
基于誤差校正模型的高精度測(cè)量機(jī)控制策略
2022-03-30 10:10:28李小燕楊江照
中國(guó)測(cè)試 2022年3期
關(guān)鍵詞:測(cè)量
王 丹, 李 磊, 李小燕, 楊江照
(1. 廣東科技學(xué)院機(jī)電工程學(xué)院,廣東 東莞 523083; 2. 固高派動(dòng)(東莞)智能科技有限公司,廣東 東莞 523808)
0 引 言
在精密加工行業(yè),對(duì)工件加工質(zhì)量的檢測(cè)要求越來(lái)越高[1-2]。目前常用的檢測(cè)方法包括人工檢測(cè)和測(cè)量機(jī)測(cè)量。人工檢測(cè)由于測(cè)量人員工作習(xí)慣、人工讀數(shù)等主觀因素,存在較大的測(cè)量誤差,且單個(gè)測(cè)量時(shí)間長(zhǎng)、效率低,所以現(xiàn)場(chǎng)大多用人工進(jìn)行抽檢,不能對(duì)所有的參數(shù)進(jìn)行測(cè)量。現(xiàn)有的接觸式尺寸測(cè)量機(jī)測(cè)量高精度工件尺寸時(shí),會(huì)對(duì)工件表面造成較大的損傷。因此,為了解決人工質(zhì)檢誤差大、效率低,接觸式測(cè)量機(jī)易損傷高精密工件等問(wèn)題,探索工件尺寸的非接觸式高精度檢測(cè)顯得尤為重要。文獻(xiàn)[3]開(kāi)發(fā)了能夠測(cè)量具有高深寬比特征工件的測(cè)量系統(tǒng),其中是以高精度的三坐標(biāo)測(cè)量機(jī)為基礎(chǔ),輔助以雙目視覺(jué)完成。文獻(xiàn)[4]提出了基于光柵感知的直線導(dǎo)軌運(yùn)動(dòng)誤差在線測(cè)量方法,對(duì)動(dòng)態(tài)誤差提供技術(shù)支持。文獻(xiàn)[5]提出了激光跟蹤技術(shù)的靜態(tài)標(biāo)定方法,為磁懸浮軌道幾何參數(shù)提供新的思路。文獻(xiàn)[6]提出一種三坐標(biāo)測(cè)量機(jī)高速測(cè)量過(guò)程動(dòng)態(tài)誤差補(bǔ)償方法,提高了測(cè)量機(jī)動(dòng)態(tài)精度和測(cè)量效率。由上可知,激光測(cè)量[7]、誤差補(bǔ)償[8-9]、多坐標(biāo)測(cè)量[10-11]等因素是解決非接觸式高精度檢測(cè)的關(guān)鍵。本文提出采用激光傳感器結(jié)合多運(yùn)動(dòng)平臺(tái)的方式,研制一種非接觸式高精度尺寸測(cè)量機(jī)。在該測(cè)量機(jī)中,被測(cè)量物體搭載在運(yùn)動(dòng)平臺(tái)上,運(yùn)動(dòng)平臺(tái)載著被測(cè)量物體運(yùn)動(dòng)到測(cè)量點(diǎn)的位置,通過(guò)激光傳感器的讀數(shù)以及運(yùn)動(dòng)平臺(tái)的當(dāng)前位置,確定被測(cè)量物體的尺寸參數(shù)。
1 系統(tǒng)組成
本文采用模塊化設(shè)計(jì),主要包括運(yùn)動(dòng)平臺(tái)和測(cè)量模塊兩大系統(tǒng)。由于本文對(duì)最終測(cè)量精度要求為±0.005 mm等級(jí),因此運(yùn)動(dòng)平臺(tái)采取直線電機(jī)與光柵尺組合的方式實(shí)現(xiàn)測(cè)量平臺(tái)的直接驅(qū)動(dòng),避免由于傳動(dòng)鏈引入的誤差不確定性。同時(shí)為避免直線電機(jī)在工作過(guò)程中由于發(fā)熱引起機(jī)臺(tái)熱脹冷縮而影響光柵尺測(cè)量精度,在結(jié)構(gòu)設(shè)計(jì)上采用光柵尺與電機(jī)部件隔離的方式安裝。光柵尺選用RSF光柵尺(MS15系列),分辨率可達(dá)0.000 5 mm。直線電機(jī)選用GTHD系列GTHD-0032AAP1 型驅(qū)動(dòng)器,該驅(qū)動(dòng)器連續(xù)輸出電流和峰值電流分別為3 A和9 A,滿(mǎn)足直線電機(jī)工作使用。測(cè)量載臺(tái)的平面度小于0.002 mm。 測(cè)量模塊采用激光測(cè)距傳感器,選用基恩士的CL-P070彩色激光同軸位移計(jì),其分辨率可達(dá)0.000 22 mm,測(cè)量范圍為70 mm±10 mm(靠近傳感器為正讀數(shù))。綜合上述零部件,系統(tǒng)硬件組成如圖1所示。
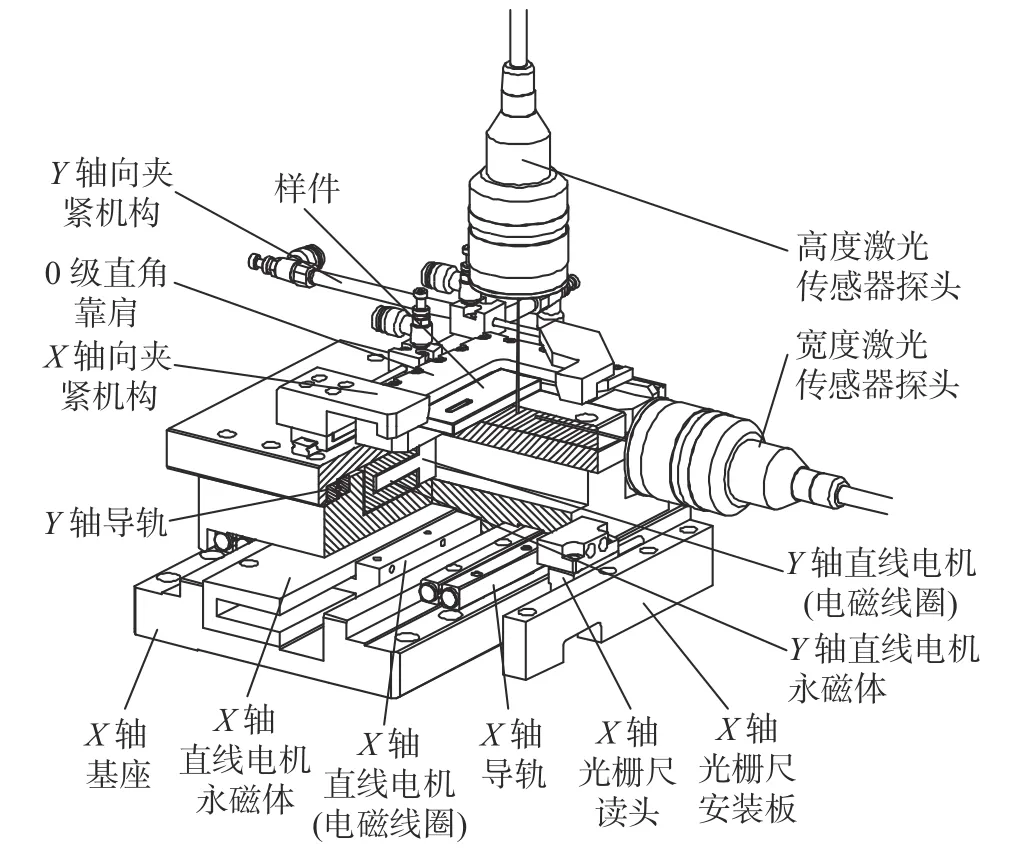
圖1 高精度尺寸測(cè)量機(jī)系統(tǒng)
被測(cè)工件搭載在由直線電機(jī)驅(qū)動(dòng)的X、Y平臺(tái)載臺(tái)上,寬度和高度激光傳感器均固定在機(jī)臺(tái)上。其中,載臺(tái)和0級(jí)直角靠肩為高度和寬度的相對(duì)測(cè)量基準(zhǔn)。為確保測(cè)量準(zhǔn)確,在該測(cè)量機(jī)中,需要確保:激光傳感器測(cè)量方向與機(jī)臺(tái)動(dòng)坐標(biāo)系垂直;動(dòng)坐標(biāo)系與機(jī)臺(tái)坐標(biāo)系之間的關(guān)系確定;測(cè)量點(diǎn)相對(duì)于機(jī)臺(tái)坐標(biāo)系的位置確定。結(jié)合機(jī)臺(tái)的結(jié)構(gòu)設(shè)計(jì),可以通過(guò)微調(diào)激光傳感器的安裝基座來(lái)調(diào)整激光傳感器測(cè)量方向與機(jī)臺(tái)動(dòng)坐標(biāo)系的垂直度。而機(jī)臺(tái)坐標(biāo)系與動(dòng)坐標(biāo)系的關(guān)系,則需要標(biāo)定量塊輔助完成。測(cè)量點(diǎn)相對(duì)機(jī)臺(tái)坐標(biāo)系的位置需要結(jié)合激光傳感器的有效測(cè)量范圍及機(jī)臺(tái)動(dòng)坐標(biāo)系的運(yùn)動(dòng)有效工作空間綜合考量。
2 測(cè)量原理
如圖1所示,在執(zhí)行測(cè)量作業(yè)時(shí),X、Y平臺(tái)搭載被測(cè)量工件在平面內(nèi)移動(dòng)到高度激光傳感器和寬度激光傳感器的測(cè)量位置,上位機(jī)通過(guò)當(dāng)前X、Y方向光柵尺的讀數(shù)以及激光傳感器的讀數(shù),計(jì)算出相關(guān)測(cè)量要素的測(cè)量值。測(cè)量原理如圖2所示,其中,XOY為機(jī)臺(tái)坐標(biāo)系,原點(diǎn)O默認(rèn)為X軸和Y軸的Home點(diǎn)處;X'O'Y'為工件坐標(biāo)系,原點(diǎn)O'與0級(jí)直角的角點(diǎn)重合,且X'軸和Y'軸分別與直角靠肩的兩個(gè)垂直邊平行,方向與X軸和Y軸的方向一致;高度傳感器和寬度傳感器均固定在機(jī)臺(tái)中,即相對(duì)于XOY坐標(biāo)系,其坐標(biāo)值保持不變(在不調(diào)整硬件的情況下);此外通過(guò)微調(diào)機(jī)構(gòu)(0.02°)保證高度激光傳感器測(cè)量方向與XY平面垂直,寬度激光傳感器測(cè)量方向與O'Y'方向垂直。需要指出,此處均假設(shè)X軸和Y軸垂直,X'軸和Y'軸垂直。
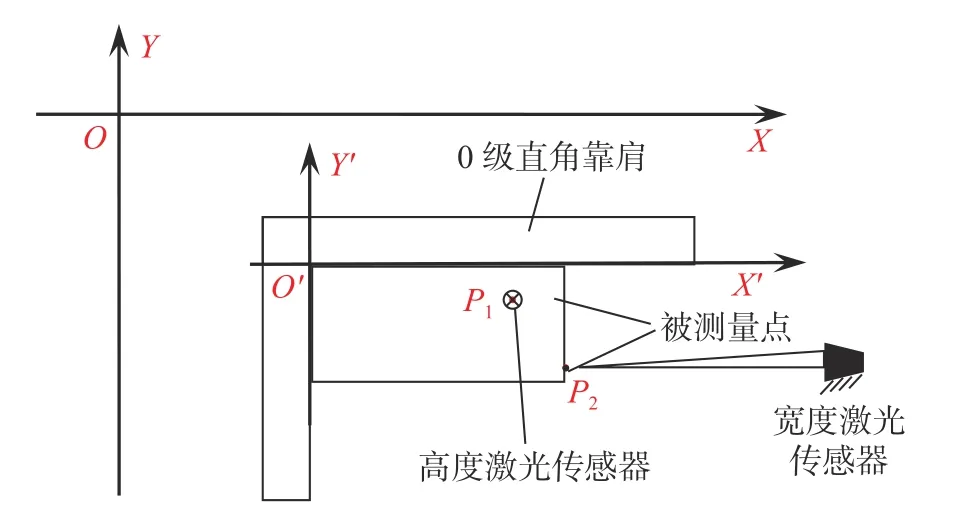
圖2 高度測(cè)量原理示意圖
2.1 高度測(cè)量
由圖2可知,在進(jìn)行高度方向相關(guān)尺寸測(cè)量時(shí),如高度、孔深等,前述已知高度激光傳感器固定在機(jī)臺(tái)上,若已知高度激光傳感器在機(jī)臺(tái)坐標(biāo)系XOY下的坐標(biāo)為 (xh,yh),測(cè)量載臺(tái)基準(zhǔn)面的高度激光傳感器測(cè)量值為zh,P1點(diǎn)在工件坐標(biāo)系的坐標(biāo)值為,則在測(cè)量P1點(diǎn)的實(shí)際高度尺寸zM時(shí),需要:
1)移動(dòng)測(cè)量載臺(tái),使得P1點(diǎn)位于高度激光傳感器正下方,由于X'軸和Y'軸的方向分別與X軸和Y軸的方向一致,則工件坐標(biāo)系原點(diǎn)O'相對(duì)于XOY坐標(biāo)系的坐標(biāo) (x0,y0)為

2)讀取P1點(diǎn)位于高度激光傳感器正下方時(shí)的高度激光傳感器的讀數(shù)為zl,則P1相對(duì)于載臺(tái)測(cè)量面的測(cè)量高度為:

2.2 寬度測(cè)量
在進(jìn)行寬度方向相關(guān)尺寸測(cè)量時(shí),如長(zhǎng)度、寬度等,前述已知寬度激光傳感器固定在機(jī)臺(tái)上,原理如圖3所示。
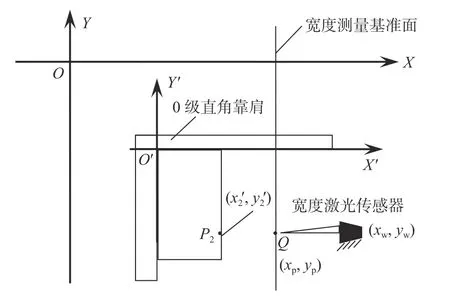
圖3 寬度測(cè)量原理示意圖
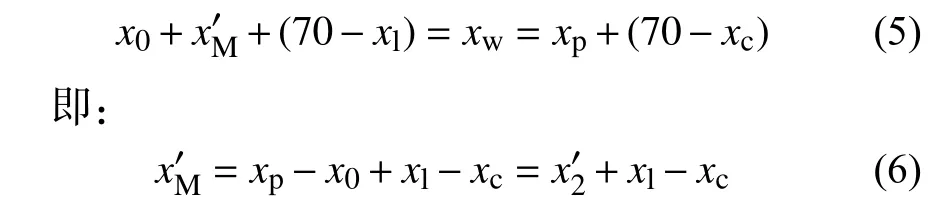
若已知寬度激光傳感器在機(jī)臺(tái)坐標(biāo)系XOY下的坐標(biāo)為 (xw,yw),寬度激光測(cè)量基準(zhǔn)點(diǎn)Q為寬度激光傳感器與寬度測(cè)量基準(zhǔn)面的交點(diǎn),在機(jī)臺(tái)坐標(biāo)系XOY下的坐標(biāo)為 (xp,yp),寬度激光傳感器讀取寬度測(cè)量基準(zhǔn)點(diǎn)的值為xc,P2點(diǎn)在工件坐標(biāo)系的坐標(biāo)值為,則在測(cè)量P2點(diǎn)的實(shí)際寬度尺寸時(shí),需要:
1)移動(dòng)測(cè)量載臺(tái),使P2點(diǎn)位于寬度激光測(cè)量基準(zhǔn)面,且正對(duì)寬度激光傳感器,則工件坐標(biāo)系原點(diǎn)O'相對(duì)于XOY坐標(biāo)系的坐標(biāo) (x0,y0)為

而且:

2)讀取此時(shí)寬度激光傳感器的讀數(shù)xl,則P2在工件坐標(biāo)系下的測(cè)量尺寸為:
3 測(cè)量誤差建模及分析
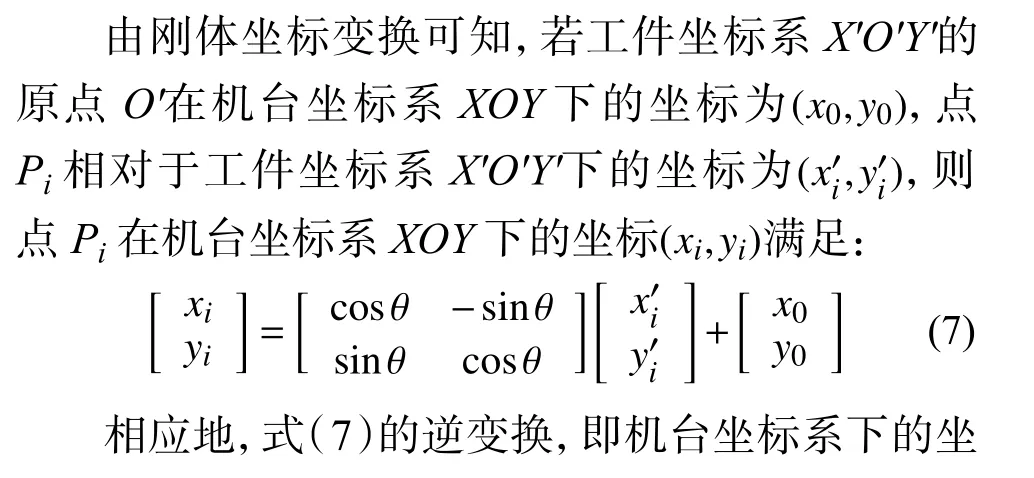
實(shí)際零部件在機(jī)械裝配時(shí)引入的裝配誤差[12-13],在本尺寸測(cè)量裝置中,主要體現(xiàn)在0級(jí)直角靠肩,即工件坐標(biāo)系與機(jī)臺(tái)坐標(biāo)系存在一定的夾角,如圖4中 θ所示。
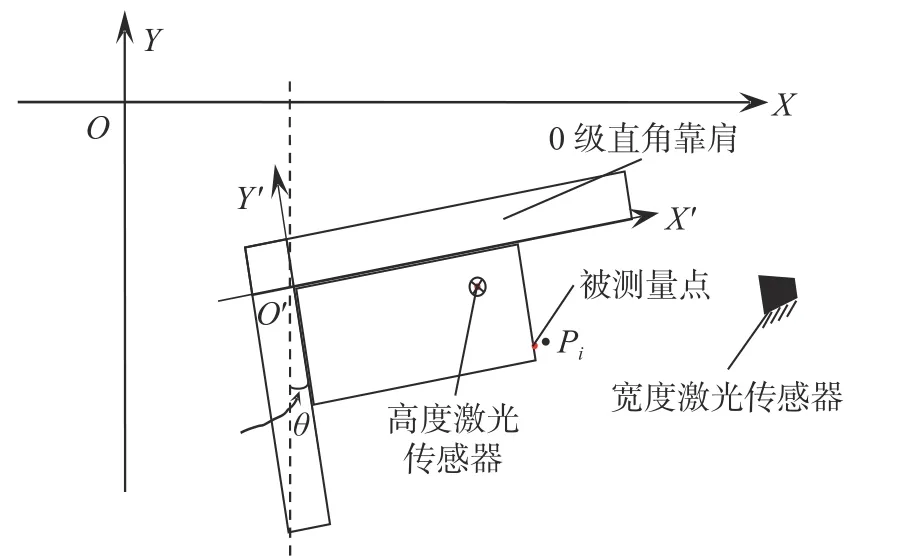
圖4 測(cè)量誤差模型示意圖

4 系統(tǒng)基準(zhǔn)標(biāo)定
由上述測(cè)量原理以及誤差補(bǔ)償分析可知,設(shè)備在進(jìn)行尺寸測(cè)量時(shí),需要先進(jìn)行標(biāo)定[14-15],確定如下參數(shù):
1)高度激光傳感器在機(jī)臺(tái)坐標(biāo)系XOY下的坐標(biāo)值 (xh,yh)。
2)測(cè)量載臺(tái)基準(zhǔn)面的高度激光傳感器測(cè)量值z(mì)h。
3)寬度激光測(cè)量基準(zhǔn)點(diǎn)在機(jī)臺(tái)坐標(biāo)系XOY下的坐標(biāo)值 (xp,yp)。
4)寬度激光在寬度激光測(cè)量基準(zhǔn)面的測(cè)量值xc。
5)機(jī)臺(tái)坐標(biāo)系與工件坐標(biāo)系的夾角 θ。
6)測(cè)量點(diǎn)Pi在工件坐標(biāo)下的坐標(biāo)值。
其中1)~5)需要通過(guò)系統(tǒng)標(biāo)定獲得,6)為被測(cè)量物體的標(biāo)稱(chēng)尺寸。
4.1 坐標(biāo)系夾角標(biāo)定
在本文中,使用30 mm 0級(jí)標(biāo)準(zhǔn)量塊,如圖5所示。結(jié)合X、Y運(yùn)動(dòng)的光柵尺讀數(shù)以及高度激光傳感器和寬度激光傳感器的讀數(shù)來(lái)標(biāo)定測(cè)量基準(zhǔn)面的相關(guān)坐標(biāo)信息。
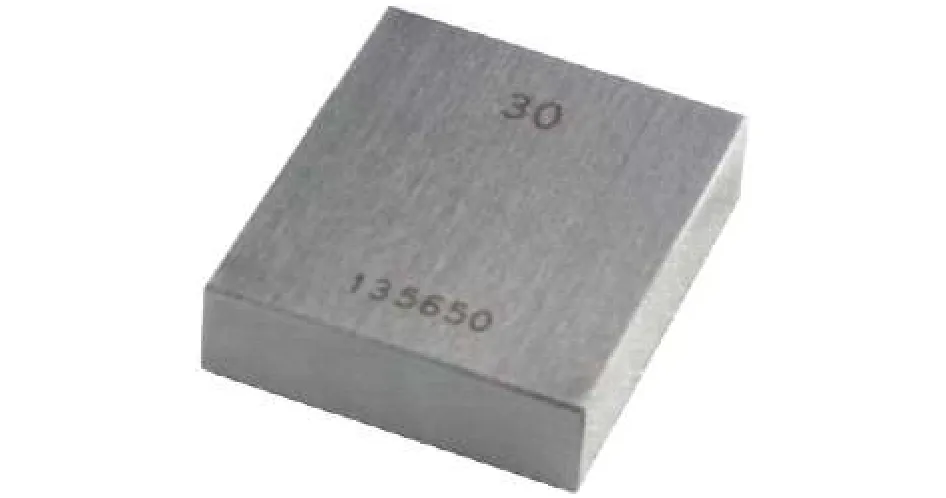
圖5 標(biāo)準(zhǔn)量塊
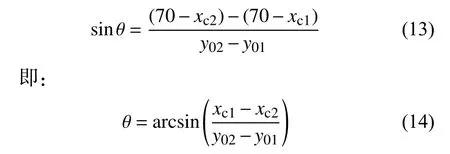
在標(biāo)定夾角 θ時(shí),先將量塊精度基準(zhǔn)面靠緊O'Y'放置,移動(dòng)機(jī)臺(tái)X、Y軸,使任意邊緣探測(cè)點(diǎn)置于寬度激光傳感器測(cè)量區(qū)間內(nèi),記錄當(dāng)前X軸和Y軸光柵尺讀數(shù) (x01,y01),同時(shí)記錄寬度激光傳感器的讀數(shù)xc1;然后移動(dòng)機(jī)臺(tái)Y軸,使寬度激光傳感器讀數(shù)有效(即寬度激光傳感器能測(cè)量量塊的邊緣),記錄當(dāng)前X軸和Y軸光柵尺讀數(shù) (x01,y02),同時(shí)記錄當(dāng)前寬度激光傳感器的讀數(shù)xc2;根據(jù)先后兩次的數(shù)據(jù),可得:
4.2 高度標(biāo)定
標(biāo)定高度激光傳感器在機(jī)臺(tái)坐標(biāo)系XOY下的坐標(biāo)值時(shí),先將量塊精度基準(zhǔn)面靠緊O'Y'放置,移動(dòng)機(jī)臺(tái)X、Y軸,通過(guò)判斷高度激光傳感器讀數(shù)的跳變情況使高度激光傳感器剛好位于量塊邊緣處,記錄當(dāng)前X軸和Y軸光柵尺讀數(shù) (xh1,yh1);然后將量塊旋轉(zhuǎn)90°,緊靠O'X'放置,移動(dòng)機(jī)臺(tái)Y軸,判斷高度激光傳感器讀數(shù)的跳變情況使高度激光傳感器剛好位于量塊邊緣處,記錄當(dāng)前X軸和Y軸光柵尺讀數(shù) (xh1,yh2);根據(jù)先后兩次的數(shù)據(jù),結(jié)合量塊標(biāo)稱(chēng)值30 mm,則高度激光傳感器在機(jī)臺(tái)坐標(biāo)系XOY下的坐標(biāo)值為:

針對(duì)測(cè)量載臺(tái)基準(zhǔn)面的高度激光傳感器測(cè)量值的標(biāo)定,在本文中,移除標(biāo)定塊,直接通過(guò)移動(dòng)X、Y軸,使載臺(tái)位于高度激光傳感器正下方,記錄當(dāng)前高度激光傳感器讀數(shù)zh1,則

4.3 寬度標(biāo)定
在標(biāo)定寬度激光測(cè)量基準(zhǔn)面在機(jī)臺(tái)坐標(biāo)系XOY下的坐標(biāo)值時(shí),先將量塊精度基準(zhǔn)面靠緊O'Y'放置,移動(dòng)機(jī)臺(tái)X、Y軸,使量塊任意邊緣探測(cè)點(diǎn)置于寬度激光傳感器測(cè)量區(qū)間內(nèi),記錄當(dāng)前X軸和Y軸光柵尺讀數(shù) (xw1,yw1),同時(shí)記錄寬度激光傳感器的讀數(shù)xc1;然后將量塊旋轉(zhuǎn)90°,緊靠O'X'放置,如圖6所示。
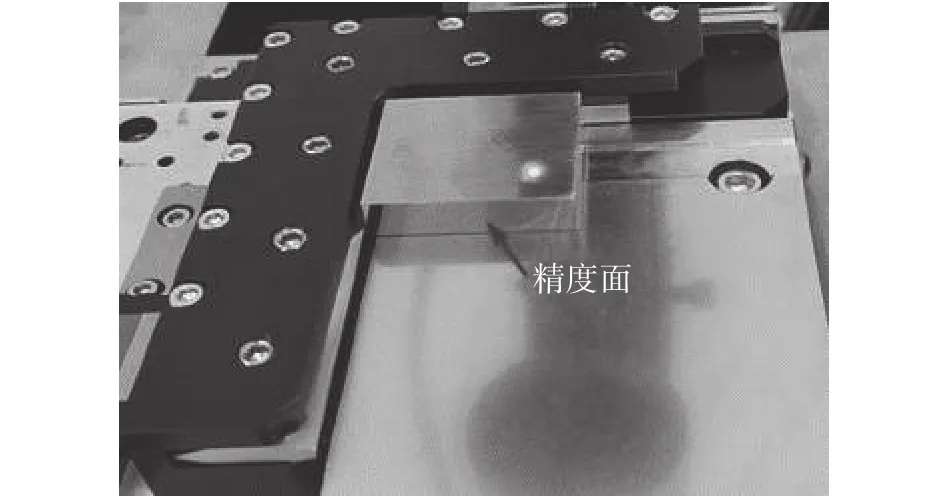
圖6 標(biāo)定圖例
移動(dòng)機(jī)臺(tái)Y軸,通過(guò)判斷寬度激光傳感器讀數(shù)的跳變情況使寬度激光傳感器剛好位于量塊邊緣處,記錄當(dāng)前X軸和Y軸光柵尺讀數(shù) (xw1,yw2);根據(jù)先后兩次的數(shù)據(jù),結(jié)合量塊標(biāo)稱(chēng)值30 mm,則寬度激光測(cè)量基準(zhǔn)點(diǎn)在機(jī)臺(tái)坐標(biāo)系XOY下的坐標(biāo)值為:

相應(yīng)地,寬度激光傳感器在機(jī)臺(tái)坐標(biāo)系XOY下的坐標(biāo)值為:

而寬度激光在寬度激光測(cè)量基準(zhǔn)面的測(cè)量值xc,則為:

至此,1)~5)中參數(shù)全部獲得,如圖7所示。
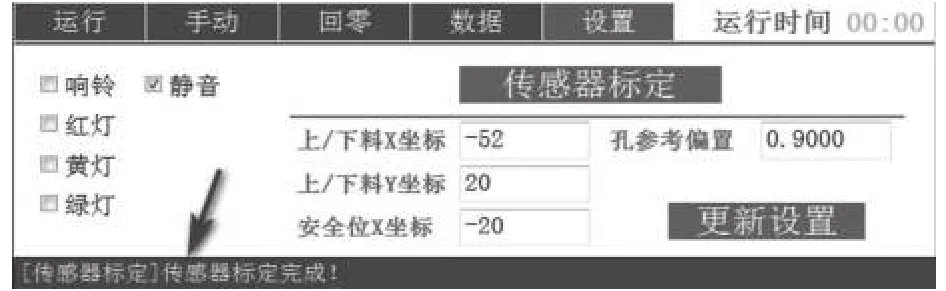
圖7 標(biāo)定界面
將新的標(biāo)定數(shù)據(jù)保存在軟件的運(yùn)動(dòng)配置文件里。被測(cè)量物體的標(biāo)稱(chēng)尺寸可以根據(jù)設(shè)計(jì)或送檢樣品獲取,結(jié)合前面小節(jié)內(nèi)容,可以實(shí)施相關(guān)尺寸測(cè)量。
5 實(shí)驗(yàn)結(jié)果與分析
5.1 測(cè)量步驟
產(chǎn)品測(cè)量主要包括外輪廓尺寸和孔深尺寸,主要分為3個(gè)步驟:
1)產(chǎn)品投入,點(diǎn)擊如圖8(a)所示的啟動(dòng),按照程序提示進(jìn)行上料,實(shí)際上料如圖8(b)所示。
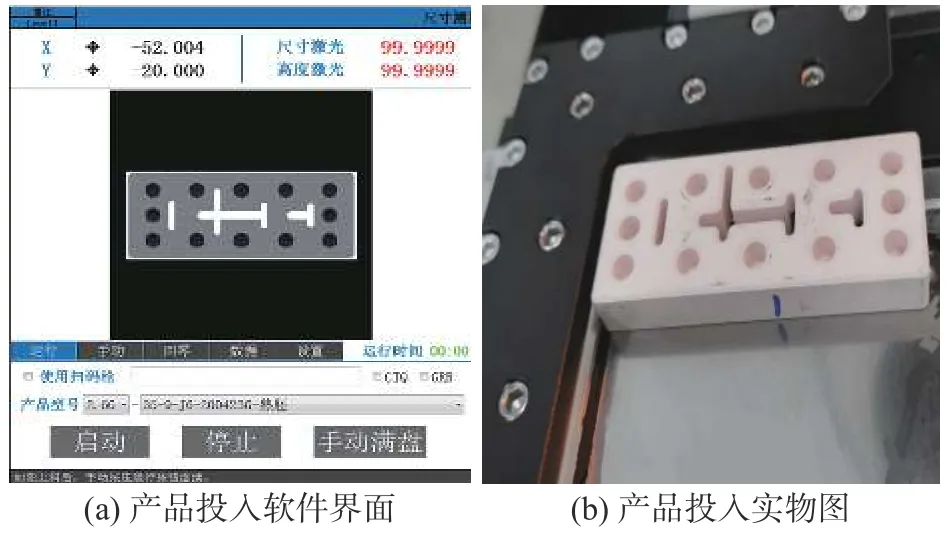
圖8 測(cè)量示意圖
2)產(chǎn)品正面尺寸數(shù)據(jù)測(cè)量完成,需要進(jìn)行翻轉(zhuǎn)測(cè)量反面尺寸,軟件提示進(jìn)入翻轉(zhuǎn)環(huán)節(jié),可以采用手動(dòng)或者自動(dòng)的模式進(jìn)行。
3)反面尺寸測(cè)量完成,測(cè)試載板將產(chǎn)品運(yùn)送到下料處,進(jìn)行下一步工序。
5.2 軟件功能
根據(jù)高精度測(cè)量機(jī)的測(cè)量原理,本文搭建的控制系統(tǒng)主要程序功能有:手動(dòng)操作、回零操作、自動(dòng)測(cè)量、文件配置、測(cè)試模式選擇、滿(mǎn)盤(pán)操作、數(shù)據(jù)回溯、參數(shù)標(biāo)定等。其中自動(dòng)測(cè)量工作流程如圖9所示。
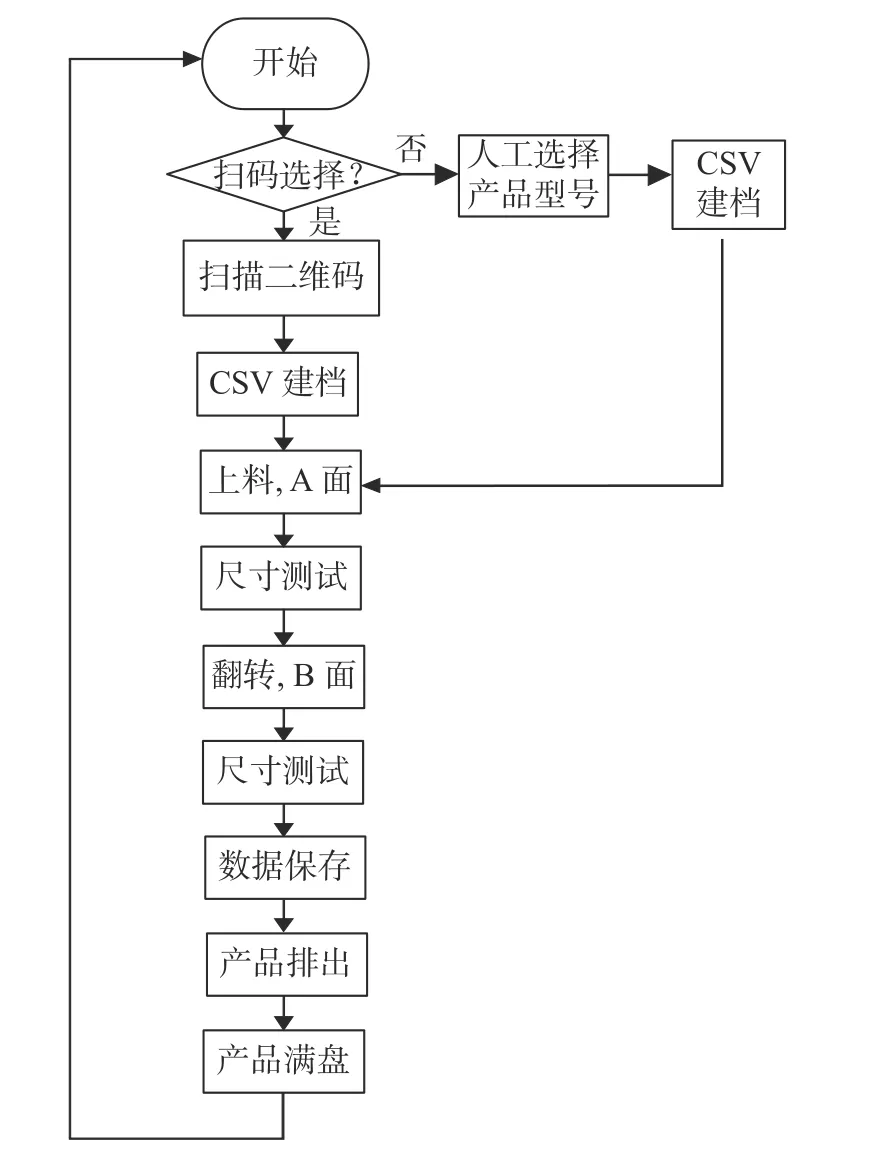
圖9 自動(dòng)測(cè)量工作流程
5.3 實(shí)驗(yàn)結(jié)果
選擇某型號(hào)工件進(jìn)行測(cè)試,工件尺寸和得到的測(cè)量參數(shù)如表1所示。其中測(cè)量方式A表示采用測(cè)量機(jī)進(jìn)行測(cè)量,B表示采用人工測(cè)量。
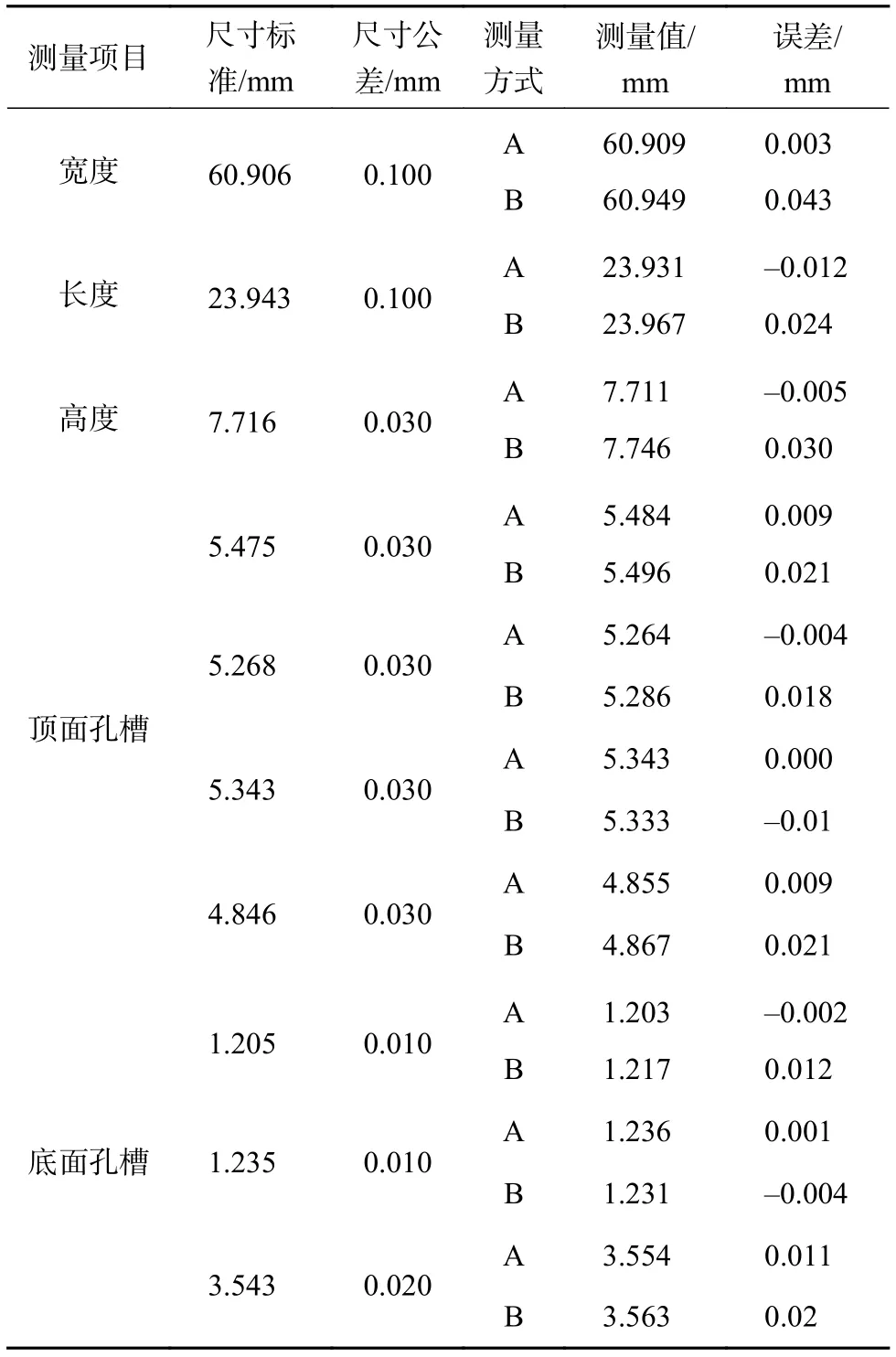
表1 工件尺寸測(cè)量數(shù)據(jù)對(duì)比表
由表1可知,對(duì)于此次工件的長(zhǎng)、寬、高及孔槽深度尺寸公差0.1 mm,0.03 mm,0.01 mm,0.02 mm,測(cè)量機(jī)測(cè)量結(jié)果均能滿(mǎn)足要求。人工測(cè)量中,底面孔槽深度1.205 mm,尺寸公差0.01 mm的參數(shù)未能滿(mǎn)足要求,其他尺寸滿(mǎn)足要求。因此在此次型號(hào)的工件測(cè)量中,測(cè)試機(jī)測(cè)試準(zhǔn)確率100%,人工測(cè)量準(zhǔn)確率90%。為了進(jìn)一步驗(yàn)證測(cè)量機(jī)的性能,分別對(duì)不同型號(hào)工件進(jìn)行測(cè)量機(jī)和人工測(cè)量的對(duì)比分析。在10 000次測(cè)量結(jié)果中,測(cè)量機(jī)測(cè)量準(zhǔn)確率99.54%,人工測(cè)量準(zhǔn)確率92.32%,測(cè)量機(jī)比人工測(cè)量準(zhǔn)確率提高7.22%,且效率明顯提高。圖10為測(cè)量機(jī)對(duì)某型號(hào)工件測(cè)量時(shí)軟件界面。

圖10 測(cè)量機(jī)測(cè)量軟件界面
6 結(jié)束語(yǔ)
本文設(shè)計(jì)了一種基于誤差校正模型的高精度非接觸式尺寸測(cè)量機(jī)控制系統(tǒng)。通過(guò)激光傳感器結(jié)合多運(yùn)動(dòng)平臺(tái),基于系統(tǒng)誤差校正控制策略的方式實(shí)現(xiàn)高精度自動(dòng)測(cè)量。根據(jù)測(cè)量機(jī)的測(cè)量和標(biāo)定原理,分析并建立了誤差模型;根據(jù)誤差模型,確定了標(biāo)定方法,并設(shè)計(jì)了高精度測(cè)量機(jī)的測(cè)量控制系統(tǒng)。通過(guò)現(xiàn)場(chǎng)應(yīng)用,所設(shè)計(jì)的高精度測(cè)量機(jī)滿(mǎn)足測(cè)量精度要求,同時(shí)提高了測(cè)量準(zhǔn)確率和效率。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
