多孔CBN/Cu-Sn-Zn堆積磨料在鋼軌打磨砂輪中的應用
2022-03-22 08:51:02劉鵬展鄒文俊簡亞溜
金剛石與磨料磨具工程 2022年1期
關鍵詞:力學性能
姚 煜,劉鵬展,鄒文俊,彭 進,簡亞溜,韓 平
(1.河南工業大學 材料科學與工程學院,鄭州 450000)
(2.燕山大學 亞穩材料制備技術與科學國家重點實驗室,河北 秦皇島 066004)
隨著鐵路建設的快速發展,鋼軌在使用過程中出現的軌頭裂紋、塌陷、剝離、肥邊以及鋼軌擦傷等問題需要得到更快更好的解決[1-2]。在鋼軌打磨維護技術中,砂輪起到了重要的作用。在鋼軌打磨砂輪研發方面,砂輪的結構設計、制備工藝以及性能調整一直是研發的重點。傳統鋼軌打磨砂輪采用普通磨料樹脂復合的重負荷砂輪,多使用鋯剛玉磨料,具有強度高、韌性好、耐磨性能優異的特點。但在磨削過程中也存在著污染環境、易燒傷鋼軌、使用壽命過低且鋯剛玉磨削鋒利度不夠等問題,導致鋼軌磨削效率過低[3]。為解決上述問題,研究人員在砂輪磨料種類、粒度組合、結構設計等方面做了大量的工作。ZHANG 等[4]研究了磨料粒度對鋼軌磨削的影響,研究表明,隨著磨料粒度的減小,鋼軌磨削后可以獲得更低的表面粗糙度及殘余應力。WANG 等[5]研究了鋯剛玉砂輪硬度對鋼軌磨削的影響,通過磨削試驗證明,與純樹脂砂輪相比,新型復合砂輪的打磨溫度峰值下降10%左右,工件表面粗糙度下降9%以上。WU 等[6]制備了單層開槽釬焊CBN 砂輪用于鋼軌打磨,在獲得類似加工質量的情況下,比剛玉砂輪加工效率提高7 倍。YUAN等[7]制備了不同孔隙的砂輪用于鋼軌的打磨,發現適當的砂輪孔隙結構可以降低其磨削時引起的預疲勞,提高磨削效率,降低磨削熱。
上述研究中磨料多采用普通磨料或超硬磨料單一體系,不能很好地兼顧磨削效率、磨削質量與經濟效益三者的關系,而磨料的復合使用可以較好地兼顧這三者。針對鋼軌打磨砂輪中使用的鋯剛玉沖擊韌性好、硬度低、鋒利度不夠,而立方氮化硼(CBN)硬度高、沖擊韌性略差的特點,將兩者復合使用,使CBN 的高硬度與鋯剛玉的高韌性結合起來,更好地提高鋼軌打磨砂輪的綜合性能。此外CBN 與金屬結合劑可以較好地結合,對鋼軌打磨可以起到很好的磨削效果[6]。所以將CBN 與金屬結合劑復合,制備CBN 金屬基堆積磨料,并在其表面設計合適的孔隙結構,借以提高堆積磨料與樹脂結合劑間的機械把持力。
試驗使用Cu-Sn-Zn 結合劑及CBN 磨料,制備了一種外表多孔而內部緊實的堆積多孔磨料,然后將其應用在鋼軌打磨砂輪中。并對制備CBN 堆積磨料使用的Cu-Sn-Zn 結合劑的力學性能、堆積磨料的力學性能及形貌進行了測試與表征。此外,通過鋼軌打磨試驗,對添加堆積磨料前后的砂輪的磨削效果進行了表征與討論。
1 試驗
1.1 多孔CBN/Cu-Sn-Zn 堆積磨料的制備
試驗所用主要原料包括:CBN,基本粒徑尺寸為425~850 μm;Cu 粉、Sn 粉和Zn 粉,粒徑為48 μm;造孔劑NaCl,粒徑尺寸為710~1 180 μm;酚醛樹脂粉和液(工業級);鋯剛玉,基本粒徑尺寸為850~1 400 μm。
多孔堆積磨料制備流程如圖1所示。首先將造孔劑均勻黏附在模板內壁,隨后把金屬粉和CBN 磨料按比例混合均勻,CBN 濃度為100%,投入模具中。采用真空熱壓燒結法制備成形,燒結溫度為680 ℃,成形壓力為4 MPa,試樣尺寸為60 mm × 3 mm × 2 mm。將試樣置于水浴鍋(80 ℃)中至造孔劑完全溶解。取出烘干后挑選出孔隙結構合適的試樣,通過XQJ-25 型懸臂式切粒機切割造粒,過篩后選擇形狀良好、粒徑尺寸為850~1 700 μm的堆積磨料用于后續砂輪的制備。

圖1 多孔堆積磨料制備工藝流程Fig.1 Process flow chart of porous stacked abrasive preparation
其中試樣孔隙率η可由公式(1)計算可得:

式中:ρ0-堆積磨料理論密度,g/cm3;ρ-堆積磨料實際密度,g/cm3。
1.2 鋼軌打磨砂輪的制備
采用酚醛樹脂結合劑體系制備2 種磨料組成的砂輪:(1)鋯剛玉砂輪。其組成如下:鋯鋼玉體積分數為70%~80%,CBN 堆積磨料體積分數為0,樹脂液體積分數為1%~2%,FeS2體積分數為3%~8%,酚醛樹脂粉體積分數為5%~15%;(2)堆積磨料砂輪。其組成如下:鋯鋼玉體積分數為60%~70%,CBN 堆積磨料體積分數為10%~20%,樹脂液體積分數為1%~2%,FeS2體積分數為3%~8%,酚醛樹脂粉體積分數為5%~15%。將磨料、填料與結合劑混合均勻后,均勻投放到模具中。采用平板硫化機進行熱壓成形,溫度設置為185 ℃,預熱3 min,卸壓放氣,加壓保溫45 min,隨后自然冷卻后卸模。最后將坯體置于烘箱中升溫固化。2 種砂輪的砂輪形狀均為平形砂輪,砂輪尺寸均為80 mm × 10 mm ×20 mm,密度均為3.0 g/cm3。普通砂輪的磨料種類是鋯剛玉,堆積磨料砂輪的磨料種類是鋯剛玉和CBN/Cu-Sn-Zn 堆積磨料,2 種砂輪總的磨料體積分數相同。
1.3 磨削試驗
鋼軌打磨按磨具是否有動力而分為主動打磨與被動打磨2 種方式。主動打磨通過給磨具一定的磨削壓力和磨削速度,對鋼軌的截面進行磨削。這是目前主流的打磨方式,但存在磨削修復去除量大、打磨效率低等問題。被動打磨具有鋼軌去除量小、打磨效率高的特點,是一種新興的打磨方式。磨具本身不帶有動力,通過與鋼軌預設一定的夾角,在打磨車的拖動和壓力作用下使其相對鋼軌運動從而起到磨削的作用。目前針對鋼軌被動打磨的研究較少,LIU 等[8]設計了一種模擬鋼軌被動打磨方式的試驗平臺,可用于被動打磨方面的研究。
采用上述研發的鋼軌被動打磨砂輪,以被動打磨的形式,在磨削轉速為3 000 r/min、磨削壓力為240 N,以干磨的形式對添加CBN 堆積磨料前后的砂輪做1 組對照鋼軌打磨試驗[8-9]。所用鋼軌工件參數如表1所示,鋼軌打磨試驗平臺如圖2所示。
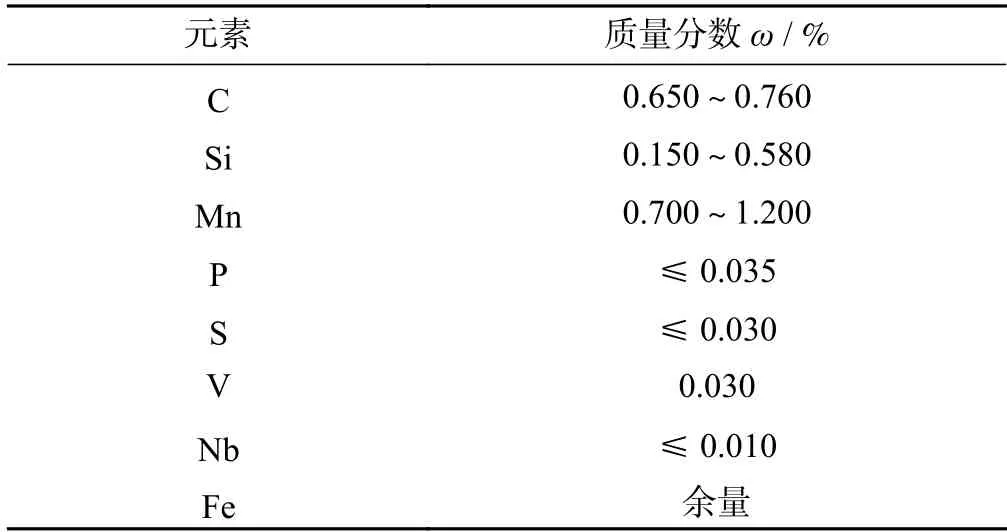
表1 打磨的鋼軌工件元素成分Tab.1 Element compositions of the ground rail workpiece

圖2 鋼軌打磨試驗平臺Fig.2 Rail grinding experiment platform
圖2a 中:1 為電機主軸;2 為鋼軌工件;3 為鋼軌打磨砂輪;4 為軸承裝置;5 為固定臺;6 為三維傳感器;7為工作臺。
1.4 試驗表征
針對上述試驗,采用WDW-50 電子式萬能試驗機對Cu-Sn-Zn 結合劑、CBN/Cu-Sn-Zn 堆積磨料試樣、砂輪試樣等進行彎曲強度測試;采用TY-4021A 型沖擊強度試驗機對Cu-Sn-Zn 結合劑、CBN/Cu-Sn-Zn 堆積磨料試樣、砂輪試樣等進行沖擊強度測試;采用HRD150 洛氏硬度計對Cu-Sn-Zn 結合劑進行硬度測試;采用Inspect F50 型掃描電子顯微鏡對多孔CBN 堆積磨料進行微觀形貌表征;采用ZeGage 型白光干涉儀對磨削前后鋼軌工件表面質量進行測試表征。
2 試驗結果與討論
2.1 多孔CBN/Cu-Sn-Zn 堆積磨料制備與討論
2.1.1 Zn 對Cu-Sn 結合劑力學性能的影響
Cu-Sn 金屬結合劑體系在超硬磨具燒結制品中應用廣泛[10]。本試驗采用Cu80Sn20體系作為基礎結合劑,通過添加Zn 進一步改善Cu-Sn 的力學性能。Cu80Sn20結合劑彎曲強度、抗沖擊強度變化如圖3所示,硬度變化如圖4所示。

圖3 Zn 質量分數對Cu-Sn 結合劑力學性能的影響Fig.3 Effect of Zn mass fraction on mechanical properties of Cu-Sn bond
少量的Zn 可以提高結合劑的彎曲強度,但繼續提高Zn 質量分數,結合劑的彎曲強度便開始一直下降,硬度一直提高。Sn 與Zn 都是銅基結合劑中常用的金屬元素,都可以提高銅基結合劑的脆性。在Cu-Sn-Zn 結合劑燒結過程中,Sn 與Zn 分別在231.00 ℃和419.58 ℃時產生液相,形成階段式液相燒結,使更多的Cu 參與反應。在Cu80Sn20體系中,Cu 與Sn 形成硬脆的δ 相,強度、硬度較高。當Zn 質量分數低時,Zn 與Cu 形成固溶體α 相,α 相塑性大,彎曲強度略有提高,但Zn 質量分數繼續提高,Cu-Zn 合金變軟,結合劑脆性進一步提高,強度降低[10-11]。磨具用金屬結合劑既需要一定的力學性能,也要有較高的脆性來保持磨料的自銳性。如圖3和圖4所示,當Zn 質量分數為5%時,結合劑彎曲強度為385.0 MPa,抗沖擊強度為59.6 kJ/m2,洛氏硬度為86.08 HRB,此時的金屬結合劑適宜用于堆積磨料的制備。
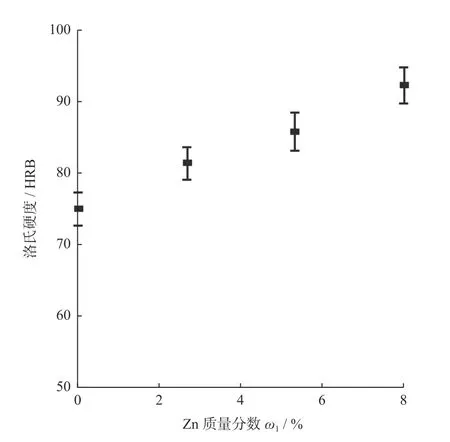
圖4 Zn 質量分數對Cu-Sn 結合劑硬度的影響Fig.4 Effect of Zn mass fraction on hardness of Cu-Sn bond
2.1.2 孔隙率對多孔CBN/Cu-Sn-Zn 堆積磨料力學性能和微觀形貌的影響
孔隙結構是多孔堆積磨料的重要組成部分,適當的孔隙結構不僅可以提高樹脂結合劑對堆積磨料的把持力,還可以提高堆積磨料的自銳性。通過控制造孔劑添加量從而獲得不同的孔隙率[12-13]。
圖5為堆積磨料宏觀形貌,從圖5可以看出:隨著造孔劑體積分數的不斷提高,堆積磨料表面的孔隙明顯增大,整體形貌也越來越不規則。

圖5 不同體積分數的造孔劑堆積磨料宏觀形貌Fig.5 Macro-morphologies of agglomerated abrasive with different volume concentrations of pore forming agent
圖6為堆積磨料的SEM 圖像。從圖6可以看出:當造孔劑體積分數為5%時,CBN 磨料部分裸露;造孔劑體積分數提高到10%時,CBN 磨料裸露情況良好;繼續提高造孔劑體積分數,所得孔隙太多導致磨料裸露過多,金屬結合劑對部分CBN 磨料界面結合區域過少,界面結合強度下降,有些CBN 磨料甚至直接脫落,在堆積磨料表面留下更大的孔洞,這些也直接影響著堆積磨料自身的強度。

圖6 不同造孔劑體積分數下堆積磨料微觀結構Fig.6 Microstructures of agglomerated abrasive with different volume concentrations of pore forming agent
堆積磨料試樣的力學性能隨造孔劑體積分數提高的變化如圖7所示。當造孔劑體積分數從5%提高至20%時,試樣的彎曲強度從87.0 MPa 下降至45.0 MPa,抗沖擊強度從12.0 kJ/m2下降至2.9 kJ/m2,強度大大降低。從CBN 堆積磨料自身強度及界面結合強弱來看,當造孔劑體積分數為10%時,所制備的多孔結合劑試樣更適宜制備成磨料,此時試樣彎曲強度為78.5 MPa,抗沖擊強度5.5 kJ/m2,孔隙率在30%~40%。

圖7 造孔劑體積分數對堆積磨料試樣力學性能的影響Fig.7 Effect of pore forming agent volume concentrations on mechanical properties of agglomerated abrasive
2.1.3 多孔CBN/Cu-Sn-Zn 堆積磨料表面形貌
試驗設計的表面多孔而內部緊實的多孔CBN 堆積磨料如圖8所示,其中金屬結合劑為Cu76Sn19Zn5,占堆積磨料整體體積分數的55%~70%,CBN 濃度為100%。圖8a 為堆積磨料宏觀形貌,表面呈多孔狀,可以更好地提高堆積磨料在樹脂結合劑中的把持力;圖8b 為堆積磨料斷面形貌圖,內部的CBN 磨料由金屬結合劑緊緊包裹。

圖8 多孔CBN 堆積磨料形貌Fig.8 Porous CBN stacked abrasive morphology
2.2 砂輪磨削試驗
2.2.1 堆積磨料加入前后砂輪力學性能對比
對于樹脂鋼軌打磨砂輪,砂輪的抗折強度和抗沖擊強度直接影響砂輪的磨削性能和耐用度。當堆積磨料體積分數為20%時,將砂輪制備成50 mm × 10 mm ×10 mm 的試樣,測定堆積磨料添加前后砂輪彎曲強度與抗沖擊強度變化,結果如圖9所示。
從圖9可以看出:堆積磨料加入后砂輪試樣的彎曲強度和抗沖擊強度分別為34.8 MPa 和2.3 kJ/m2,相比加入前的砂輪試樣的彎曲強度(30.5 MPa)和抗沖擊強度(1.5 kJ/m2)分別提高了14.1%和53.3%。堆積磨料表面的多孔形貌使其與樹脂結合劑界面的結合力和界面面積都有所增加,樹脂結合劑對堆積磨料有更好的把持力,砂輪力學性能進一步提高。
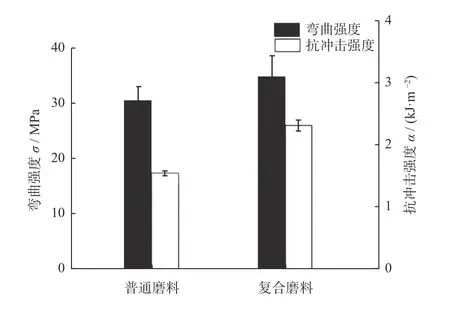
圖9 堆積磨料添加前后砂輪試樣力學性能Fig.9 Before and after adding agglomerated abrasive
2.2.2 堆積磨料加入前后砂輪磨削性能對比
鋼軌打磨砂輪的磨削效率、磨削比及磨削后鋼軌表面質量,都是評價鋼軌打磨砂輪磨削性能的重要指標。鋼軌在單位時間內的磨削損失量定義為砂輪的磨削效率,鋼軌與砂輪的質量損失比定義為砂輪的磨削比。通過測量磨削前后鋼軌工件的去除量及砂輪的磨耗量,得出砂輪的磨削效率及磨削比,結果如圖10所示。堆積磨料添加前后鋯剛玉砂輪磨削效率從60.1 mg/s提高至109.9 mg/s,磨削比也從8.2 提高至16.9。
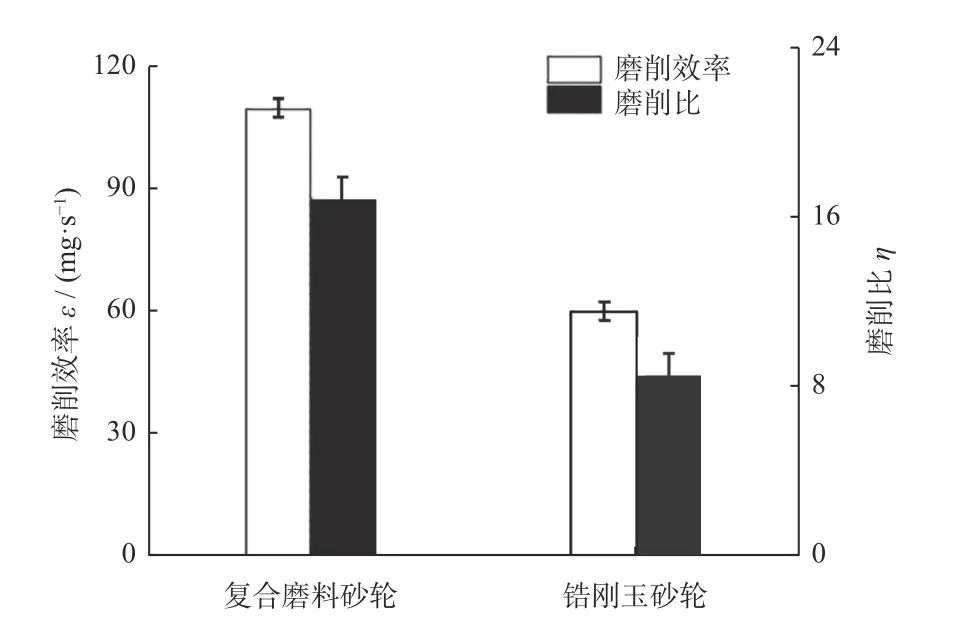
圖10 堆積磨料添加前后砂輪磨削效率和磨削比Fig.10 Grinding efficiency and grinding ratio of grinding wheel
采用白光干涉儀對磨削前后固定區域形貌進行表征,結果如圖11所示,圖11中的Sa表示工件表面粗糙度,Sz表示最大磨削深度。
對比圖11a、11b、11c 可知:堆積磨料的使用使打磨工件表面磨粒切削留下的磨痕進一步平整,Sa與Sz更低,鋼軌工件表面質量進一步提高。

圖11 鋼軌打磨前后表面粗糙度Fig.11 Surface roughness of rail before and after grinding
由以上可知,在鋼軌打磨砂輪中,使用堆積磨料代替部分鋯剛玉磨料,堆積磨料的性能及結構使砂輪的磨削效率和磨削質量進一步提高。在鋼軌打磨過程中,大顆粒的鋯剛玉磨料和堆積磨料進行第1 道磨削,初步磨除掉鋼軌表面的缺陷等;隨后堆積磨料中的細粒度CBN 磨料進行第2 道磨削,使鋼軌表面的磨痕進一步平緩。磨削中樹脂結合劑砂輪及金屬結合劑超硬砂輪都會發生黏附現象,而后者由于成形密度大、自銳性差、磨削溫度更高等原因,黏附現象更加嚴重。而制備的堆積磨料表面的多孔結構不僅降低了堆積磨料的成形密度,而且降低了它的強度,提高了堆積磨料自身的自銳性,從而改善了堆積磨料在磨削過程中表面出現的黏附堵塞現象,保證了鋼軌打磨砂輪的磨削效率。同時,堆積磨料內部緊實的結構,也增強了堆積磨料內部金屬結合劑對CBN 磨料的把持力,將CBN 磨料牢牢固定在堆積磨料中,使CBN 磨料在磨削過程中主要以層狀磨損的方式被破壞,如圖12的砂輪磨削后表面形貌所示,減少了因樹脂結合劑磨損過快而導致CBN磨料脫落造成的破壞。
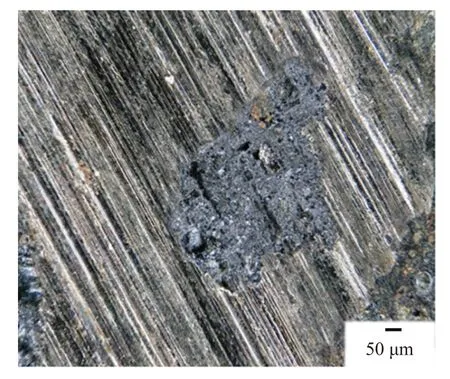
圖12 磨削后砂輪中堆積磨料表面形貌Fig.12 Surface morphology after grinding of agglomerated abrasive in grinding wheel
3 結論
通過將CBN 磨料與Cu-Sn-Zn 結合劑復合制備了一種表面多孔但內部緊實的多孔堆積磨料,并與鋯剛玉混合使用制備了復合鋼軌打磨砂輪,進行了鋼軌打磨試驗,討論了堆積磨料添加前后對鋼軌磨削質量的影響。得出以下結論:
(1)Zn 可以進一步提高Cu-Sn 結合劑的脆性,當其質量分數為5%時,結合劑彎曲強度為385.0 MPa,抗沖擊強度為59.6 kJ/m2,洛氏硬度為86.08 HRB,此時具有一定的力學性能和較好的脆性。
(2)制備了一種表面多孔但內部緊實的CBN/Cu-Sn-Zn堆積磨料,最佳的堆積磨料試樣的孔隙率在30%~40%,此時試樣的彎曲強度為78.5 MPa,抗沖擊強度為5.5 kJ/m2,制備的堆積磨料具有較好的力學性能和良好的孔隙結構,適宜應用在鋼軌打磨砂輪中。
(3)CBN/Cu-Sn-Zn 堆積磨料的應用可以提高鋯剛玉樹脂重負荷砂輪的磨削效率和磨削質量,當堆積磨料體積分數為20%時,鋼軌打磨砂輪磨削效率為109.9 mg/s,磨削比為16.9,普通鋯剛玉砂輪磨削效率為60.1 mg/s,磨削比為8.2。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53