈沖寬度變化曲線Fig.4 Curves of taper and roughness Ra changing with pulse width
2.1.2 激光電流對切縫質量的影響
激光電流的大小直接決定著照射到材料表面的能量密度,采用脈沖頻率為250 Hz,脈沖寬度為450 μs,進給速度為300 mm/min,激光電流分別為60、62、64、66和68 A 的切割工藝切割工藝。圖5為激光電流對切縫錐度和粗糙度的影響規律:電流的增大導致能量增大,縫寬和燒蝕深度都呈增大態勢,60~66 A 燒蝕深度的增大比縫寬的增大更顯著,分別為9.1 和2.9 μm,錐度穩定在19.0°左右;68 A 時,燒蝕深度的增大放緩,錐度呈跳躍性增大,達到22.1°。電流從60 A增大至68 A 時,線粗糙度Ra從3.4 μm 增大至9.8 μm。
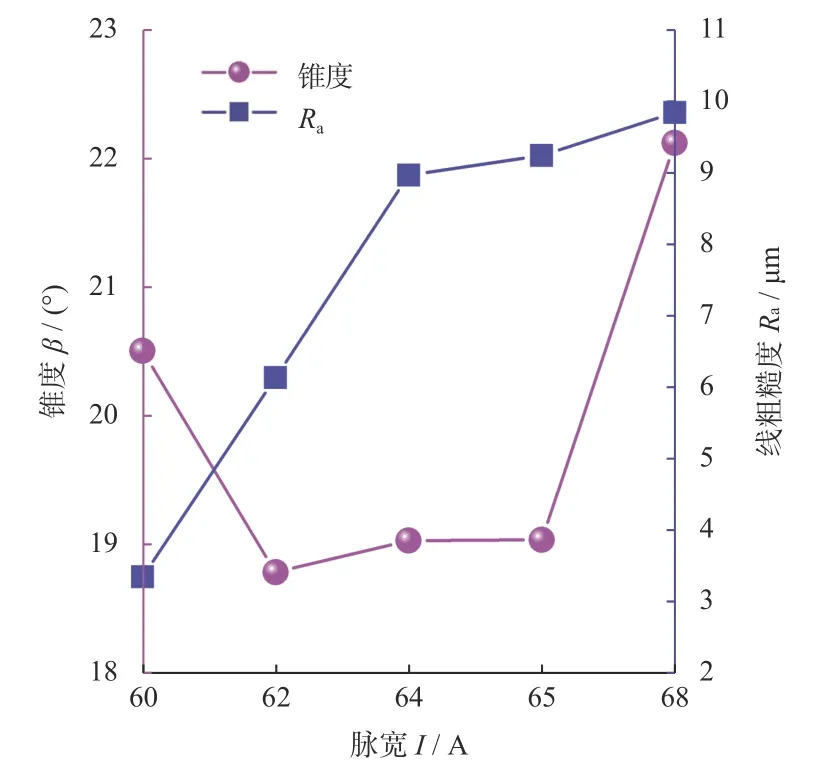
圖5 切縫錐度和線粗糙度Ra 隨激光電流變化曲線Fig.5 Curves of taper and roughness Ra changing with current
2.1.3 脈沖頻率對切縫質量的影響
工藝參數選取的激光電流為64 A,進給速度為300 mm/min,脈沖寬度為450 μs,脈沖頻率分別取200、225、250、275、300 Hz。切縫質量隨脈沖頻率變化具體數據如圖6所示,由圖6可知:隨脈沖頻率增大,切縫錐度和線粗糙度Ra都逐漸減小,切縫錐度在275 Hz 左右時保持穩定在20.9°左右,線粗糙度Ra為4.6 μm。隨著脈沖頻率的增大,激光脈沖的重疊面積增加,而脈沖頻率決定了單位時間內金剛石樣品獲取的能量大小,較大的脈沖頻率縮短了連續2 個脈沖的作用間隔,使得金剛石獲取的能量不斷積聚,內部溫度持續升高,因此可實現高的燒蝕速率。且激光頻率較大時,有利于獲得平整表面。

圖6 切縫錐度和線粗糙度Ra 隨頻率變化曲線影響Fig.6 Curves of taper and roughness Ra changing with frequency
2.1.4 進給速度對切縫質量的影響
工藝參數選取的激光電流為64 A,脈沖頻率為250 Hz,脈沖寬度為450 μs,進給速度分別為100、200 、300、400和500 mm/min。如圖7所示:當激光進給速度較小時,高能激光束流在單位金剛石表面的停留時間較長,激光能量可以有效向周圍傳遞,金剛石表面溫度幅值差異縮小,此時縫寬增大比燒蝕深度增大的態勢更顯著,錐度較大,達到19.2°,并隨進給速度增大而減小,但速度過低時會燒蝕切口邊緣和增厚表面變質層。隨著激光進給速度逐步增大,激光作用在樣品上的時間縮短,單位時間內激光束流在金剛石表面釋放的熱流不同。因此,激光進給速度越大則金剛石單位表面吸收的激光能量越少,所以燒蝕效率較慢、切縫較淺,切縫錐度呈現增大的態勢,在400 mm/min 時達到最高值23.4°。線粗糙度Ra隨速度的增大保持一直增大的趨勢,在100 mm/min 時達到5.4 μm,隨后增大至9.2 μm。但當進給速度過小時,會燒蝕切口邊緣和并增厚表面變質層。另外,也需要考慮速度變化與脈沖頻率的匹配,否則易使加工軌跡不連續。

圖7 切縫錐度和線粗糙度Ra 隨進給速度變化曲線Fig.7 Curves of taper and roughness Ra changing with feed speed
2.2 激光切縫質量正交化分析
基于上述基礎數據,構造L25(56)型正交表,進行4因素5 水平正交試驗,工藝參數如表1所示,試驗均為單向直線切割。采用直觀分析法得出:切縫錐度影響因素的主次為脈沖寬度、脈沖頻率、進給速度、激光電流;對線粗糙度Ra的影響因素主次為進給速度、激光電流、脈沖頻率、脈沖寬度。切縫錐度和線粗糙度Ra最優參數組合分別為A1B1C4D1和A3B1C2D1,最終經綜合平衡法優選出A3B1C4D1為兼顧切縫錐度和線粗糙度Ra的最佳參數組合。
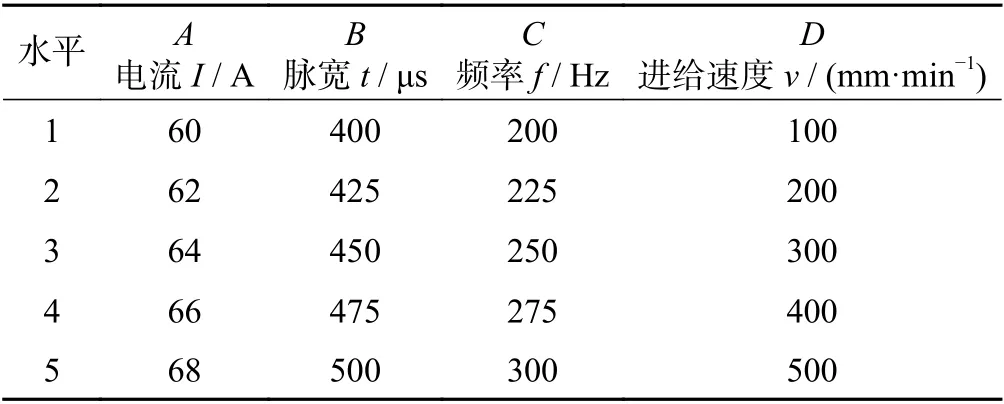
表1 正交試驗工藝參數Tab.1 Orthogonal test process parameters
按優化方案進行激光切割金剛石膜試驗,工藝參數為:激光電流,64 A;脈沖寬度,400 μs;脈沖頻率,275 Hz;進給速度,100 mm/min。測得該工藝參數下切割縫寬為44.0 μm,切割深度為60.3 μm,切縫錐度為20.0°,線粗糙度為Ra為4.0 μm。切縫寬度與線粗糙度Ra優于正交試驗最小值,且切縫錐度接近最優結果,切縫質量得到提高。
2.3 金剛石膜激光平整化
使用2.2 節中優化的激光切縫工藝,通過調整切縫步長和掃描角度,基于燒蝕深度和面粗糙度Sa進行金剛石膜表面平整化質量分析。
2.3.1 激光切縫步長對金剛石膜燒蝕深度及面粗糙度Sa的影響
使用不同切縫步長對粗糙的CVD 金剛石膜進行平整化加工。圖8為入射角為0°時,切縫步長為5、10、15、20 和25 μm加工后的CVD 金剛石膜樣品具體的燒蝕深度和面粗糙度Sa。
如圖8所示:隨切縫步長的增加,面粗糙度Sa呈現先降低后平穩的態勢,在切縫步長為5 μm 時面粗糙度Sa達到18.7 μm,隨后在15 μm 切縫步長時減小至11.7 μm。切縫步長較小時,2 道加工路徑之間重疊區域較大。在切割縫寬為44 μm,切縫步長為5 μm 時,加工次數2次及以上的區域面積占比((切割縫寬-切縫步長)/切割縫寬 × 100%)達到88.6%。對同一位置金剛石膜以不同能量密度產生了最高多達9 次的加工次數,進一步加深了波峰波谷間的距離,使得面粗糙度Sa增大。而切縫步長增大至20 μm 時,加工次數2 次及以上的區域面積減小至54.5%,又會導致間隔過于明顯,產生周期性的條紋結構,難以獲得平整表面,單純采用改變切縫步長的方式對改善面粗糙度Sa效果有限。對于燒蝕深度,隨切縫步長的增大呈現一直減小的態勢,在切縫步長為5 μm 時達到717.6 μm 的燒蝕深度,隨后在切縫步長達到25 μm 時減小至322.8 μm。燒蝕深度的減小除了與切縫的重疊覆蓋有關外,還與加工時長有關。同樣的加工面積,較小的切縫步長需要更長的加工時間,接收的激光能量更大,晶格聲子振動導致的超高溫引起了更大范圍的表面石墨化,再經過化學酸洗后獲得的石墨層燒蝕深度相對更深[12]。

圖8 面粗糙度Sa 和燒蝕深度隨切縫步長變化曲線Fig.8 Variations of surface roughness Sa and ablation depth with step size
2.3.2 激光入射角對材料燒蝕深度及表面質量的影響
圖9是不同入射α下CVD 膜的表面形貌。如圖9所示:在不同入射角度下對樣品進行單次激光平整處理,隨著入射角度的逐漸增大,加工區域尖峰逐漸降低。圖10是入射角α為30°、45°、60°、75°和85°時,加工后的CVD 金剛石膜樣品具體的燒蝕深度和面粗糙度 Sa。隨著入射角的增大,面粗糙度Sa和燒蝕深度都逐漸減小。入射角度為85°時,燒蝕深度接近于0。這是因為光束難以聚焦在樣品表面。同時,由于設備限制,在該角度下,光斑較大,能量密度達不到平整化的要求,實際粗糙度為研磨面的面粗糙度Sa。因此,入射角為75°時,面粗糙度Sa最低,為1.9 μm。從國外報道來看,TSAI 等[18]使用了ArF準分子激光器(光斑尺寸1.4 mm ×1.4 mm,峰值功率密度1 × 109W/cm2),在90°的入射角下,50 s 內經500 次脈沖燒蝕后,CVD 金剛石樣品的平均粗糙度降低到100 nm。

圖9 入射角對表面形貌的影響Fig.9 Influence of incident angle on surface topography

圖10 面粗糙度Sa 和燒蝕深度隨入射角α 變化曲線Fig.10 Curves of surface roughness Sa and ablation depth changing with incident angle
金剛石膜的平整化實質在于平整表面突起的峰。如圖11所示,當入射光束沿法線方向入射到金剛石表面時,峰尖會被削平,但同時也會加深波谷的深度,反而會加劇峰谷之間的幅度。圖11中,Ⅰ為垂直激光平整,Ⅱ為高入射角下激光平整。實際平整化時,將激光聚焦于樣品表面,此時峰尖處的光斑小而能量密度大,波谷處的接觸面積大而能量密度小,且峰尖的部位受加熱部分的體積小而加熱充分。在波谷位置,受加熱的體積增大而升溫較峰尖慢,所以金剛石表面的微觀形貌決定了溫度的不均勻分布,溫度高的峰尖首先轉變為石墨,石墨比金剛石更容易吸收熱量。這樣,在峰尖的部位比波谷更容易蒸發和濺射,這使得在峰尖位置的去除量較大,而波谷位置的去除量較小,從而一定程度上導致金剛石膜粗糙度的減小。

圖11 激光平整金剛石膜表面原理圖Fig.11 Schematic diagram of laser flattening diamond film surface
入射角的增大使得波峰更容易平整。增大入射角度實際上增加了照射面積,雖然能量密度降低了,但更多的沉積在了波峰上,從而使波峰的去除量較大,而波谷由于被波峰阻擋而獲得了較少的激光脈沖,從而去除量較小。通過這種方式獲得了比法向角直接加工更平整的表面[11]。
2.4 激光平整化效率分析
材料燒蝕深度是表征工作效率的有效方法之一。試驗中,基于激光共聚焦獲得樣品3D 形貌圖像并測量材料燒蝕深度,再通過計算得出單位體積的去除效率。為了探究激光平整化的有效性,采用不同粒度金剛石磨粒作為對比試驗。考慮到粒度型號高于80/100 (基本顆粒尺寸為150~180 μm)時在研磨過程中容易劃傷金剛石膜表面,粒度型號小于M36/54 (基本顆粒尺寸為36~54 μm)時存在研磨效率過低的問題,分別用粒度代號為80/100、200/230 (基本顆粒尺寸為63~75 μm),以及M36/54的金剛石研磨粉進行研磨試驗,其中試驗方式如表2所示,結果如圖12所示。

表2 機械研磨和激光平整化對比參數Tab.2 Comparative parameters of mechanical grinding and laser planarization

圖12 3 組試驗的材料去除效率和面粗糙度Sa 變化Fig.12 Changes of material removal efficiency and surface roughness Sa in three groups of experiments
圖12分別對比了機械研磨和激光平整化對材料去除效率和面粗糙度Sa的影響。如圖12a 所示:隨著研磨粉基本顆粒尺寸變小,去除效率逐漸降低。其中,機械研磨時,去除效率最高的80/100 粒度代號研磨粉達到0.1 mm3/min。同時,在進給速度相相同的條件下,激光平整化的去除效率達到1.1 mm3/min。
圖12b 是當研磨粉粒度代號和激光進給速度以一定規律性改變時面粗糙度Sa的變化。其中,隨著激光進給速度變化,面粗糙度Sa無明顯變化,維持在1.9 μm。機械研磨時,面粗糙度Sa隨基本顆粒尺寸的減小而逐漸減小,從80/100 粒度代號的1.2 μm 縮減至M36/54 粒度代號的0.6 μm。
隨著激光參數的變化,加工表面質量趨于惡化后,可以通過入射角的重新平整化,即通過控制包括入射角在內所有的激光參數,來調節材料燒蝕深度和面粗糙度Sa,以此快速獲得一定厚度的光潔表面。對于機械研磨,在CVD 金剛石的表面處理中,小粒度尺寸的研磨粉可以獲得更好的表面質量,但與大粒度尺寸的相比,材料的去除效率降低了。最后,激光平整化獲得的面粗糙度Sa相對機械研磨的仍有一定差距,可以結合兩者優勢,采用激光平整后再進行短時間的機械研磨修飾,更加高效的獲得平整表面
3 結論
研究激光加工參數對CVD 金剛石膜的影響,并通過正交試驗的方式優化出了合適的參數。研究脈沖激光輻照下CVD 金剛石膜的材料去除效率和表面質量。通過選擇合適激光加工參數,可以獲得理想的材料去除效率和面粗糙度Sa,得到如下結論:
(1)激光參數顯著影響切縫錐度和線粗糙度Ra。對于切縫錐度影響的主次因素為脈沖寬度、脈沖頻率、進給速度、激光電流,對線粗糙度Ra影響的主次因素為進給速度、激光電流、脈沖頻率、脈沖寬度。激光電流為64 A、脈沖寬度為400 μs,脈沖頻率為275 Hz、進給速度為100 mm/min 時,此加工參數下有利于獲得最佳的切槽表面形貌。
(2)切縫步長和入射角度顯著影響CVD 金剛石激光平整化表面燒蝕深度和面粗糙度Sa。切縫步長越小,燒蝕深度越深,面粗糙度Sa越大,入射角增大則具有相反的效果。在入射角為75°時,獲得了1.9 μm 的面粗糙度Sa。
(3)與機械研磨相比,采用激光平整化的樣品有著相同的面粗糙度Sa,可以根據需要調節激光平整化參數快速獲得一定厚度的平整表面。就效率而言,激光平整化處理時,在100 mm/min 進給速度下得到的去除效率ω最大值為1.1 mm3/min,此時面粗糙度Sa為1.9 μm。在相同進給速度下,利用機械研磨時,去除效率最大值為0.1 mm3/min,此時面粗糙度Sa為1.2 μm。