能量配比對激光-MIG復合焊接頭殘余應力的影響
2022-04-09 22:34:10嚴春妍朱子江張浩張可召顧正家包曄峰
電焊機 2022年2期
嚴春妍 朱子江 張浩 張可召 顧正家 包曄峰
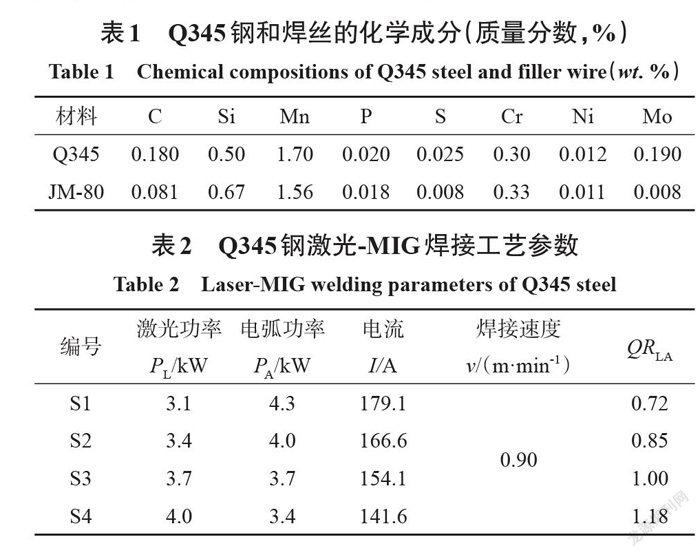
摘要:采用不同激光/電弧能量配比(QRLA)對8 mm 厚 Q345鋼板進行激光-MIG(metal inert gas,MIG)復合焊接,研究了QRLA 對復合焊接頭的截面形貌和顯微組織的影響,并分析了不同QRLA 下焊接過程的溫度場和接頭殘余應力分布的變化規律。結果表明,隨著 QRLA 增大,熔寬顯著下降,焊接過程的最高溫度略有升高。因焊速較快,粗晶熱影響區出現了較多的馬氏體,且馬氏體數量隨著 QRLA 增大而略有增加。 QRLA 在0.72~1.0范圍時,等效殘余應力、縱向殘余應力、橫向殘余應力和厚度方向殘余應力峰值隨著激光功率增加均出現下降趨勢。但 QRLA 從1.0 上升至1.18時,各應力的峰值隨著激光功率增加而有所上升。
關鍵詞:激光電弧復合焊;激光/電弧能量配比;顯微組織;溫度場;殘余應力場
中圖分類號: TG404????? 文獻標識碼: A文章編號:1001-2303(2022)02-0001-07
Effect of Heat Input Ratio on Residual Stress in Hybrid Laser-MIG Welded Joint
YAN Chunyan, ZHU Zijiang, ZHANG Hao, ZHANG Kezhao, GU Zhengjia, BAO Yefeng
College of Mechanical and Electrical Engineering, Hohai University, Changzhou 213022, China
Abstract: Hybrid laser-MIG welding of 8 mm thick Q345 steel plates was carried out using different laser-to-arc heat input ratio (QRLA). The effects of QRLA? on the cross-sectional macro-morphology and the microstructures in the hybrid welded joint were investigated. Development of temperature field distribution in the welding process and residual stress distribution in the welded joint under different QRLA were also analyzed. The results show that the weld bead width decreases while peak temperature in the welding process increases with elevated QRLA. The microstructure of coarse grained HAZ is mostly mar‐ tensite due to the high welding speed, and the amount of martensite increases with elevated QRLA. The stress levels of equiva‐ lent residual stress, longitudinal residual stress, transverse residual stress and through-thickness stress all reduce moderately as laser power increases with QRLA? in the range of 0.72~1.0. However, the stress levels of the four stresses increases slightly as laser power increases with QRLA in the range of 1.0~1.18.
Keywords: hybrid laser arc welding; laser-to-arc heat input ratio; microstructure; temperature field; residual stress filed
引用格式:嚴春妍,朱子江,張浩,等.能量配比對激光-MIG復合焊接頭殘余應力的影響[J].電焊機,2022,52(2):1-7.
Citation:YANChunyan, ZHU Zijiang, ZHANG Hao, et al. Effect of Heat Input Ratio on Residual Stress in Hybrid Laser-MIG Welded Joint[J]. Elec‐ tric Welding Machine, 2022, 52(2):1-7.
0? 前言
激光電弧復合焊接(hybrid laser arc welding, HLAW)是由英國學者W. M. Steen 于20世紀80年代初提出的一種新型優質高效焊接技術,通過激光束和電弧共同作用于焊接熔池,可以更充分地發揮激光和電弧兩種熱源自身的優點,彌補兩者各自的不足,具有大熔深、低變形、高效率、高質量、高適應性等優點[1-6],在中厚板焊接上具有良好的應用前景。但當復合熱源總熱輸入一定時,激光與電弧不同的能量配比不僅影響焊縫的宏觀形貌和顯微組織,而且對復合焊接頭的殘余應力和變形造成一定的影響,因此有必要研究激光/電弧能量配比對復合焊接頭殘余應力分布的影響規律。
目前,對激光電弧復合焊接頭的研究主要針對接頭宏觀形貌及微觀組織、焊接溫度場及流場等,且研究對象多為薄板(小于6 mm),而對接頭殘余應力分布的研究較少。Tomasz[7]等人研究了單道激光電弧復合焊的T型接頭應力分布,發現HAZ及其鄰近區域出現較高應力,峰值拉應力位于HAZ 。Lin[8]等人研究了多層激光電弧復合接頭的應力分布,發現沿焊縫厚度方向的硬度和殘余應力在1/2板厚處顯著提高。嚴春妍[9]等人研究了焊接速度對中厚板 S355鋼激光-MIG復合接頭殘余應力分布的影響,發現焊接速度的提高會增加等效殘余應力水平。目前為止,國內外針對激光/電弧能量配比對復合焊接頭殘余應力分布的研究較少。
Q345鋼是具有良好強韌性的低合金高強鋼,廣泛應用于工業制造領域[10-11]。本文采用不同激光/ 電弧能量配比對Q345鋼進行光纖激光-MIG復合焊接試驗,分析復合焊接頭各區域的顯微組織特征,并利用 SYSWELD有限元軟件對復合焊接過程的溫度場和應力場進行計算,研究不同激光/電弧能量配比下激光電弧復合接頭殘余應力分布的規律和特征,從而為低合金高強鋼激光電弧復合焊接工藝的優化提供理論依據和數據支持。
1? 試驗方法
激光-MIG復合焊接試驗采用YSL-10000-S2型光纖激光器,氬氣流量為25 L/min 。試驗前對試樣表面進行噴砂處理,達到去油除銹的效果。采用I型焊接坡口,將兩塊尺寸為200 mm×80 mm×8 mm的 Q345鋼板進行對接,坡口間隙為0.2 mm 。焊絲為林肯Merit JM-80低合金鋼焊絲,母材和焊絲的化學成分如表1所示。不同 QRLA 下鋼板的初始溫度為20℃,采用激光在前引導電弧的排列方式,光絲夾角為35°,離焦量為-1 mm,光絲間距為2.0 mm,激光和電弧的總熱輸入一定,試驗采用的焊接工藝參數如表2所示。采用體視顯微鏡測量焊縫的熔寬和余高,采用蔡司Axiolab 5金相顯微鏡對不同QRLA下激光-MIG復合焊接頭的顯微組織進行觀察。測量焊件上表面典型位置的熱循環曲線和焊件上表面的殘余應力,以驗證激光-MIG復合焊接溫度場和殘余應力場計算結果的準確性。
2? 有限元計算過程
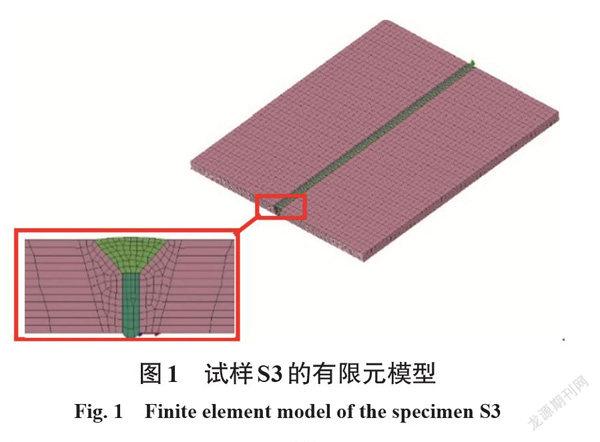
根據試樣實際尺寸,采用 SolidWorks軟件建立4個QRLA下Q345鋼激光-MIG復合焊接焊件的實體模型,并對焊件上不同區域采用不同的網格尺寸進行劃分。焊縫對應的計算用性能數據選擇SYSWELD 軟件的材料數據庫中與JM-80成分和力學性能相近的材料進行二次開發,而后進行溫度場和應力場的順序耦合計算。QRLA=1.0時焊件 S3對應的有限元網格模型如圖1所示。
由于復合焊接頭宏觀形貌呈現上寬下窄的Y 型,因此選用雙橢球熱源模型+三維錐體熱源進行組合的復合焊接熱源模型[9]以獲得與實際焊接熔池形貌和尺寸接近的計算結果。
3? 結果與討論
3.1? 復合焊接焊縫宏觀形貌
不同 QRLA 下復合焊接焊縫的宏觀形貌如圖2所示。可見經過一道焊縫的填充后,除了QRLA=0.72 時焊縫根部沒有達到完全熔透外,其他幾個能量配比下的試樣均實現了焊縫根部的完全熔透。隨著 QRLA增加,激光功率增加、電弧功率下降,導致電弧作用部位的焊縫余高越來越小。此外,上表面電弧區焊縫對應的熔寬逐漸減小,S1~S4試樣的熔寬分別為8.26 mm、6.04 mm、5.96 mm和5.85 mm。QRLA 從0.72增加至1.18時,熔寬從8.26 mm下降至5.85 mm,降幅達到29.2%。
3.2? 顯微組織
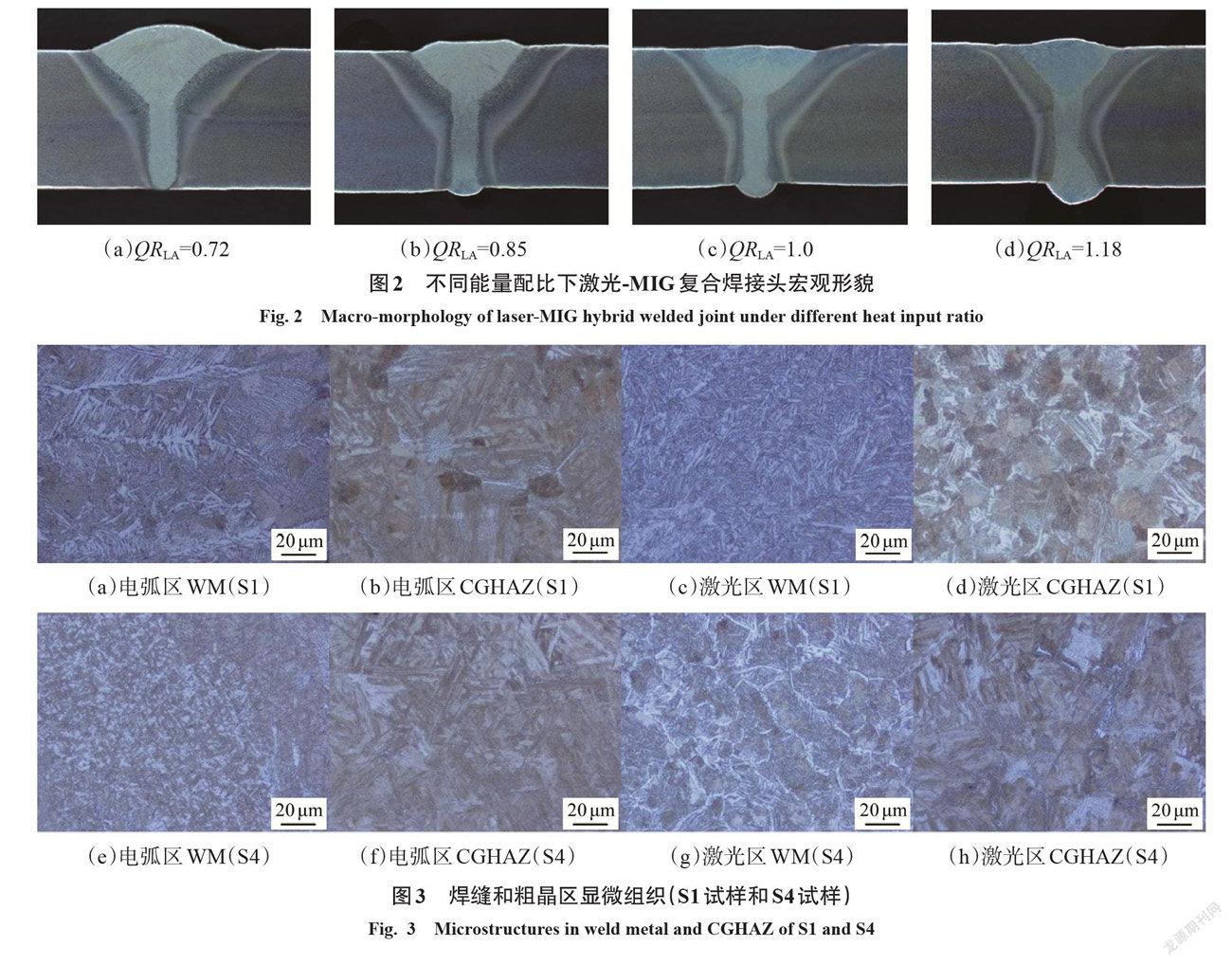
對4個QRLA下試樣的焊縫和熱影響區顯微組織進行觀察,發現不同試樣各區域的顯微組織類型基本相同,僅各相比例和晶粒尺寸存在一定的差異。 S1試樣(QRLA=0.72)和 S4試樣(QRLA=1.18)接頭中焊縫和粗晶熱影響區(coarse grained heat affected? zone,CGHAZ)的顯微組織如圖3所示。可以看出,S1試樣的電弧區焊縫與激光區焊縫組織類型大致相同,均為大量針狀鐵素體(acicular ferrite,AF)、先共析鐵素體(proeutectoid ferrite,PF)、側板條鐵素體(ferrite side plate,FSP)和少量粒狀貝氏體(granular bainite,GB),但電弧區焊縫中的FSP數量多于激光區焊縫。S1試樣電弧區CGHAZ的顯微組織均主要由70%左右的板條馬氏體(lath martensite,ML)以及少量 GB組成;激光區 CGHAZ的顯微組織中ML 數量比電弧區CGHAZ要少一些,約為60%。S4試樣對應的激光功率較高、電弧熱輸入較低,導致電弧區焊縫的顯微組織中AF增加、FSP減少,而激光區焊縫內 FSP 數量較多。S4試樣電弧 CGHAZ 組織由90%左右的ML 和少量 GB 組成;而激光區 CGHAZ 內馬氏體數量為82%左右,并出現了一定量的GB。
3.3? 溫度場計算結果
S3試樣的熔池形貌試驗和模擬結果的對照圖如圖4所示,可以看出二者形狀比較吻合,表明所采用的復合焊接熱源模型可以較為準確地計算出激光-MIG復合焊接的溫度場分布。試樣S3的溫度場計算結果如圖5所示。
復合焊接試樣表面典型位置(P1點位于焊縫表面中心線,P2點位于焊件表面距熔合線0.4 mm處)的熱循環曲線如圖6所示。
由圖5可知,接頭的溫度場峰值溫度隨著QRLA增大略有上升,當QRLA=0.72時,熔池的最高溫度為2 301.1℃;QRLA=1.18時,熔池最高溫度2437.6℃。由圖6可知,當 QRLA 從0.72升高至1.18時, P1點經歷的峰值溫度由2187.9℃上升至2427.1℃;隨著上部電弧作用區的熔寬減小,P2點熱循環曲線的峰值溫度略有下降,從1 002.3℃降低至968.1℃。P2點熱循環曲線的計算結果與測試結果較為吻合,表明采用的復合熱源模型及參數設置較為合理,可用于應力場計算。
3.4? 應力場計算結果
試樣 S3的殘余應力分布如圖7所示。由圖可知,縱向殘余應力σx在焊縫及HAZ處存在較高的拉應力,且分布范圍較廣,峰值拉應力(550.9 MPa)出現在HAZ處,且隨著距焊縫距離的增大,縱向殘余應力逐漸減小為壓應力。橫向殘余應力σy在上、下表面的WM處出現較低的壓應力,而HAZ處均出現高值拉應力,峰值拉應力為288.2 MPa,明顯小于縱向殘余應力。厚度方向應力σz整體應力水平不是很高, HAZ處呈現較低的拉應力。等效殘余應力σVon的高應力值出現在HAZ和焊縫,母材兩側邊緣處應力數值趨于0。
不同QRLA下焊件上表面位于1/2焊件長度處的殘余應力分布規律如圖8所示。由圖可知,QRLA=1.18時,試驗測得的σx、σy與計算所得的應力分布規律吻合較好。σx在焊縫和HAZ表現為高水平的拉應力;σy在焊縫兩側靠近HAZ處表現為拉應力,焊縫中心處應力水平較低;σz在焊件表面整體應力水平較低,而在 HAZ處應力水平相對較高。QRLA= 0.72時,復合焊件中的等效殘余應力水平最高。當 QRLA從0.72增加到1.0,上表面σx、σy、σz和σVon的峰值均呈現下降趨勢;當 QRLA 從1.0增加到1.18時,σx、σy、σz和σVon的峰值應力均表現出一定的上升。
不同 QRLA 下焊件的殘余應力峰值變化如表3 所示。QRLA在0.72~1.0之間內,隨著激光功率增加,σx、σy、σz和σVon各應力的峰值水平均有一定幅度地下降;當QRLA從1.0增加到1.18時,焊件中各應力分量的最大值略有上升。
3.5? 討論
可以看出,由于試驗采用0.9 m/min 的焊接速度,焊接速度較快,導致激光-MIG復合焊接頭的粗晶區在快冷情況下易出現淬硬組織如板條馬氏體,具有一定的淬硬傾向。當QRLA增加,上部的電弧區熱輸入降低,因此電弧區CGHAZ馬氏體數量增加;同時因焊縫面積隨著QRLA增加有所減小,冷卻速度加快,因此激光區CGHAZ馬氏體數量也略有增加。當采用 QRLA=1.0時,焊接接頭的殘余應力水平最低,焊接接頭的等效殘余應力峰值為518.4 MPa,縱向殘余應力峰值、橫向殘余應力峰值為550.9 MPa和288.2 MPa,此時接頭的殘余應力水平最低。結合焊縫成形,為了得到較低的應力水平和變形、降低應力集中,可以選擇QRLA=1.0的激光/電弧能量配比進行復合焊接,此時焊縫上表面余高較小、背面成形較好,且 CGHAZ 的馬氏體數量較 S4試樣(QRLA=1.18)要低一些。
4? 結論
(1)不同 QRLA 下接頭的焊縫區組織均為大量 AF、PF、FSP和少量GB,CGHAZ顯微組織含有較多粗大的ML 。隨著QRLA 增加,電弧區焊縫FSP減少,激光區焊縫內FSP數量略有增加,電弧區和激光區 CGAHZ內ML數量也有所增加。
(2)建立了適用于8 mm厚Q345鋼激光-MIG復合焊接的雙橢球+三維錐體復合熱源模型,對不同 QRLA下的焊接溫度場和應力場進行了計算,結果表明所采取的復合熱源模型計算得到溫度場和應力場結果與實測結果較為接近。
(3)Q345鋼激光-MIG復合焊接頭的殘余應力水平較高,HAZ處出現應力集中。QRLA=1.0時,接頭的縱向殘余應力σx在焊縫及其HAZ存在較高的拉應力且分布范圍較廣;橫向殘余應力σy在上、下表面的焊縫處應力水平較低;厚度方向應力σz總體應力水平很低。
(4)QRLA 在0.72~1.18之間時,隨著 QRLA的增加,等效殘余應力峰值表現出現下降再上升的規律。 QRLA=1.0時,復合焊接頭的殘余應力水平相對最低。
參考文獻:
[1]Atabaki M M,Nikodinovski M,Chenier P,et al. Ex‐perimental and numerical investigations of hybrid laser? arc welding of aluminum alloys in the thick T-joint con‐ figuration[J]. Optics and Laser Technology,2014(59):68-92.
[2]Acherjee B. Hybrid laser arc welding:State-of-art re‐view[J]. Optics & Laser Technology,2018(99):60-71.
[3]黃瑞生,楊義成,蔣寶,等.超高功率激光-電弧復合焊接特性分析[J].焊接學報,2019,40(12):73-77,96. ??HUANG Ruisheng,YANG Yicheng,JIANG Bao,etal. Analysis? of? welding? characteristics? of? ultra-high? power laser-arc hybrid welding[J]. TRANSACTIONS? OF? THE? CHINA WELDING? INSTITUTION ,2019,40(12):73-77,96.
[4]Ning J,Na S J,Wang C H,et al. A comparison of laser-metal inert gas hybrid welding and metal inert gas welding of high nitrogen austenitic stainless steel[J].Journal? of Materials Research? and Technology,2021(13):1841-1854.
[5]Wang K,Jiao X D,Zhu J L,et al. Research on the ef‐ fect of weld groove on the quality and stability of laser- MAG hybrid welding in horizontal position[J]. Weld‐ ing in the World,2021(65):1701-1709.
[6]嚴春妍,張浩,朱子江,等. X80管線鋼多道激光-MIG 復合焊接殘余應力分析[J].焊接學報,2021,42(9):28-34,41.
YAN? Chunyan,ZHANG? Hao ,ZHU? Zijiang,et? al. Analysis of welding residual stress in multi-pass hybrid? laser-MIG welded X80 pipeline steel[J]. TRANSACT- IONS? OF? THE? CHINA WELDING? INSTITUTION,2021,42(9):28-34,41.
[7]Kik T,Górka J. Numerical simulations of laser and hy‐ brid S700MC T-joint welding[J]. Materials,2019,12(3):516.
[8]Chen L,Mi G,Zhang X,et al. Numerical and experi‐ mental investigation on microstructureure and residual stress of multi-pass hybrid laser-arc welded 316L steel [J]. Material & Design,2019(168):107653.
[9]嚴春妍,易思,張浩,等. S355鋼激光-MIG復合焊接頭顯微組織和殘余應力[J].焊接學報,2020,41(6):12-18.
YAN Chunyan,YI Si,ZHANG Hao,et al. Investigation of? microstructure? and? stress? in? laser-MIG? hybrid welded? S355 steel? plates[J]. TRANSACTIONS? OF THE? CHINA WELDING? INSTITUTION ,2020,41(6):12-18.
[10]Sun J M,Hensel J,Klaseen J,et al. Solid-state phase? transformation? and? strain? hardening? on? the? residual? stresses in S355 steel weldments[J]. Journal of Materi‐ als Processing Technology,2019(265):173-184.
[11]Liang H,Wang D P,Deng C Y,et al. Fatigue crack? growth acceleration in S355 steel under a single and pe‐ riodic underload[J]. International Journal of Fatigue,2022(158):106744.
