基于ST單片機伺服點焊鉗的設計
2022-04-06 01:46:54周永杰陶曉杰史曉杰
中國科技縱橫 2022年4期
關鍵詞:單片機
周永杰 陶曉杰 史曉杰
(合肥工業大學儀器科學與光電工程學院,安徽合肥 230000)
0.引言
近年來,點焊工藝在各個行業特別是汽車行業發展迅速,點焊鉗作為點焊工藝不可或缺的重要組成部分,研究和發展點焊鉗對于提高點焊質量,提升生產效率具有非常重要的意義[1-3]。本文設計的點焊鉗以實現加壓穩定、電流輸出精確、焊接效率高以及保證安全性為目的,力圖實現體積小、重量輕、操作簡單。
1.點焊鉗的整體設計
點焊鉗總共分為3個模塊:伺服加壓模塊、電源模塊和控制模塊。其中伺服加壓模塊主要由伺服電機、絲杠副和減速器組成,伺服電機通過絲杠帶動電極的運動,提供焊接時所需要的壓力。電源模塊由三相整流橋、IGBT模塊、變壓器和二次整流模塊組成,實現了三相電到焊接直流電轉變的過程,為焊接提供穩定的電流。控制模塊采用STM32單片機作為控制核心[4],用來控制電機的運行、電源的電流輸出以及上位機的數據交互[5]。
本文設計的點焊鉗根據實際焊接材料在點焊過程中對壓力和電流大小的需求,設計的額定壓力為5000N,最大輸出電流15000A。在功能性方面,設計了電極位置力矩的點動和示教、多段壓力和放電的點焊等功能,方便探索不同材料點焊時的工藝參數。
2.伺服點焊鉗工作原理
點焊原理如圖1所示,下電極為靜電極,上電極為動電極。首先將靜電極貼緊被焊件,動電極以位置模式快速移動到靠近被焊件的位置。然后將帶電機切換成力矩模式使動電極開始進行加壓,即對被焊件進行預壓,使被焊件之間緊密接觸。隨后再進行加壓、放電,在電阻熱的作用下,電極和被焊件接觸處融化形成熔核。最后停止通電,電極對被焊件維持一定壓力直到熔核熱量消散,冷卻成可靠點后,打開電極,結束焊接。
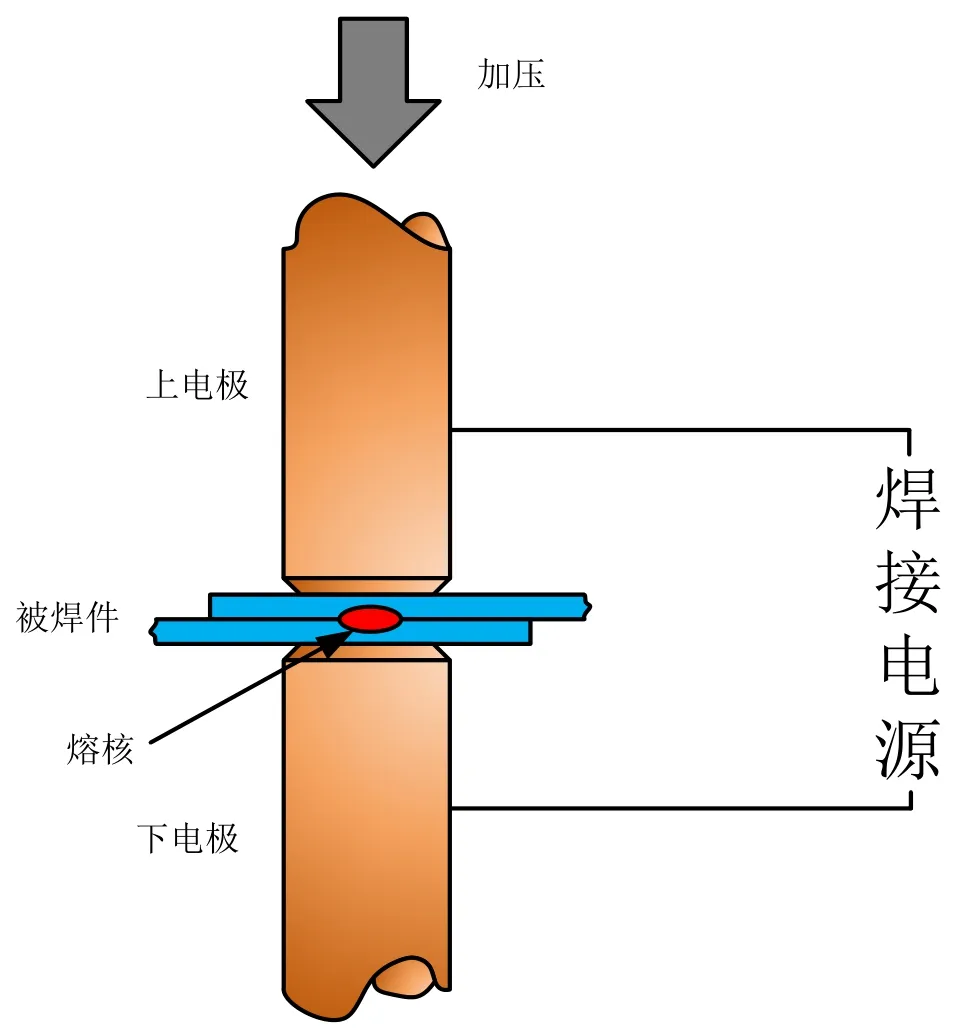
圖1 點焊原理示意圖
3.伺服點焊鉗的結構
3.1 伺服加壓模塊
如圖2所示,伺服加壓模塊主要由松下A6系列的伺服電機、THK的滾珠絲杠副和行星減速器組成。電機轉動通過減速機再帶動絲桿的轉動,絲桿的轉動通過絲桿螺母轉化成電極的直線運動。當電機使用力矩模式運行時,動電極運動碰到靜電極堵轉后即可以產生較為穩定的壓力。
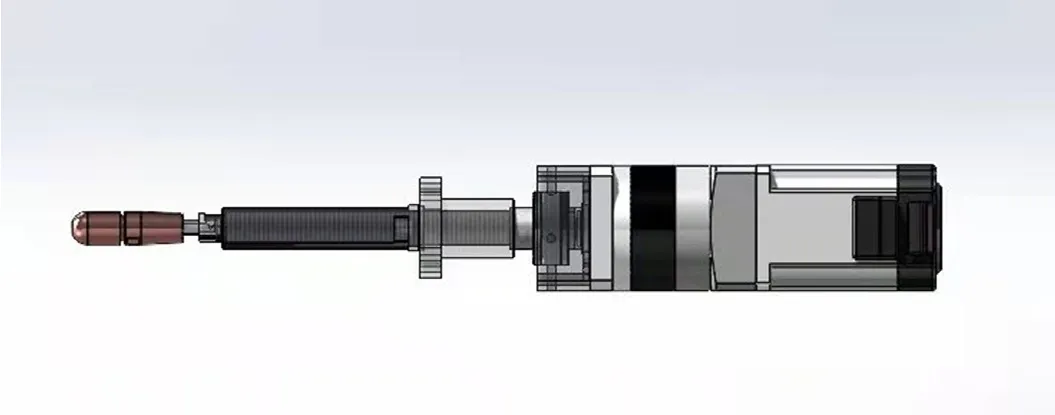
圖2 加壓模塊示意圖
點焊鉗在加壓方面模塊采用伺服電機為動力源,有著可控性強,響應快,輸出壓力穩定以及噪音小等優點,絲杠副的螺旋傳動將電機的旋轉動作轉化成直線運動,有著傳動效率高、可以實現自鎖以及精度高等優點。
3.2 逆變電源模塊
點焊鉗的電源模塊是先將三相電通過三相整流橋電路變成直流電,而后直流電通過IGBT的高速通斷逆變成1kHz左右的中頻交流電,交流電再通過變壓器降壓,最后通過二次橋式整流電路將交流電變成焊接直流電。
由于電源模塊將原本50Hz的交流電轉變成了1kHz的中頻電,根據公式E=4.44fNφ,其中E為感應電勢有效值,f為電流頻率,N為變壓器繞組匝數,φ為主磁通最大值。由于電流頻率的上升,匝數和主磁通都可以減少,此時變壓器的體積和重量可以大大減少。因此焊鉗可以做到結構緊湊,體積更小。此外,由于變壓器二次側為直流回路,功率因素可以達到95%,減少了焊接過程的電能損耗,節能可達到35%以上。
4.焊鉗的控制系統
本文焊鉗控制系統主要由電機的控制,電源的控制以及人機交互模塊組成。控制框圖如圖3所示。
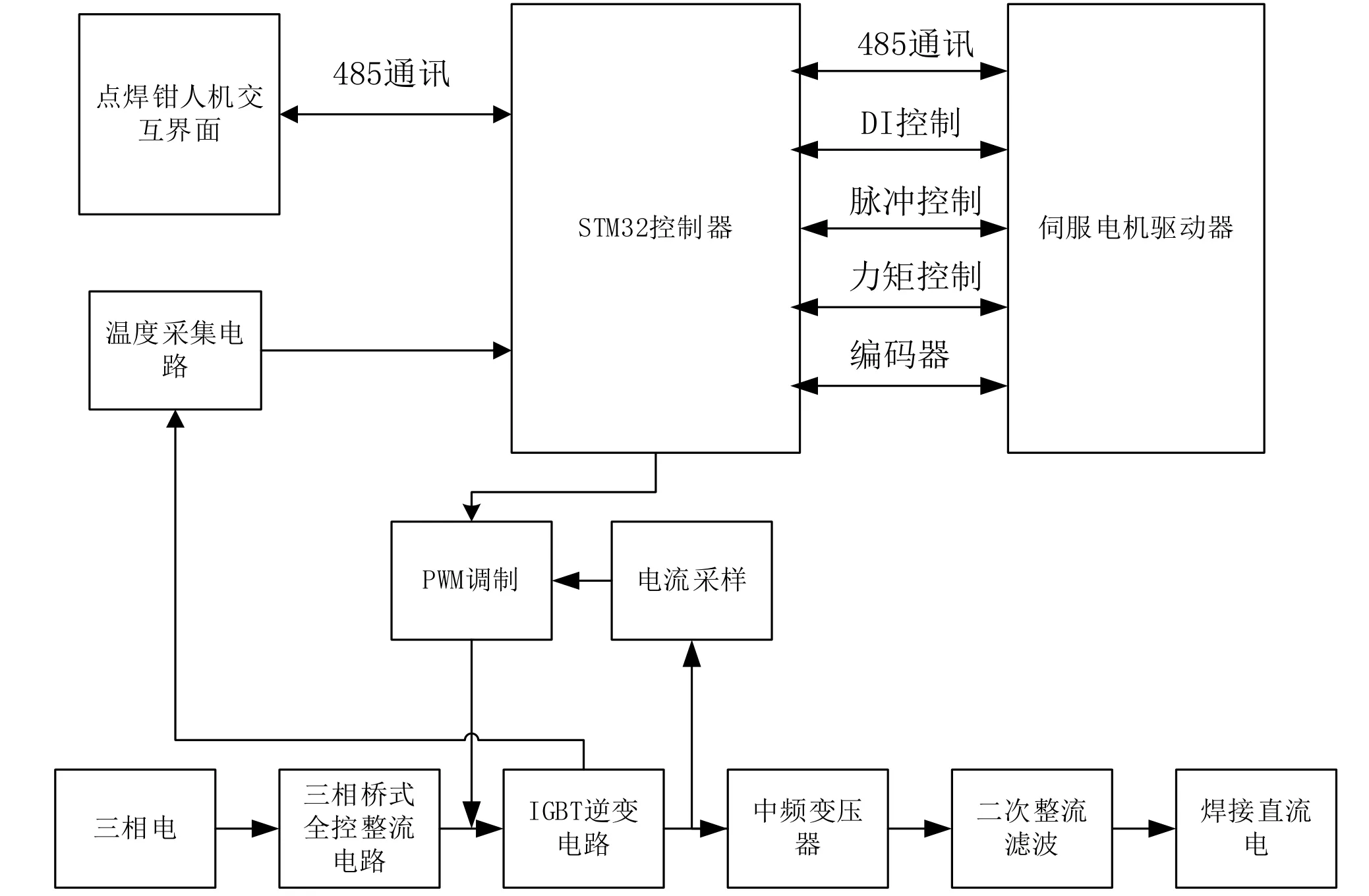
圖3 控制系統框圖
4.1 電機控制模塊
電機控制模塊分為5個部分,分別為485通訊模塊、DI控制模塊、脈沖控制模塊、力矩控制模塊和編碼器模塊。其中485通訊采用松下的MINAS協議與電機驅動器進行通訊,實現對電機錯誤的清除和位置清零等功能。DI控制模塊主要由一些IO口組成,通過IO口輸出或者接受高低電來控制電機的模式、伺服的通斷以及電機的錯誤判斷等功能。脈沖控制模塊是通過單片機定時器的主從模式可以發送指定個數和頻率的脈沖用來控制電機的位置和速度,其中定時器主從模式發生脈沖如圖4所示,當主定時器為低電平時,觸發從定時器的脈沖輸出,這種方式不僅可以產生精準,快速的脈沖,而且不占用主程序時鐘,占用MCU資源少。力矩模塊通過DAC輸出模擬電壓值從而控制電機的轉動力矩,此外通過ADC采樣獲取電機的實時力矩。編碼器模塊通過定時器的編碼器模式接受編碼器AB相的信號,即電機單圈的位置信息。設定一個外部中斷來接受編碼器Z相的信號,即電機多圈值的數據,從而得知電機的實時位置。通過以上幾個部分,就可以實現對電機位置、速度以及力矩的精確控制,同時可以監控到電機的實際位置、速度、力矩以及狀態等信息。
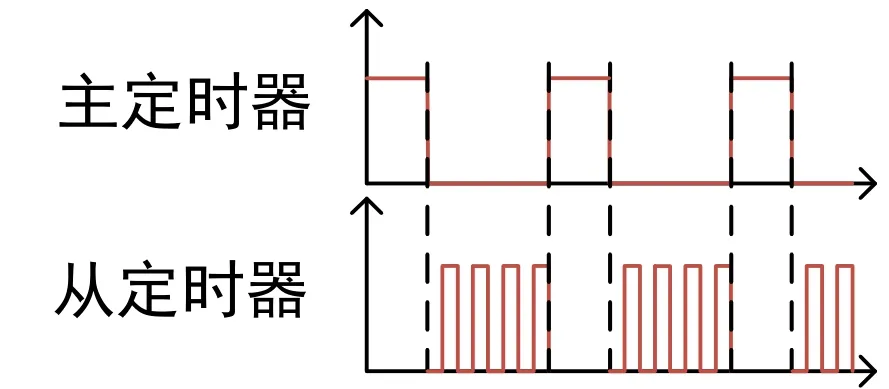
圖4 脈沖控制原理圖
4.2 電源控制模塊
電源控制模塊的恒流控制原理如圖5所示,通過單片機內部的比較器來控制PWM的輸出,從而控制IGBT的通斷來決定輸出電流的大小。其中比較器負端的電壓值是根據設置電流的大小來確定的DAC輸出模擬電壓值,正端的電壓值是ADC采樣互感器電壓值,反映了在變壓器一次側采樣的電流大小。當正端值大于負端值時,表示輸出電流值大于設定電流值,比較器輸出上升沿觸發定時器剎車事件,如圖6所示,PWM停止輸出,待電流值小于設定值時,PWM繼續輸出。通過這樣的周期性的電流控制,可以達到近乎恒定的電流輸出。
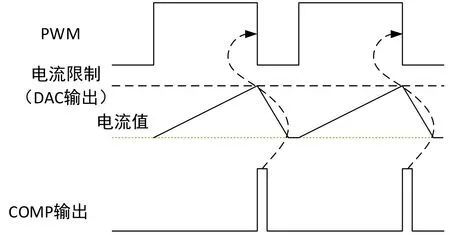
圖5 恒流控制原理圖
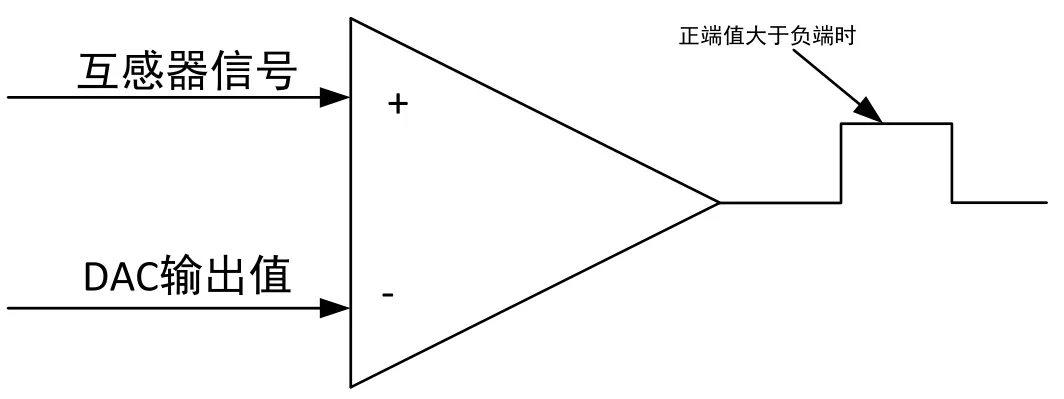
圖6 比較器原理圖
4.3 人機交互模塊
人機交互模塊通過自定義數據幀來和上位機進行數據交互,界面如圖7所示。通過上位機就可以來對焊鉗進行基本參數和焊接參數的寫入、點焊和電極示教的執行以及一鍵找零點等。還可以監視點焊鉗的運動狀態、電極的當前位置、焊鉗的實時壓力大小、焊接過程的電流數據以及焊接點個數等信息。此外還設置了急停鍵,當遇到危險情況時,可以一鍵停止焊鉗的所有動作,保證了焊鉗使用時的安全性。

圖7 人機交互界面
5.結語
本文設計的伺服點焊鉗,采用STM32單片機實現了對點焊鉗焊接時壓力和電流穩定、精確控制。通過上位機界面可以簡單方便地控制焊鉗的動作和監控焊鉗的運動狀態等信息,此款焊鉗有著重量輕、焊接效率高和智能化程度高等特點。隨著工業4.0的到來和汽車行業的發展,有利于工廠點焊流程全自動化和智能化的實現。
猜你喜歡
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年11期)2019-07-04 00:34:48
電子制作(2019年9期)2019-05-30 09:42:02
電子制作(2018年12期)2018-08-01 00:48:04
電子制作(2017年9期)2017-04-17 03:00:53
電子制作(2017年19期)2017-02-02 07:08:27
電子制作(2016年21期)2016-05-17 03:52:51
電子設計工程(2015年15期)2015-02-27 12:07:30
電子設計工程(2015年8期)2015-02-27 12:05:36