1.5mm厚TC4鈦合金激光焊接頭組織與力學性能研究
2022-03-22 04:18:08付和國劉廣鑫謝洪志蔣文通史吉鵬
金屬加工(熱加工) 2022年3期
付和國,劉廣鑫,謝洪志,蔣文通,史吉鵬
1.沈陽飛機工業(集團)有限公司 遼寧沈陽 110034
2.空軍裝備部駐沈陽地區第一軍事代表室 遼寧沈陽 110850
1 序言
鈦合金因其具有密度低、斷裂韌度高,且在常溫與高溫環境中具有較好的靜載與動載性能,已經成為航空航天器構件制造中不可或缺的材料。相對于其他常用材料,因鈦合金的制造成本較高,所以在鈦合金零件制造時就要求盡可能做到不產生機械加工浪費[1,2]。鈦合金焊接技術作為一種有效的連接工藝,在減少加工浪費,降低成本方面展現出明顯的優勢。采用優化的焊接參數對鈦合金進行焊接,可以制造出可靠性好、安全性高且外形復雜的航空航天器零件。然而,因為鈦合金熔點較高,所以也使得鈦合金構件焊接時在高強度與低應力集中等問題上面臨著挑戰[3-5]。
激光焊是利用激光熱將工件熔化形成連接的一種焊接方法,與傳統焊接工藝相比,激光焊具有能量密度高、加熱范圍小的特點,能夠準確控制焊接熱量的分布,可獲得成形良好的焊接接頭[6-8]。然而決定接頭能否安全使用的主要是接頭的力學性能,因此,為了保證接頭的安全使用性能,對鈦合金激光焊接頭的組織與力學性能進行分析,有著重要的意義與價值。
2 試驗材料及方法
本試驗的材料是牌號為TC4的鈦合金,通過測試得到原材料的抗拉強度≥990MPa,其化學成分見表1,TC4鈦合金的顯微組織如圖1所示。從圖1中可以看出,TC4鈦合金的母材組織主要是由α+β相組成的等軸晶,且β相分布在α相晶界,同時還可以看出,由于母材為軋制而成的板材,所以部分α相沿軋制方向被拉長,形成固定的纖維方向,此時β相在室溫下僅有少量的存在,這也意味著它對強化的貢獻也較小。試驗中所采用的試件尺寸要按照可以加工出拉伸、剪切和彎曲三種試樣制作,其尺寸為200mm×100mm×1.5mm。試件的纖維方向沿試件長度方向,試驗時焊接沿100mm方向。因為焊接過程為非填絲激光焊,為了保證接頭不被氧化,從而引起接頭力學性能的下降,所以在焊接全過程均需對焊縫的正面高溫區以及背部焊縫的全長范圍進行惰性氣體保護,惰性氣體選用純度為99.99%的氬氣。焊接時焊縫正面高溫區采用保護托罩,氣體流量為30L/min,而背面焊縫采用開有通氣槽的通制墊塊,氣體流量為10L/min。焊接參數為激光功率1000W、離焦量-1mm、焊接速度120mm/min。焊接完成后,為了消除接頭下面的咬邊與凹坑等缺陷,增加一次修飾焊接,修飾焊接參數為激光功率1800W、離焦量20mm、焊接速度2000mm/min。

表1 TC4鈦合金的化學成分(質量分數)(%)

圖1 TC4鈦合金的顯微組織
試驗選用的激光器為IPG公司YLS-4000-ECO型光纖激光器,最大輸出功率為4kW,激光頭安裝在六軸KUKA機器人第六軸處。激光通過柔性光纖傳遞到激光頭通過聚焦鏡片聚焦后,作用到待焊焊道處形成熔池實現焊接,焊接接頭的聚焦鏡片焦距為
300mm。
在試驗前需對試片氧化層進行打磨,修配至對接間隙≤0.1mm,而后進行酸洗除油。在焊接前2h內對試件表面待焊焊道20mm范圍內區域用酒精擦拭,去除試件表面灰塵等雜質。焊接完成后,采用激光切割的方法在試件上截取拉伸、剪切、縱向彎曲與橫向彎曲試樣各5件,試樣的尺寸如圖2所示。在焊道上取20mm×20mm×1.5mm的金相試樣,金相組織觀察的腐蝕液為10%HF+30%HNO3+60%H2O,腐蝕時長為30s。
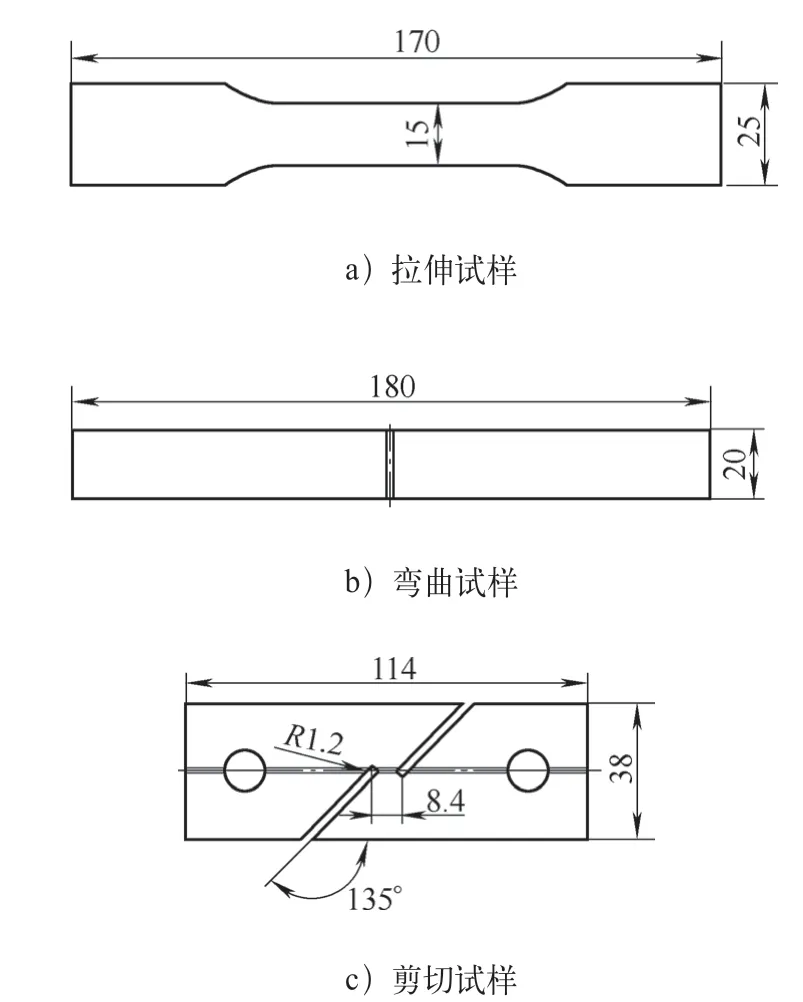
圖2 試樣的尺寸
3 試驗結果分析
3.1 焊接接頭微觀組織成因與分析
焊接試驗完成后,對接頭的組織進行觀察,結果如圖3所示。從圖3可以看出,接頭的熔透焊狀態良好,沒有產生氣孔及明顯的咬邊缺陷,根據晶粒的形狀與尺度將接頭分為4個區域,其中A區為晶粒細小的母材區域,B區為熱影響區,C區為粗大的等軸晶,D區為粗大的垂直走向的柱狀晶。接頭4個區域的形成原因主要是受焊接過程中的熱循環影響。激光焊速度較快,焊道較窄,焊道寬度為1.5~2mm,而2mm以外的區域,幾乎不受焊接熱循環的影響,因此A區組織保留著原始母材的形貌;而焊接熱影響區受到高能量密度熱源熱循環的影響,該處的溫度遠高于鈦合金組織的相變溫度,因此B區的組織也發生了相變,平均寬度約為200μm;而C區為焊接熔化區域,該區域組織經歷了先熔化后凝固的行為,在凝固過程中晶粒發生長大,形成了最終等軸晶形貌;最后D區經過焊接與修飾焊接兩次熔化凝固,在修飾焊接時將焊接時的組織再次熔化。修飾焊接凝固時由于熔池處于接頭上層,而且修飾焊接熔池的底部與兩側均有固態組織,因此上熔池表層直接與外界接觸,且受到惰性氣體的作用,熱量在熔池上方的散熱量遠大于其他3面,晶粒在熔池上方散熱的影響下,沿垂直方向生長,最終形成了沿垂直方向粗大的柱狀晶。
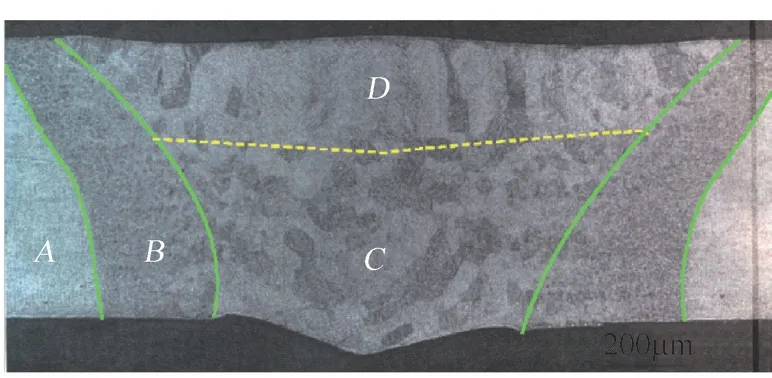
圖3 TC4鈦合金焊縫接頭形貌
接頭的焊縫區微觀組織如圖4所示,從圖4可以看出,焊縫中包含有針狀馬氏體α′相與大片的α相以及少量的α+β相組成,且α′相數量較少,而尺寸較大。分析其原因主要是由于相對于熔合線處,焊縫中心的過冷度較小,α′馬氏體的形核動力不足,且熔池高溫停留時間較長,因此α′相對較大,β相長大也很明顯,在冷卻過程中形成了大片的α相。此外,在焊縫區域還看到了片層狀α+β相的魏氏組織。魏氏組織的界面能各向異性較大,因此其斷裂韌度、蠕變強度較好,而塑性較差。
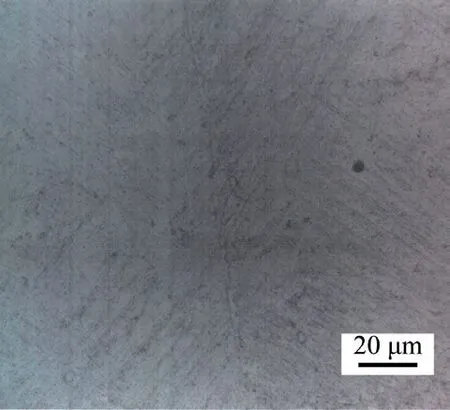
圖4 焊縫區組織形貌
熱影響區不同區域微觀組織形貌如圖5所示,從微觀結構上該區域可分為3個部分,一是近母材熱影響區E,二是近焊縫熱影響區G,三是中間熱影響區F。其中,靠近焊縫的熱影響區在焊接過程中經歷了從980~995℃的β轉變過渡到1605℃的固相線溫度;而靠近母材的熱影響區經受了溫度低于β轉變溫度,但該溫度仍可以影響該處微觀組織的結構。
從圖5可以看出,焊縫區域附近的熱影響區主要由針狀的馬氏體α′和少量的針狀α以及初生α組成。而靠近母材的熱影響區組織由焊縫的纖維組織成分、少量α′和初生的α相以及晶間β相的混合物組成。熱影響區中α′的體積分數隨著與熔合線距離的增加而降低。引起這種現象的主要原因是熱源離開作用區域后,熔池開始由邊緣向焊縫中心逐漸凝固,而在凝固進行過程中,熔池的溫度梯度逐漸縮小,晶粒加速結晶。此外,在焊縫凝固過程中,熔池中的雜質匯聚到焊縫中心引起區域偏析,提升了熔池的過冷度。
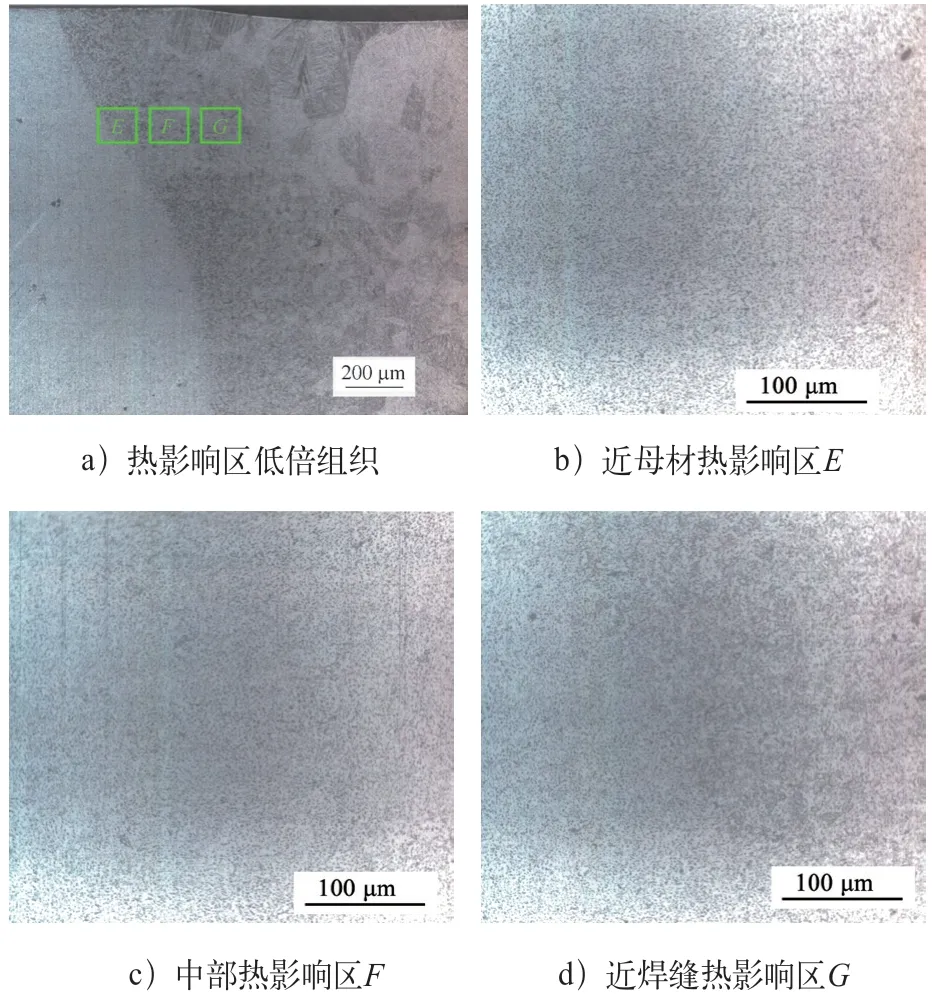
圖5 熱影響區不同區域微觀組織形貌
3.2 力學性能分析
接頭力學性能測試數值見表2。對表2中各力學性能測試數據求平均值,結果如圖6所示。從圖6可以看出,接頭的抗拉強度平均值為993MPa,與母材相當,剪切強度平均值為716MPa,縱向彎曲角度均值為37°,而橫向彎曲角度平均值為35°。從測試結果可以看出,接頭的力學性能均可滿足其使用性能,接頭性能可靠。
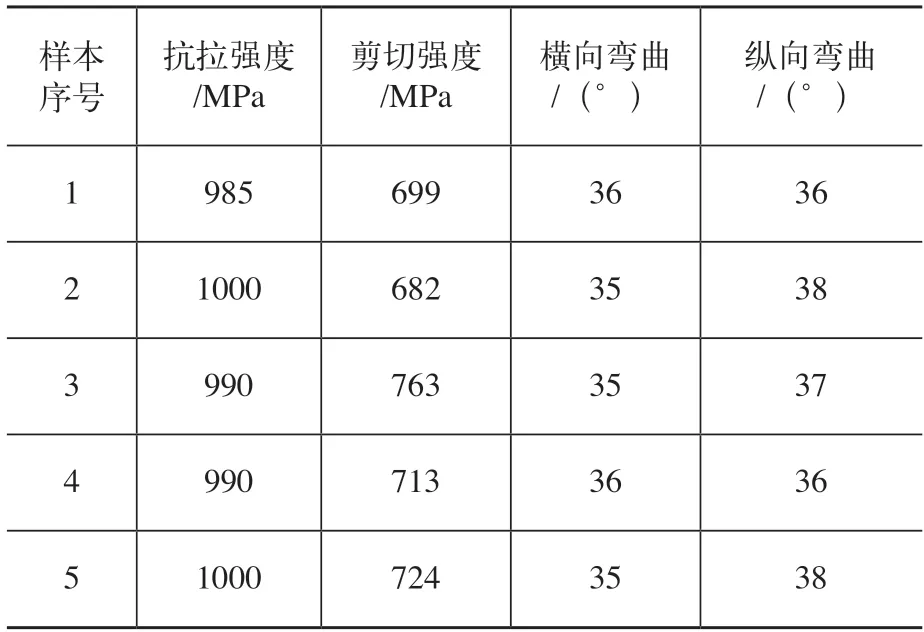
表2 接頭力學性能測試數值

圖6 接頭力學性能平均值
3.3 工程化應用
基于上述1.5mm厚TC4鈦合金激光焊接工藝試驗結果,對1.5mm厚鈦合金構件進行焊接。仿照焊接試件的清理模式,在焊前2h內用細砂紙對待焊構件焊道周邊10mm范圍內區域進行打磨,并用丙酮擦拭干凈,放在特制的焊接工裝夾具上進行焊接。焊接完成后,對接頭進行X射線檢測,結果如圖7所示。從圖7中可看出,接頭內部質量良好,沒有產生裂紋與氣孔等缺陷,滿足產品的使用要求。
圖7 焊接接頭X射線檢測結果
4 結束語
1)TC4鈦合金經過激光焊+表面修飾焊接后接頭可以分為母材區、熱影響區、焊縫底部等軸晶區以及焊縫頂部柱狀晶區。
2)接頭的微觀組織顯示,焊縫區存在魏氏組織,熱影響區中隨著距熔合線的距離增加,α′的體積分數逐漸降低。
3)接頭力學性能顯示,抗拉強度、剪切強度與母材相當,最小彎曲角度達到35°,說明接頭可以實現工程化應用。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
焊接(2015年9期)2015-07-18 11:03:53
電測與儀表(2015年5期)2015-04-09 11:30:52
設備管理與維修(2015年12期)2015-04-09 06:57:24