
預制構件生產線多模臺排樣布局優化問題研究
2022-03-29 15:00:45陳潔瓊樊留群
河南科技 2022年3期
陳潔瓊 樊留群
摘 要:預制構件生產的MES系統中需要使用模臺排樣任務結果以安排生產作業調度規劃。針對生產排產作業時工裝模具調度、模臺排樣周轉時間長,模臺面積利用率低的問題,主要研究了以矩形包絡算法為零件預處理方式,并結合空余面積掃描算法的全局性及遺傳算法的最優解,在多塊模臺上盡可能多地擺放預制構件進行生產的排樣算法,在上層環節中可以通過CAM系統進行初始的預估排樣,并以此作為排樣任務結果,為后續MES系統中的生產作業調度規劃提供較好的下料排樣基礎。
關鍵詞:預制構件;模臺排樣;遺傳算法;矩形包絡
中圖分類號:TP391 ? ? 文獻標志碼:A ? ? 文章編號:1003-5168(2022)3-0042-04
DOI:10.19968/j.cnki.hnkj.1003-5168.2022.03.010
Research on the Layout Optimization of Multi-Die Tables in the Production Line of Precast Components
CHEN Jieqiong FAN Liuqun
(1.Zhejiang Institute of Mechanical & Electrical Engineering, Hangzhou 310053,China; 2.Tongji University, Sino-German Couege,Shanghai 200092,China)
Abstract: In MES system of prefabricated component production, the results of die layout are used to arrange production scheduling. Aiming at the problem of tooling and die scheduling, long turnover time of die layout and low utilization rate of die area, mainly studies the layout algorithm based on genetic algorithm and combining rectangle envelope algorithm and spare area scanning algorithm to place as many prefabricated components as possible on multiple die tables for production, which can be realized through cam system in the upper link The initial estimated layout is used as the result of the layout task, which provides a good basis for the subsequent MES production scheduling planning.
Keywords: prefabricated components; die layout; genetic algorithm; rectangular envelope
0 引言
預制構件生產的MES系統中需要使用模臺排樣任務結果以安排生產作業調度規劃[1]。在預制構件車間,模臺是核心資源,合理地排樣可以提高模臺的面積利用率,減少模臺的周轉時間,從而提高生產線的整體效率。排樣方法直接影響模臺的利用率、生產線生產效率、預算成本等。因此,在上層環節中可以通過CAM系統進行初始、預估排樣,并以此作為排樣任務結果,為后續MES系統中的生產作業調度規劃提供較好的下料排樣基礎。對二維不規則零件采用包絡法預處理。陳潔瓊等[2]提出了利用空余面積掃描法,并結合遺傳算法對二維不規則風管零件進行排樣優化的算法。孫波等[3]設計了利用剩余矩形排樣算法對二維矩形件排樣問題進行優化,并利用遺傳算法進行排樣求解。陳仕軍等[4]提出了一種利用空白矩形填充和領域搜索結合的矩形件排樣優化算法。本研究主要研究在多塊模臺上盡可能多地擺放預制構件進行生產的排樣算法。
1 預制構件排樣數學模型
針對預制構件的排樣問題,簡單來說就是在一定數量的模臺上,布置一定形狀和數量的預制構件,需要確保這些預制構件相互之間不干涉、重疊,最重要的是不能超過模臺上的排樣邊界區域,但是,又需要盡可能地提高模臺的利用率。
本研究針對預制構件的排樣算法,提出了如下的排樣數學模型。
式中:F為模臺利用率,是指待排樣包絡板的面積占實際使用模臺總面積的比例;m為模臺的數量;n為待排樣包絡板的數量;wi表示待排樣包絡板P的寬度;h表示待排樣包絡板Pi的高度;S=w?表示每個預制構件的面積;W為模臺R的寬度;H為實際排樣后使用的模臺高度;L為模臺長;x和y表示待排樣包絡板Pi的左下角坐標;?θ表示待排樣包絡板Pi的旋轉角度,其中[θ∈0,90];?mWH為實際使用的模臺總面積。
上述模型中,在m塊模臺R(長為L,寬為W)上將n個預制構件{ P,P,…,P}按照一定的約束條件排放,使模臺利用率最大化。模臺上排放的每個預制構件的邊都要平行于模臺的四邊。其中約束條件如下。
①Pi和Pj待排樣包絡板之間不能重疊,其中,i≠j,i;j=1,2,3,…
②Pi必須排入到模臺R的邊,即待排樣包絡板在排樣過程中不能超過模臺的邊緣。
③Pi的邊必須平行于模臺R的邊,Pi預制構件可以90°旋轉后再進行排放。
④只采用一種排放方式,即橫排或豎排(旋轉90°再排放),直接排放待排樣包絡板。其中,橫排是指預制構件的長邊平行于模臺件的寬,較短邊平行于模臺的長邊。
⑤由n個待排樣包絡板P(i=1,2,3,…,n)組成一個待排樣包絡板集合C={P,P,…,P},其中Pi可以表示為P=(x,y,w,h,θ)。
2 優化算法與分析
2.1 零件預處理
本研究選擇采用矩形包絡算法對排樣零件進行矩形包絡。對露出鋼筋的預制構件進行包絡,計算包絡后形成矩形的預制構件面積。因露出鋼筋長度不一,實際的模臺上各預制板之間還應設置工人行走的區域,故包絡后的矩形有多種情形。將包絡后的矩形面積與預制構件板面積的比值設置為矩形包絡比率,通過比較每種包絡方式產生的包絡比率,選擇最小的矩形包絡比率對象作為其后排樣方案中的待排樣包絡板。
2.2 空余面積掃描算法排樣過程
空余面積掃描法排樣步驟如下。
①將整個空白模臺設置為初始的剩余空白區域集。
②排入待排樣包絡板P后更新剩余空白區域集,再排入下一個預制構件[Pi]。
③待排樣包絡板Pi在排入時,先選擇剩余空白區域左下角的頂點作為插入點,使預制構件P的左下角頂點放置于空白模臺左下角頂點(x,y)處,以此坐標點作為基準點累加上P的w和?值,得到坐標(x+w,y+?),即為待排樣包絡板Pi的右上角頂點值,將此值與剩余空白區域集的最大長L、寬W坐標值對比,若x+w,y+?≤(W,L),則排入該包絡板。否則,將該包絡板旋轉90°后重新進行上述排樣步驟。當旋轉后的包絡板仍不能排入時,將該剩余空白區域最左下角(x,y)在兩軸的方向上加入最小步進值x+1,y+1,再重復上述步驟進行排樣。
④當待排樣包絡板P在排入模臺R時,嘗試上述步驟③后,無法排入R模臺中的剩余空白區域集,則將待排樣包絡板排入模臺R中。
⑤重復上述步驟,直至所有待排樣包絡板排放在模臺上。
2.3 遺傳算法編碼
在空余面積掃描法的排樣算法的基礎上,最終的排樣方案由各待排樣包絡板排入模臺的順序及其擺放角度決定。包絡板在采用矩形包絡算法進行處理后,形成的角度從最優擺放形態上看,只有[0°、90°]兩種角度,因此,本算法在設計遺傳算法編碼方式時選擇采用3層染色體編碼的方式進行編碼。
在該編碼方案中,3層染色體的數字依次分別指構件排入順序、構件所屬批次的編號、構件在該批次中所屬編號。正負號代表零件的放入方向,正號代表0°擺放,負號代表90°擺放。如圖1所示,當一個染色體的編碼為{-11,22,21,-15,13,-25,35}時,代表批次號為1、序號為1的構件,批次號為2、序號為2的構件,批次號為2、序號為1的構件,批次號為1、序號為5的構件,批次號為1、序號為3的構件,批次號為2、序號為5的構件,批次號為3、序號為5的構件,按照1、2、3、4、5、6、7的順序放入模臺。其中11、15和23零件為90°擺放,22、21、13、35號零件為0°擺放。
據此,排樣方案就通過染色體編碼的方式進行了標記。其后對由排樣方案染色體組成的種群進行遺傳算法的操作,可以得到相對最優的個體排樣方案染色體。
在該問題中所要優化的目標函數如公式(6)所示。
所有待排樣包絡板占用模臺的總體高度H應盡可能小。同批次編號的預制構件因后續裝配需要,應保證其排放在同一模臺或相近的模臺上。因此,選擇以每3塊模臺為集進行篩選,統計種群中個體能完整組成同批次的排樣方案染色體數量,數值越大的個體,適應度函數越高。
而在遺傳算法中,適應度函數代表著個體適應選擇的能力,適應度函數越高,則個體越容易在選擇中留存下來。選取適應度函數如公式(7)所示,個體對應的排樣方案中零件所占的高度H越小,個體的適應度函數就越高。
在按評價指標擇優后,上一代種群中的個體需要通過擇優、交叉、變異三個過程來產生下一代種群。
2.4 優化算法與流程
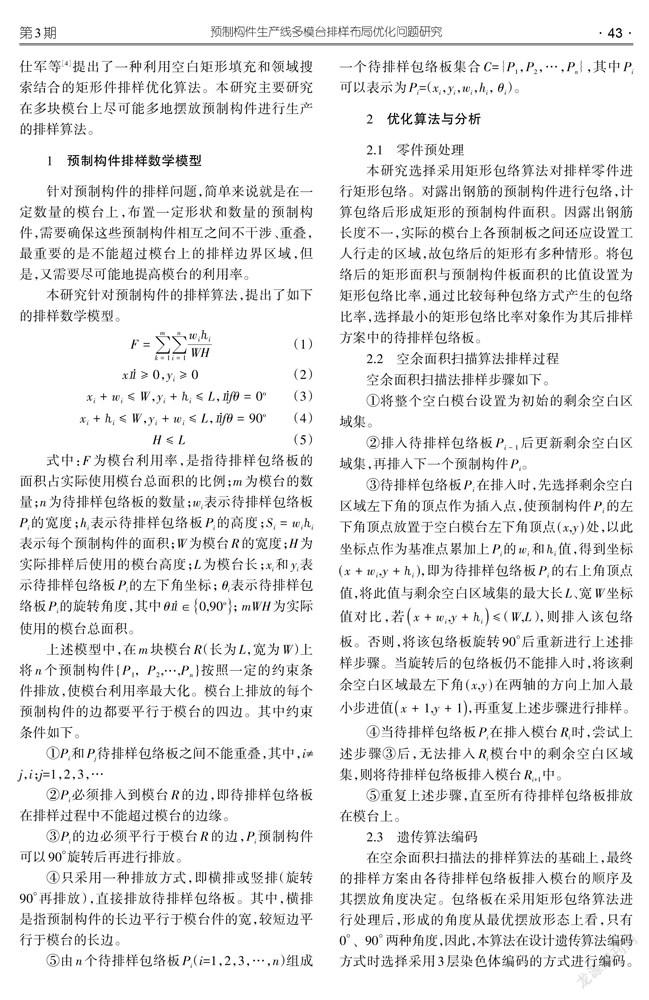
本研究提出的算法需要考慮以下三點。第一,對外輪廓上含有預埋洞和出筋的預制構件進行包絡處理;第二,考慮多模臺排樣問題;第三,多模臺排樣約束條件。需要著重說明的是,在進行矩形包絡時,根據下述三個規則實現。圖2為某型號預制墻板的3層包絡輪廓線。包絡線需要3層,第一層(最內層):對構件進行最小矩形包絡;第二層(中間層):設置四邊可變參數作為鋼筋出筋外輪廓線;第三層(最外層):此層輪廓線可共邊,是人在模臺上行走的區域。進行排樣時,以最外層作為包絡線。
矩形包絡算法在二維不規則零件排樣的應用上較為廣泛[5-8],空余面積掃描算法與傳統的BL排樣算法[9]、下臺階排樣算法[10]比較,顯示出更強的局部優化能力,而遺傳算法在全局尋優搜索方面的性能要更好。將這三種算法融合使用,提出了一種針對預制構件在多模臺上排樣的算法。
2.5 實例展示
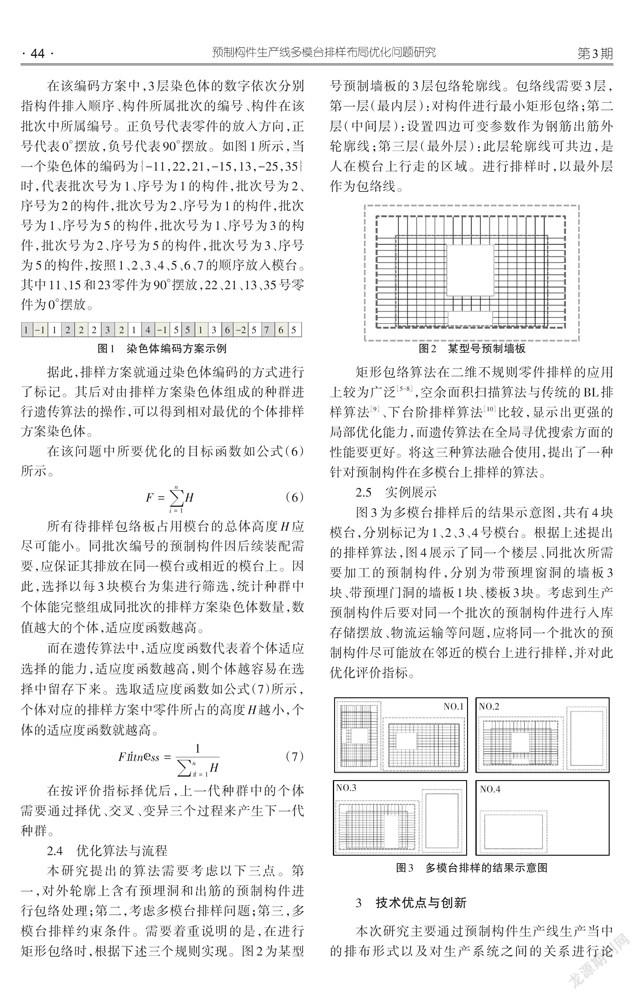
圖3為多模臺排樣后的結果示意圖,共有4塊模臺,分別標記為1、2、3、4號模臺。根據上述提出的排樣算法,圖4展示了同一個樓層、同批次所需要加工的預制構件,分別為帶預埋窗洞的墻板3塊、帶預埋門洞的墻板1塊、樓板3塊。考慮到生產預制構件后要對同一個批次的預制構件進行入庫存儲擺放、物流運輸等問題,應將同一個批次的預制構件盡可能放在鄰近的模臺上進行排樣,并對此優化評價指標。
3 技術優點與創新
本次研究主要通過預制構件生產線生產當中的排布形式以及對生產系統之間的關系進行論述,同時利用數學模型以及計算方法進行求解,切實提高了預制構件生產的模臺利用效率,并進一步降低了構件的生產成本,也通過實際的生產數據核對了此方法的效果。因此,針對本研究的相關工作的開展來看,它的優勢與創新點有4個方面。
①在研究對象上,本次研究屬于跨學科研究。研究不僅實現了將制造業的生產理念應用到建筑領域中,而且也探討了建筑工業化領域中的預制構件的生產以及構件排樣的排布問題。通過研究的論述以及研究成果,可證明該方式不僅有利于縮短構件的生產時間,并且也能降低構件的生產成本。
②從模型應用來看,在求解模型上,本研究主要針對矩形件排樣問題進行了數學內涵的展示,同時構建了相應的數學模型,并以圖像化的處理方式,對模型進行了詳細的解釋,結合構件生產行業的特定條件,對生產組合模型進一步優化,這在一定程度上實現了對矩形件的排樣問題進行充分理論敘述與擴充。
③在算法實現上,本研究針對傳統矩形件排樣問題以及其算法進行了優化,并針對單塊模板進行排樣,通過求解單個模板的排量最優解進行整合,以此發現傳統的排樣結果十分雜亂,且操作性不強。對此,研究采用全新方法,實現了求解模板的最少需求量,并進一步擴大其綜合利用效率,從而使其在應用的過程中,能夠更貼合預期目標。
④本研究通過實例分析得出結論。通過對此種方法的應用,能夠提高臺模利用效率,而且也能進一步提升生產效率,還能有效降低養護的費用。同時,研究論述方法能夠使排樣結果更加規整,更有利于實際操作,具備較高的應用性。
4 結語
本研究主要提出并研究了預制構件在多模臺上排樣的算法研究,排樣方法是將帶有預埋洞的預制件先包絡成矩形,利用空余面積掃描算法的局部優化特點,結合遺傳算法全局搜索的優點,提出了一種針對預制構件在多模臺上排樣的方法。該算法從理論上可以提高模臺的利用率,從而提高預制構件生產線的生產效率。在CAM系統中進行初始預估排樣,并以此作為排樣任務結果,為后續MES系統中的生產作業調度規劃提供較好的下料排樣基礎。
參考文獻:
[1] 吳姝嫻.信息化技術在混凝土預制構件生產過程中的運用[J].綠色建筑,2016(6):24-26.
[2] 陳潔瓊,樊留群,楊劍.遺傳算法在風管制造排樣中的應用[J].制造業自動化,2017,39(5):113-115,143.
[3] 孫波.鈑金件剩余矩形排樣遺傳優化方法研究[J].西安工業大學學報,2015,35(4):287-292.
[4] 陳仕軍,許繼影,戎愛英,等.空白矩形填充和鄰域搜索結合的矩形件排樣優化算法[J].鍛壓技術,2021,46(2):52-58.
[5] 楊衛波.基于遺傳模擬退火算法的矩形件優化排樣[J].計算機工程與應用,2016,52(7):259-263.
[6] 朱霄霄.基于矩形包絡的二維排樣優化[D].徐州:中國礦業大學,2020.
[7] 楊攀,李富平,楊文通,等.基于遺傳算法和啟發式方法的二維不規則零件排料[J].組合機床與自動化加工技術,2005(7):36-37.
[8] 隗平平,劉斌.基于并行遺傳算法的矩形件排樣優化[J].組合機床與自動化加工技術,2011(3):78-82.
[9] 韓志仁,林德強.基于BL碰撞算法求解排樣過程中干涉的問題[J].沈陽航空航天大學學報,2011,28(2):1-4.
