“華龍一號”抗飛機撞擊鋼筋機械接頭施工技術研究與應用
2022-03-31 01:28:32鄒少俊
中國核電 2022年6期
鄒少俊,屈 璐
(中國核工業二四建設有限公司,河北 廊坊 065001)
“華龍一號”作為我國自主研發的第三代核電技術,是我國后續核電發展的重點選擇技術路線之一。“華龍一號”核電堆型在設計上與M310堆型(二代核電廠)相比,有較大改進創新。在“華龍一號”重大設計改進中,結合國際和國內對核電廠抗飛機撞擊的研究,提出并實施了抗商用大飛機撞擊的重要技術方案,以增強核電廠抵御大型商用飛機撞擊的能力,避免在該類事故下出現放射性物質的泄露和大量釋放,從而保護人員和環境避免輻射危害。該方案中應用了一種新型鋼筋機械接頭,即抗飛機撞擊鋼筋機械接頭,其具有高強、快速沖擊性能,國內生產的傳統機械連接接頭無法滿足該性能要求。福清核電廠通過引進國外新型的“擠壓—螺紋組合式”連接技術來解決上述問題。但是,該機械接頭采購周期長達6個月,其采購價格為國內普通機械接頭的20倍左右。為了打破國外的技術壁壘,突破“卡脖子”技術,降低施工成本,通過與國內廠家聯合開展課題攻關研究,選取多種機械接頭連接形式進行對比分析,最終確定了滿足要求的抗飛機撞擊機械接頭連接工藝,并在漳州核電項目率先實現了該項技術的國產化施工。
1 抗飛機撞擊鋼筋機械接頭技術指標
抗飛機撞擊鋼筋機械接頭除滿足《鋼筋機械連接技術規程》中對Ⅰ級接頭要求的技術指標外,還有以下性能指標:1)最為突出的技術特征為須滿足抗瞬間加載沖擊的技術要求。瞬間加載沖擊試驗:將標距過的鋼筋機械接頭試件放在試驗加載器的夾具之間,控制加載應變率為1.0 s-1,即加載速率V0=L0(mm/s),L0為夾具之間的長度,要求接頭試件的破壞必須發生在鋼筋母材上,最大力總伸長率Agt≥5%;2)抗飛機撞擊鋼筋機械接頭抗拉強度試驗與普通鋼筋機械接頭抗拉強度試驗要求不同,抗飛機撞擊鋼筋機械接頭抗拉強度試驗必須一次合格,若不合格則此批次鋼筋機械接頭全部報廢處理,成本損失巨大,且嚴重影響施工效率。抗飛機撞擊鋼筋機械接頭詳細技術指標如表1所示。
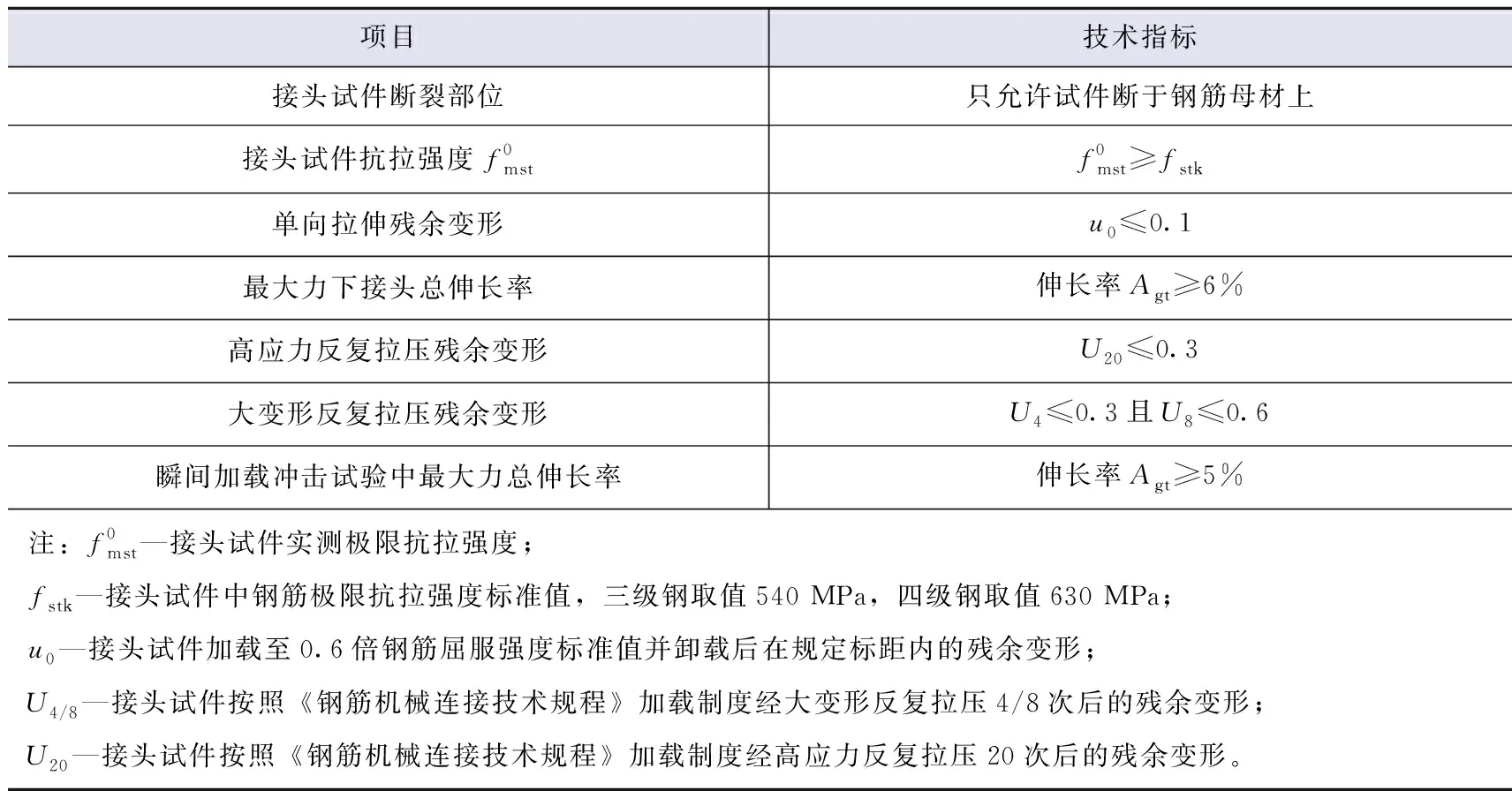
表1 抗飛機撞擊鋼筋機械接頭技術指標
2 國外抗飛機撞擊鋼筋機械接頭連接形式介紹
國外抗飛機撞擊鋼筋機械連接(GRIPTEC連接)技術,是擠壓連接與螺紋連接同時使用的一種組合式連接,以擠壓實現套筒與單根鋼筋之間的咬合,以螺紋實現套筒與套筒之間的接頭連接。GRIPTEC連接法的優點是兼顧了擠壓連接法優良的力學性能和直螺紋連接法施工簡便的優點,同時又有別于傳統的擠壓連接和螺紋連接。福清核電廠5、6號機組現場使用的是國外的抗飛機撞擊鋼筋機械接頭,接頭形式如表2所示。

表2 國外抗飛機撞擊用鋼筋機械接頭形式
3 國外抗飛機撞擊鋼筋機械接頭的優點和缺點分析
3.1 國外抗飛機撞擊鋼筋機械接頭優點分析
3.1.1 優良的力學性能
GRIPTEC型接頭是把鋼筋插入套筒后驅動油缸,讓套筒連同鋼筋一起通過一個小于其直徑的擠壓孔,讓套筒在其徑向方向和長度方向都產生塑性變形,使得套筒完全咬合于鋼筋上,不再僅僅是局部而是整體的塑性變形,套筒與鋼筋之間的咬合力強于傳統的擠壓咬合,接頭質量更高。在螺紋連接技術方面,GRIPTEC型接頭的螺紋完全是在套筒生產企業的車間工廠化生產,加工出的螺紋成品絲扣極為標準,螺紋質量非常穩定。
3.1.2 良好的可操作性
傳統的直螺紋連接技術,其螺紋并非完全是直螺紋,部分絲牙大小因加工誤差會存在不一致,從一開始便需要借助扳手,操作時有滑絲風險,并且螺紋尾部有約三扣的過度螺紋,需要使用較大的力量才能把套筒擰緊,不利于接頭力矩的達標。而GRIPTEC型接頭的螺紋完全是精致直螺紋,一定程度上可以直接用手把套筒擰到底,在降低勞動強度的同時能夠獲得較高的施工速度,節約工期,質量也更容易得到保證。
3.1.3 加工制造機械化程度高
GRIPTEC型接頭的冷擠壓過程是在后臺車間用GRIPTEC機器加工完成的,機械化程度非常高。鋼筋斷料完成后,調節機械自帶的數控系統,按照需要加工的鋼筋的級別、規格、直徑來設定相應的參數,即可實現機械化加工。
3.2 國外抗飛機撞擊鋼筋機械接頭不足
“華龍一號”外層安全殼和防護廠房為飛機撞擊直接影響區域,需采用抗飛機撞擊用鋼筋機械接頭,這種接頭需通過高速沖擊試驗。國際上僅德士達產品通過了高速沖擊試驗,實現產業化并在核電項目上有供貨業績,福清核電5、6號機組“華龍一號”項目此前均采購此產品。但是,該產品價格昂貴,其采購價格為國內普通機械接頭的20倍左右,工程造價高,采購周期長達6個月,不利于施工現場成本與進度的管控,且關鍵技術受制于人。
4 抗飛機撞擊鋼筋機械接頭的國產化研究
為了打破國外的技術壁壘,突破“卡脖子”技術,華龍科創團隊在漳州核電廠進行了抗飛機鋼筋機械接頭的國產化研究。
4.1 市場調研分析對比
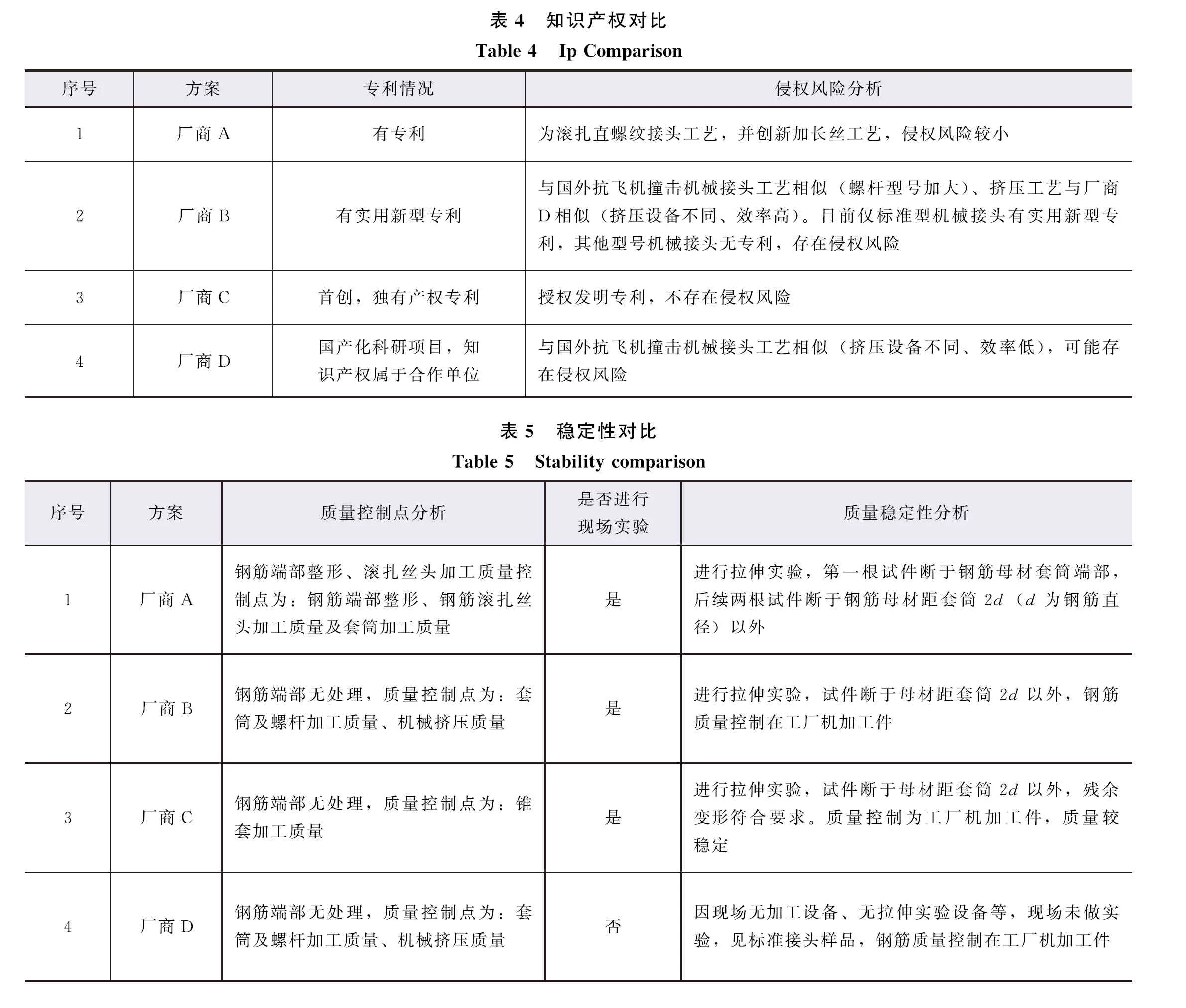
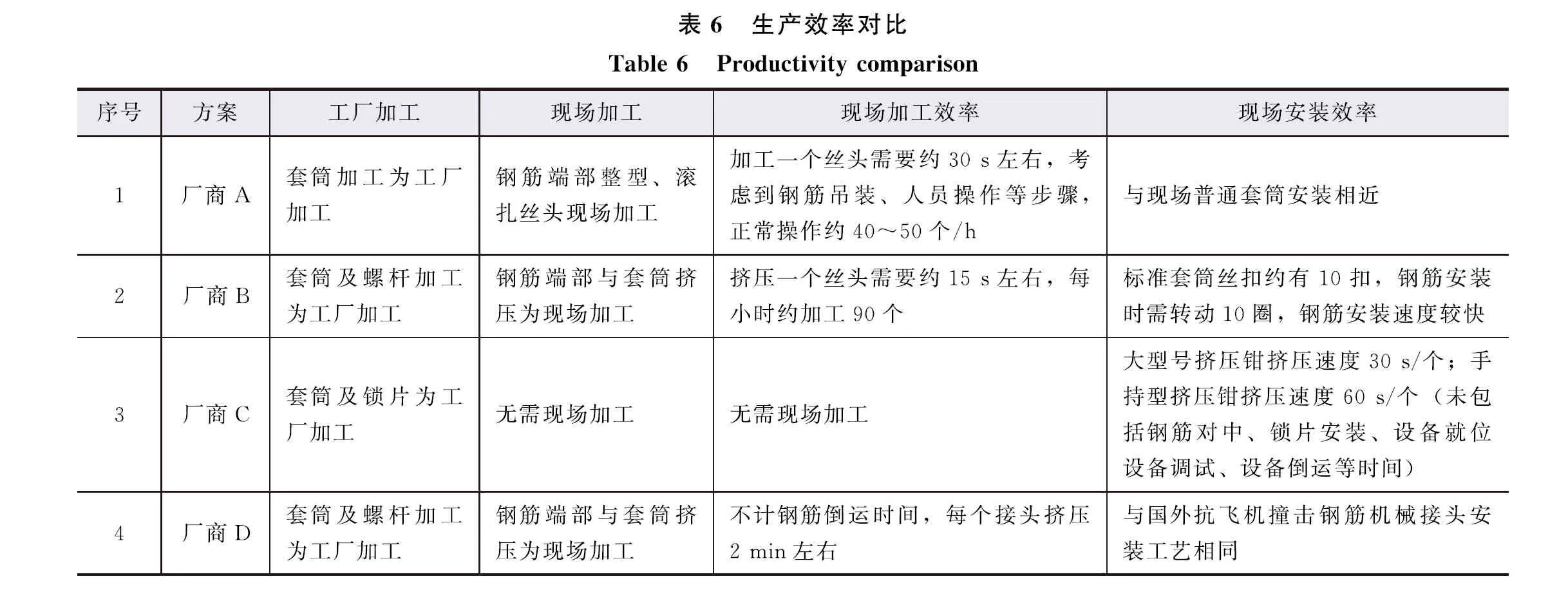
通過對國內先進鋼筋機械接頭生產廠家的調研,初步確定了4個廠家的方案作為可選方案,然后經過各項指標分析論證,選擇最優性能機械接頭作為國產化的抗飛機撞擊鋼筋機械接頭。具體分析內容如表3~表6所示。
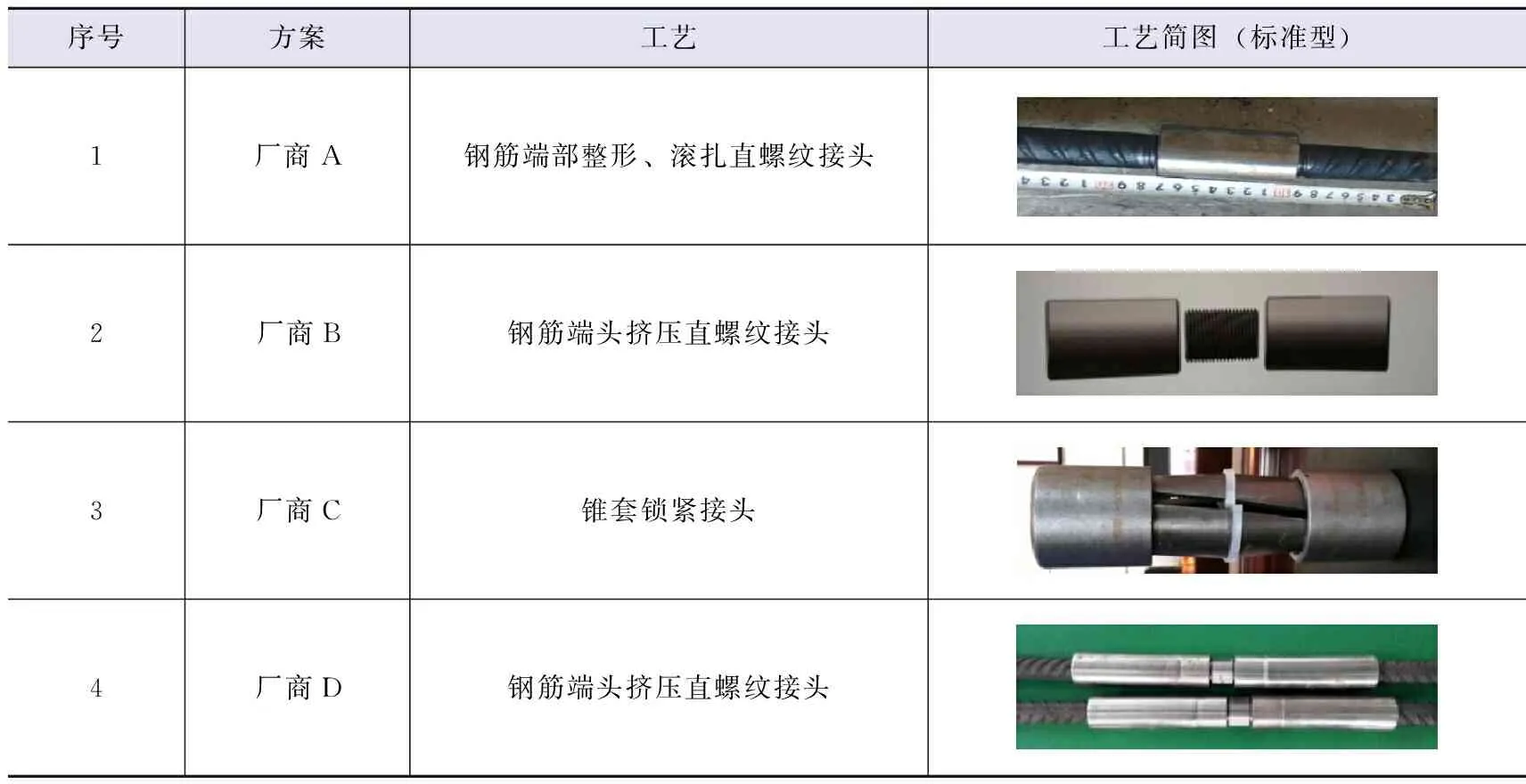
表3 工藝對比
4.2 選型分析結論
通過對廠家實地調研及對比分析,總結如下:
廠商A:機械接頭加工工藝為整形后滾扎套絲直螺紋連接,有發明專利,安裝難度與普通機械接頭類似,質量控制難度較小,質量穩定性相對較高,設備維護難度較大。
廠商B:機械接頭加工工藝為仿國外抗飛機撞擊機械接頭工藝,有實用新型專利(一種防爆鋼筋連接套筒),存在侵權風險。
廠商C:機械接頭加工工藝為獨創錐套工藝,有發明專利。現場施工需增加設備倒運工作,作業平臺需增加液壓泵放置區域,對作業平臺承載力要求較高,施工整體工效較低。
廠商D:機械接頭加工工藝為仿國外抗飛機撞擊機械接頭工藝,暫處于完成機械接頭國產化研究階段,暫未達到設備、產品量產化水平。
因此,綜合考慮施工成本、工藝的難易程度以及知識產權狀況,選擇廠商A的產品作為國產化抗飛機撞擊鋼筋機械接頭。
4.3 抗飛機撞擊鋼筋機械接頭形式確定
根據施工現場的實際情況,將國產化抗飛機撞擊鋼筋機械接頭連接用的套筒型式定為標準型、異直徑型、加長絲型、加長套筒型、異直徑加長型,如圖1~圖3所示。

圖1 標準型和異直徑型套筒示意圖Fig.1 Schematic of standard and special diameter sleeves

圖2 加長絲與加長套筒型示意圖Fig.2 Schematic diagram of the elongated wire and the elongated sleeve type
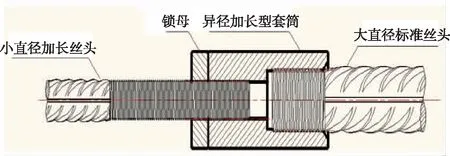
圖3 異直徑加長套筒型示意圖Fig.3 Schematic diagram of a different-diameter extended sleeve
4.4 抗飛機撞擊鋼筋機械接頭性能試驗
對 HRB500E直徑為40 mm、32 mm鋼筋機械接頭進行評定,分別為標準型鋼筋機械接頭40mm、32 mm各一組,異徑型鋼筋機械接頭32/40 mm一組,加長絲型鋼筋機械接頭40 mm、32 mm各一組,加長套筒型鋼筋機械接頭40 mm、32 mm各一組,異徑加長套筒型鋼筋機械接頭 32/40 mm 一組,評定數量共為8組,每組3根。
4.4.1 工藝流程
鋼筋斷料→鋼筋端部整形→鋼筋滾軋直螺紋→鋼筋連接→擰緊力矩值檢查→抗拉強度試驗。
4.4.2 工藝實施要點
鋼筋斷料加工及端部整形采用專門設備和與之配套的油泵進行[1]。
絲頭加工設備應用QGG40型高速鋼筋螺紋成型機[1]。
標準型、異直徑型鋼筋接頭兩端鋼筋絲頭長度均為標準絲長度;加長絲型鋼筋接頭一端為標準絲長度、一端為加長絲型接頭用加長絲長度;加長套筒型鋼筋接頭一端為標準絲長度、一端為加長套筒型接頭用加長絲頭長度;異直徑加長套筒型鋼筋接頭一端為標準絲長度、 一端為異徑加長套筒型接頭用加長絲長度。
在進行鋼筋連接時,鋼筋規格應與連接套筒規格一致,并保證絲頭和連接套筒內螺紋干凈、完好無損;鋼筋連接時應用扳手將絲頭在套筒中央位置頂緊。用扳手或管鉗將直螺紋連接套筒與一端鋼筋擰到位,再將另一端鋼筋與連接套筒擰到位。
4.4.3 工藝試驗結果
根據 JGJ 107—2016《鋼筋機械連接技術規程》及技術規格書-1.14《混凝土工程 抗飛機撞擊用鋼筋機械接頭》中的相關規定[2],對機械接頭的拉伸試驗結果如表7所示。
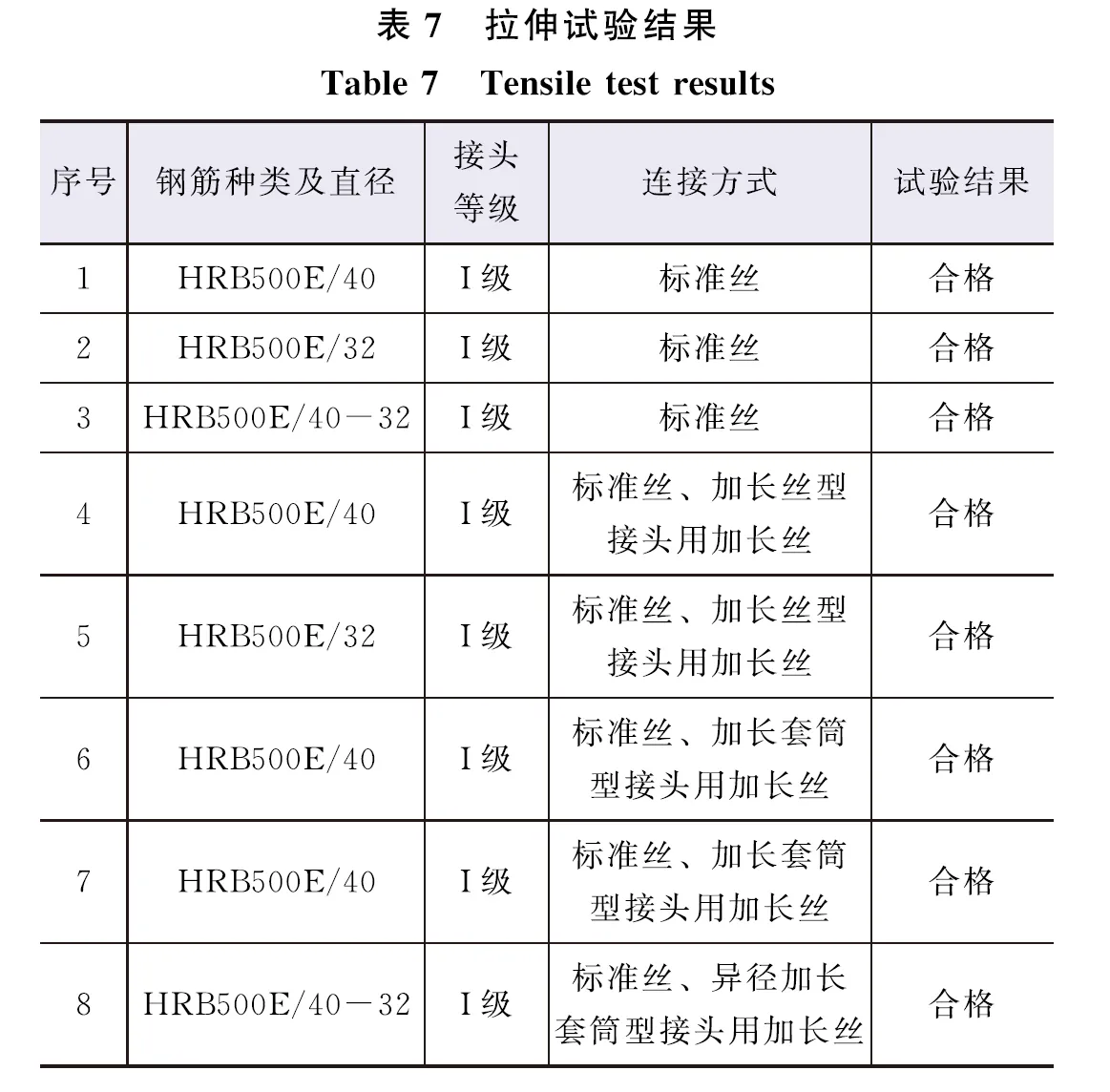
試驗結果顯示,所有抗飛機撞擊鋼筋機械接頭試件均滿足規范的相關規定,根據試驗結果判定該工藝可以用于現場。
4.5 實施效果
通過攻克抗飛機撞擊鋼筋機械接頭的相關指標,在漳州核電廠實現了抗飛機撞擊鋼筋機械接頭技術的國產化,打破國外技術壁壘,施工成本顯著降低,且申請了國家實用新型專利,自主知識產權可控。
4.6 現場施工質量控制及成品保護措施
為了提高抗飛機撞擊機械接頭的施工質量,現場也從管理層面進行了優化。嚴格執行“三檢一驗”制度,層層把關,讓人人都有責任轉變為人人都是一道屏障。根據規范要求,抗飛機撞擊機械接頭力矩值監理抽查率為10%,施工單位要求一級質檢進行100%檢查,二級質檢抽查率不低于25%。同時,加強成品保護,連接機械接頭的套筒必須用塑料保護帽密封,以保持內部潔凈、干燥、防銹。通過上述措施的執行,有效保證了抗飛機撞擊機械接頭的施工質量。
5 結論
通過分析國外抗飛機撞擊鋼筋機械接頭的技術特點,梳理解決工藝評定、驗收過程的問題,優化加工、安裝、檢測的流程,使“華龍一號”抗飛機撞擊鋼筋機械接頭的質量得到了很好的控制,應用效果良好。同時,在引進新工藝的過程中進行自主研發,與生產廠家進行攻關研究,通過對抗飛機撞擊鋼筋機械接頭的性能指標的分析,在漳州核電“華龍一號”實現了該項技術的國產化,打破了國外技術的壁壘,顯著降低施工成本,具有較高的社會效益和經濟效益。
猜你喜歡
環球時報(2022-05-30)2022-05-30 15:16:57
當代工人(2020年8期)2020-05-25 09:07:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年11期)2019-06-24 03:40:28
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
作文周刊·小學一年級版(2017年9期)2017-06-20 00:19:33
小學生導刊(低年級)(2016年8期)2016-09-24 22:09:04
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49