
高壓開關用觸頭座徑向孔加工工藝研究
2022-03-29 15:00:45何洲
河南科技 2022年3期
何洲

摘 要:通過對高壓開關用觸頭座徑向孔沿圓周均勻分布和與端面孔夾角要求工藝分析,總結多種徑向孔常用加工方法,設計出一種觸頭座徑向孔加工的可旋轉鉆具。通過鉆具旋轉結構和分度結構配合,實現觸頭座徑向孔的一次裝夾、多孔加工,同時能夠滿足徑向孔沿圓周均勻分布的要求,通過端面孔設置定位結構,實現初始加工徑向孔與端面孔的夾角定位,保障徑向孔與端面孔的夾角要求。該鉆具的使用能夠實現觸頭座徑向孔在普通鉆床上的快速加工,具有操作方便、效率高、加工精度高、角度誤差離散性小等優(yōu)點,設備利用率顯著提升,人工成本明顯降低,大幅節(jié)約生產成本。
關鍵詞:觸頭座;徑向孔;鉆具;可旋轉
中圖分類號:TG333 ? ? 文獻標志碼:A ? ? 文章編號:1003-5168(2022)3-0038-04
DOI:10.19968/j.cnki.hnkj.1003-5168.2022.03.009
Research on the Machining Process of the Radial Hole of the Contact Seat for High Voltage Switch
HE Zhou
(Pinggao Group Co.,Ltd., Pingdingshan 467001,China)
Abstract: Through the process analysis of the requirements for the radial holes of the contact seat for the high voltage switch to be evenly distributed along the circumference and the angle with the end hole, summarize the common processing methods of radial holes, design a rotatable drilling tool for machining radial holes in the contact seat, cooperate through drilling tool rotation structure and indexing structure, realize the one-time clamping and multi-hole processing of the radial hole of the contact seat, at the same time, it can meet the requirements of uniform distribution of radial holes along the circumference, set the positioning structure through the end face, realize the angular positioning of the initial machining radial hole and the end hole, guarantee the angle between the radial hole and the end hole. By using the drill, It can realize the rapid processing of the radial hole of the contact seat on the ordinary drilling machine, and has convenient operation, high efficiency, high processing accuracy, small angular error dispersion, significantly improved equipment utilization, reduced labor costs, and substantial savings in production costs.
Keywords: contact seat; radial hole; drill tool; rotatable
0 引言
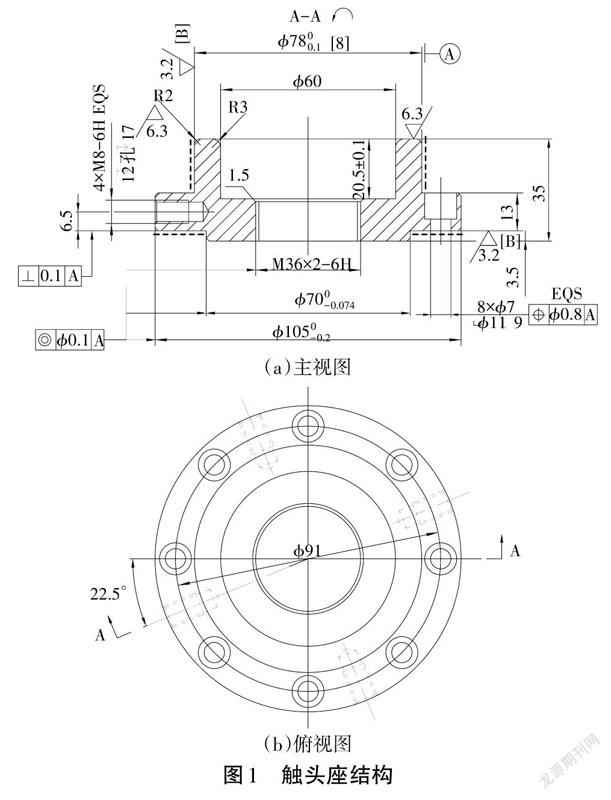
隨著電力市場對高壓開關產品需求的不斷增加,高壓開關產品中觸頭座(如圖1)的需求量也隨之增加。在觸頭座的結構和尺寸要求中,有4×M8徑向螺紋孔均勻分布在觸頭座的外圓上,同時徑向螺紋孔與端面孔之間有22.5°夾角要求。目前,對于批量生產的觸頭座,其上的4×M8徑向螺紋孔底孔的加工主要在臥式車削中心上完成,其加工精度和效率雖然可以滿足技術和生產進度要求,但在其加工過程中對加工設備的功能要求較高,同時,設備使用成本高,嚴重制約了觸頭座綜合生產成本的降低。
1 觸頭座徑向孔加工工藝分析
觸頭座上的4×M8徑向孔要求在外圓均勻分布,同時徑向孔與端面孔有22.5°的夾角要求。為滿足觸頭座在裝配過程中與其他零部件的配合,對觸頭座上徑向螺紋孔的位置和角度有一定要求。
由于觸頭座的需求量大,為滿足加工精度和生產進度要求,同時降低生產綜合成本,現就其外圓上均勻分布的徑向孔的加工工藝進行研究、分析和改進,以設計出結構簡單、裝夾方便、操作靈活的專用加工鉆具,在保障加工精度要求的同時,實現觸頭座徑向孔在普通鉆床上方便、快捷加工,提高生產效率,節(jié)約生產成本。
1.1 常用加工工藝分析
根據工廠在用實際加工工藝方法及相關資料查閱情況,目前,觸頭座上沿外圓均勻分布的徑向孔加工主要有臥式車削中心加工、鉆床配合分度盤加工[1]、鉆床配合常用鉆具加工[2]等。
1.1.1 臥式車削中心加工。臥式車削中心加工是目前主要運用的加工方法,對大批量生產尤為適用,主要利用臥式車削中心的動力刀架完成觸頭座徑向孔的加工。其加工過程主要為:在完成零部件外形尺寸等加工后,通過設置主軸轉動角度,控制徑向孔沿外圓均勻分布,加工過程快捷、高效。利用車削中心的加工方法可以實現在同一次裝夾中,在完成端面孔加工后,直接進行徑向孔加工,中間無須進行觸頭座的二次裝夾,并且端面孔和徑向孔的加工位置和角度均通過編程控制主軸轉動保障精度,所以能夠保障徑向孔與端面孔22.5°夾角的精度要求。使用臥式車削中心加工觸頭座徑向孔,加工過程操作簡單,完成初始程序編程和設置后,可實現自動化加工,有利于生產的組織和調度,加工效率高、精度有保障,適用于大批量生產。但因為使用特種設備,設備使用費用較高,不利于降低觸頭座生產綜合成本。
1.1.2 鉆床配合分度盤加工。通過使用分度盤,可以實現觸頭座徑向孔在普通鉆床上的加工,可大大提高普通設備利用率。但是,在觸頭座徑向孔加工工序初始裝夾時,為保障徑向孔與端面孔的夾角要求,對初始裝夾位置要求較高,需要對觸頭座裝夾位置進行反復找正,找正過程煩瑣、效率低。在完成觸頭座初始裝夾后,在徑向孔的加工過程中,需要通過旋轉分度盤規(guī)定角度,以實現所加工徑向孔的均勻分布。加工過程中,需要頻繁計算分度盤旋轉角度,并進行旋轉操作,同時對旋轉角度位置進行確認。使用鉆床配合分度加工的方法,觸頭座裝夾、徑向孔加工過程操作煩瑣,初始裝夾位置精度不易保障,找正、旋轉過程耗時長、效率低。并且使用此種加工方式,徑向孔與端面孔夾角誤差離散度較高,加工精度受操作人員影響較大,不利于加工質量的保障,比較適合單、多件零部件的加工,不適合批量生產。
1.1.3 鉆床配合常用鉆具加工。常用鉆具一般除用于裝夾固定待加工工件的部件外,其他部件均為不可相對運動的結構,主要由鉆模和定位芯軸組成。通常在鉆模的外圓上至少設置有供徑向孔加工和定位芯軸定位的兩個孔,兩個孔之間的夾角滿足徑向孔沿圓周均勻分布的要求。初始徑向孔加工時,使用觸頭座外圓和端面定位,完成初始徑向孔加工后,旋轉觸頭座,通過定位芯軸、芯軸定位孔、初始加工徑向孔,完成觸頭座第二個徑向孔加工位置的定位,從而完成第二個徑向孔加工,并按照以上操作步驟,依次完成其余徑向孔的加工。但是,由于在觸頭座初始徑向孔加工時,缺少徑向孔與端面孔夾角的定位結構,初始徑向孔與端面孔的加工需要通過劃線的方式進行確定,夾角精度不易保障。因為使用已加工的徑向孔對后續(xù)徑向孔加工位置進行定位,加工角度誤差存在累積情況,徑向孔均勻分布精度不高。同時,初始徑向孔加工定位操作困難,后續(xù)徑向孔加工操作煩瑣,操作人員加工效率不高,不適合大批量生產。在初始徑向孔加工前,需要增加劃線工序,工藝流程增加,并且增加了人工成本,不利于提高生產效率和降低生產成本。
1.2 工藝改進要求分析
通過對現有加工工藝過程對比,以及對觸頭座徑向孔沿外圓均勻分布、徑向孔與端面孔22.5°夾角等工藝要求分析,為實現觸頭座徑向孔在普通鉆床上的高效、便捷加工,提高通用設備利用率,降低設備使用費用,保障加工精度,方便操作人員加工,擬開發(fā)一種能夠同時滿足徑向孔均勻分布和與端面孔夾角要求的可旋轉鉆具。通過借鑒分度盤原理,為實現徑向孔的均勻分布,需要設置滿足徑向孔均勻分布要求的分度元件,并實現旋轉到要求角度自動實現定位結構,同時通過端面孔設置初始徑向孔加工位置定位結構,保障徑向孔與端面孔的夾角要求,簡化徑向孔與端面孔夾角找正過程,縮短初始徑向孔加工位置找正時間,提高觸頭座徑向孔加工效率,節(jié)約觸頭座綜合生產成本[1]。
2 鉆具設計
通過對觸頭座徑向孔工藝要求分析,徑向孔加工可旋轉鉆具設計主要有2個關鍵點,即徑向孔在外圓上均勻分布、徑向孔與端面孔夾角為22.5°。
針對以上鉆具設計的2個關鍵點,分別對鉆具結構進行分析和設計,保障所設計的鉆具在滿足觸頭座徑向孔工藝精度要求的前提下,方便人員操作,提高加工效率。
2.1 徑向孔在外圓上均勻分布
為滿足徑向孔在外圓上均勻分布的要求,同時方便人員操作,所開發(fā)鉆具中需要有方便分度操作的元件。通過借鑒分度盤工作原理,在分度元件上根據徑向孔沿外圓均勻分布要求情況,預設分度結構分度孔,所設計的分度元件分度套如圖2所示。在使用鉆具進行徑向孔加工的過程中,觸頭座與分度套保持相對固定的位置,在旋轉分度套過程中,保障觸頭座與分度套具有相同的旋轉角度,并通過分度套上的分度結構,實現觸頭座的精準分度,從而保證所加工徑向孔的均勻分布[2]。
2.2 徑向孔與端面孔夾角為22.5°
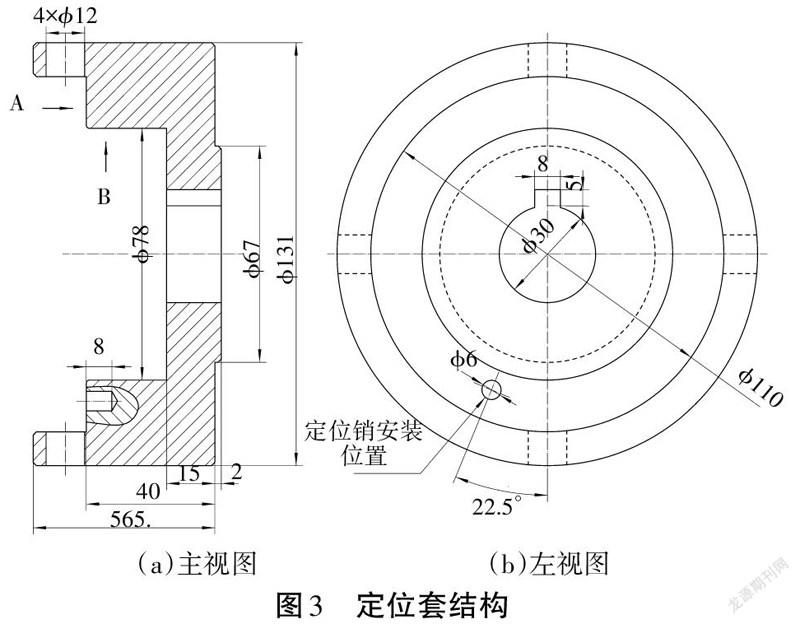
為滿足徑向孔與端面孔夾角為22.5°的要求,在開發(fā)的鉆具中固定觸頭座的零件定位套(如圖3)上,增加一個定位銷,其位置保證與定位套上鉆套安裝孔的夾角為22.5°,直接通過定位銷和觸頭座上已加工端面孔的配合,實現觸頭座回轉方向的快速定位,從而實現觸頭座上徑向孔與端面孔的夾角要求[3]。
通過定位套上A面、B面和定位銷,完成觸頭座3個自由度的定位,從而保證所加工徑向孔均勻分布和與端面孔夾角精度的要求[1]。
2.3 鉆具總裝
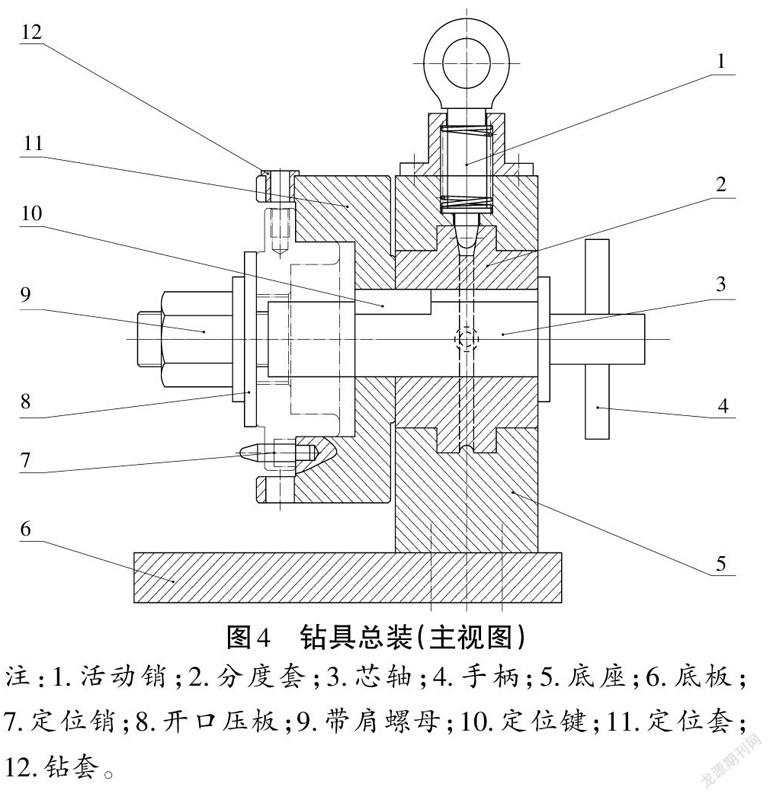
通過對觸頭座徑向孔的工藝要求分析,針對徑向孔沿外圓均勻分布及與端面孔22.5°夾角要求的特點,分別設計出分度元件分度套和帶定位銷的定位套,實現觸頭座初始加工位置的便捷、可靠定位,并且能夠滿足徑向孔沿外圓均勻分布及與端面孔22.5°夾角要求。同時,考慮鉆具在鉆床上的固定及旋轉操作等因素,完成滿足加工精度要求、操作簡便、加工高效的可旋轉鉆具開發(fā),所開發(fā)的可旋轉鉆具總裝圖如圖4所示。
2.4 鉆具使用原理
在所設計的可旋轉鉆具使用時,首先將待鉆孔觸頭座放入定位套11中,同時保證定位銷7穿過已加工的端面孔,再放置開口壓板8,通過旋緊帶肩螺母9,實現觸頭座的固定和定位。因定位銷7的安裝位置與定位套11上徑向孔鉆套12安裝孔的夾角為22.5°,從而可保障所加工初始徑向孔與端面孔夾角為22.5°要求。在完成初始徑向孔加工后,輕提活動銷1,使活動銷1下部從分度套2的分度孔中完全退出后,旋轉手柄4,通過芯軸3、定位鍵10帶動分度套2、定位套11同角度旋轉,分度套2發(fā)生旋轉后,放開活動銷1,分度套2旋轉一定角度(觸頭座徑向孔旋轉90°)后,活動銷1通過彈簧壓力,下部自動再次進入分度套2分度孔中,從而實現第二個徑向孔加工位置的快速定位。定位過程不需要對旋轉角度進行計算或反復確認所旋轉角度,即可進行第二個徑向孔的加工。依照上述步驟循環(huán),可依次完成觸頭座徑向孔的加工,并能夠滿足徑向孔沿外圓均勻分布及與端面孔22.5°夾角要求,且可實現加工位置的快速定位,操作簡便、高效。
3 研究結論
該方案所設計的觸頭座徑向孔加工用可旋轉鉆具借鑒分度盤的分度原理,通過設計分度元件和借助端面孔進行觸頭座初始徑向孔加工位置的定位,不但實現了所加工徑向孔的均勻分布,同時簡化了徑向孔加工初始位置和端面孔夾角的找正過程,并且實現了在普通鉆床上觸頭座沿外圓均勻分布徑向孔的高效加工,加工精度滿足要求,且操作簡便、快捷,在大幅提高生產效率的同時,提升了通用設備的利用率,降低了觸頭座綜合生產成本。
4 結語
①該方案設計的可旋轉鉆具具有較強的通用性,對大量的不同規(guī)格型號的觸頭座加工,在鉆具主體架構不變的情況下,通過更換不同規(guī)格型號的定位套11,實現多種規(guī)格觸頭座徑向孔的加工,同時可以通過更換不同尺寸的鉆套12,實現不同規(guī)格徑向孔的加工。
②該方案設計的可旋轉鉆具原理具有較強的推廣和借鑒意義,可以根據待加工回轉體零部件徑向孔的不同分布要求(可以沿圓周均勻分布,也可以是非均勻分布),通過在分度套上預設相同分布規(guī)律的分度孔,以實現旋轉角度的自動精準定位,達到待加工零部件上徑向孔加工位置的精度要求。
參考文獻:
[1] 徐鴻本.機床夾具設計手冊[M].沈陽:遼寧科技出版社,2004.
[2] 劉惠鵬.軸上徑向孔加工的簡易鉆模[J].機械工程師,2005(4):67.
