Q355鋼焊接性及其與Q345鋼焊接技術的關鍵比較
2022-04-09 16:55:57陳浩張曉朱瑞芳
電焊機 2022年2期
關鍵詞:化學成分
陳浩 張曉 朱瑞芳
摘要:根據國家標準GB/T1591-2018《低合金高強鋼》和建筑鋼結構工程實例,從鋼材的化學成分入手分析 Q355和 Q345的本質區別,基于碳當量概念進一步闡述 Q355低碳、微合金、純凈化、細晶粒特點,進一步論證了Q355是典型的細晶粒新鋼種這一客觀事實。分析認為:高強鋼種焊接接頭的強度、細化晶粒等指標與鋼材的微合金元素直接有關。焊接熱循環會造成合金元素的損失,因此,多一次熱循環,合金元素的損失會增加,必然降低焊接接頭的綜合性能,這就是焊接 Q355鋼的關鍵所在。
關鍵詞:高強鋼;化學成分;合金系列;碳當量;焊接技術
中圖分類號: TG457.11????? 文獻標識碼: A文章編號:1001-2303(2022)02-0109-05
Weldability of Q355 Steel and Key Comparison of Welding Technology between It and Q345 Steel
CHEN Hao, ZHANG Xiao, ZHU Ruifang
Meijian Building Systems (China) Co., Ltd., Shanghai 201199, China
Abstract: According to the national standard GB/T1591-2018"Low-alloy High-strength Steel" and the examples of steel structure construction, this paper analyzes the essential difference between Q355 and Q345 based upon the chemical compo‐ sition of the steel. It further expounds upon the characteristics of Q355 low carbon, micro-alloy, pure purification and fine grain with the concept of carbon equivalent, which illustrates the objective fact that Q355 is a typically new type of fine grain steel. Based on the analysis, this paper only considers that the strength and grain refinement of the welded joints of high-strength steel are directly related to the micro-alloyed elements of steel. The welding thermal cycle will cause the loss of alloying elements. Therefore, the loss of alloying elements will increase after one more thermal cycle, which is unfavor‐ able to the quality of welded joint and will inevitably reduce the comprehensive properties of the welded joint. This is the key to welding Q355 steel.
Keywords: high-strength steel; chemical composition; alloy series; carbon equivalent; welding technique
引用格式:陳浩,張曉,朱瑞芳. Q355鋼焊接性及其與Q345鋼焊接技術的關鍵比較[J].電焊機,2022,52(2):109-113.
Citation:CHEN Hao, ZHANG Xiao, ZHU Ruifang. Weldability of Q355 Steel and Key Comparison of Welding Technology between It and Q345 Steel[J]. Electric Welding Machine, 2022, 52(2):109-113.
0? 前言
我國自2019年起不再生產 Q345鋼,其應用由 Q355取代。由此,我國鋼結構全面進入高強鋼焊接時代,這也是我國鋼材與國際接軌的重大舉措。根據高強鋼的相關技術內涵,國家標準 GB/T1591-2008《低合金高強鋼》的全部鋼種均屬于高強鋼范疇,可是在貫徹標準的過程中錯誤地將 Q355認同為 Q345的升級,認為 Q345強度上限就是 Q355,于是采用Q345的焊接技術來焊接 Q355,焊接質量不如人意。
由于對Q355鋼的特殊地位及其高強細晶粒鍋的特性不了解,加上貫徹相關標準宣講觀點上的不準確,施工單位幾乎沒人對此進行分析研究,對上述“Q345強度上限就是 Q355”的觀點信以為真,于是違背客規律的現象時有發生,因而造成一些焊接質量問題。
1? 用Q345的焊接技術和工藝方法焊接Q355失敗的案例
(1)案例1:某單位采用埋弧焊做 Q355對接全熔透焊縫焊接工藝評定,焊絲為H08MnA,焊劑為 HJ431,其結果是力學性能不過關,最差的是沖擊韌性。當改用H10Mn2焊絲、SJ101焊劑后,在焊接規范沒有變化的前提下,所有的力學指標全部合格。
分析認為:Q345適合高錳高硅焊劑和H08A焊絲,Q355則不適合,因為 Q355所含的氣體和雜質少,顯然高錳高硅焊劑是不合適的,08焊絲屬沸騰鋼焊絲(沸騰鋼是指煉鋼時未能很好脫氧的鋼,沸騰鋼中的孔多,使結構疏松,偏析也多,質量較差,可用于不十分重要的鋼結構中),有害氣體含量較高,這樣的配比焊接Q355會出現質量問題。
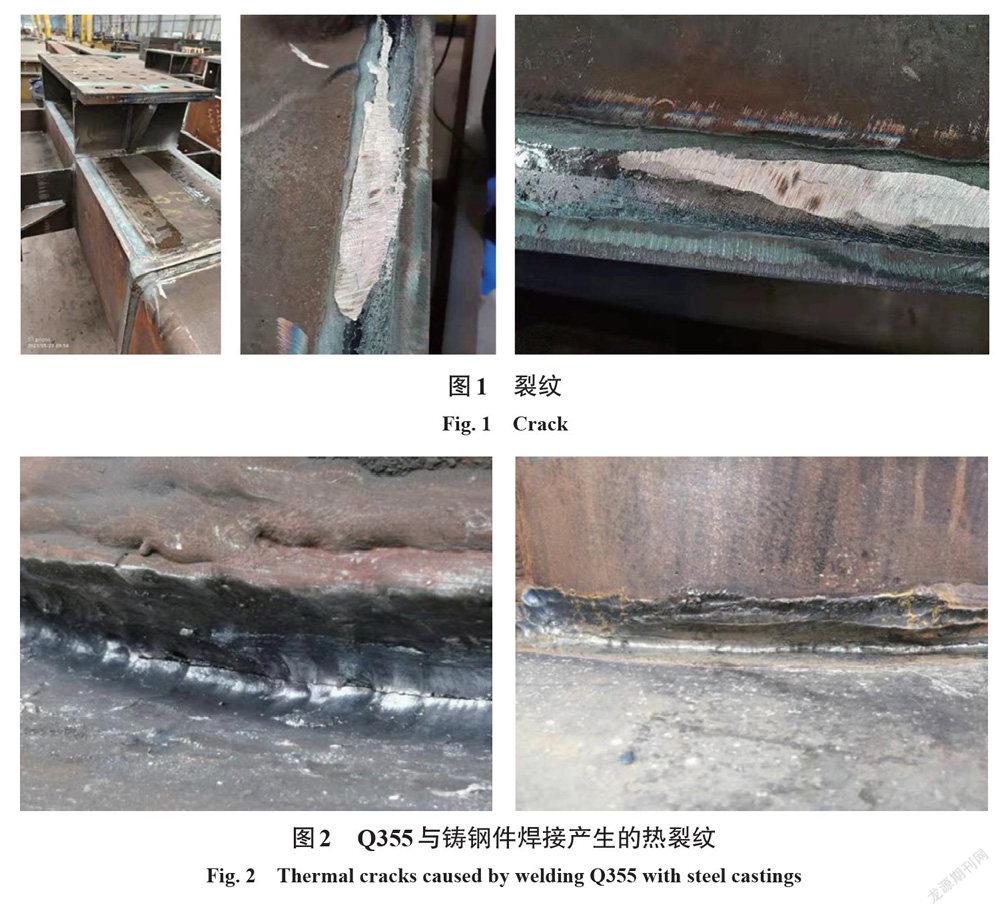
(2)案例2:某工廠采用SAW技術焊接Q355,焊絲為H08MnA,焊劑為HJ431,產生的裂紋如圖1所示,該裂紋十分特殊,比較接近熱裂紋,但區別于熱裂紋,這種裂紋形態是在焊絲和焊劑錯誤的情況下產生的,其產生機理需進一步研究。當釆用H10Mn2焊絲,SJ101焊劑后,裂紋消失。
(3)案例3:在某工程工地上,Q355與鑄鋼件的焊接出現裂紋,如圖2所示。工地技術人員按Q345的成熟工藝焊接此接頭,焊完一半后停工,再次焊接時發現裂紋。這個案例比較特殊,因為焊接工藝有錯誤,但在以前用此工藝焊接 Q345和鑄鋼件并沒有出裂紋,分析認為是Q355比Q345特殊,兩種錯誤疊加產生了熱裂紋。
綜上所述,工程實踐證實,不能完全照搬Q345的技術來焊接Q355,因為Q355不是Q345的升級。
2 ??Q355鋼焊接性分析
鋼的化學成分決定了鋼的焊接性,鋼的合金化程度決定了鋼的特性。
2.1? 鋼中細化晶粒度的微合金化元素
鋼是鐵和碳(<2.1%)的合金,在工業用鋼中尚存在少量非有意加入的其他元素,例如一般含量的硅、錳、硫、磷等,這些元素通常稱為常存元素或殘余元素。為了達到合金化的目的,即為改善或獲得鋼的某些性能,在冶煉過程中有意加入的元素稱為合金元素。它們在鋼中的含量各有不同,有的可高達百分之幾十,有的則低至十萬分之幾,含量低的元素就是所說的微合金。微合金化元素在鋼中的作用主要是細化晶粒,阻礙再結晶進行以及析出強化。
為了保證良好的綜合性能和焊接性,要求鋼中的含碳量不大于0.22%(實際上w(C)≤0.18%)。此外,添加一些合金元素,如 Mn、Cr、Ni、Mo、V、Nb、 B、Cu等,這些元素可以推遲珠光體和貝氏體的轉變,使產生馬氏體轉變的臨界冷卻速率降低,以提高鋼的淬透性和馬氏體的回火穩定性。
根據有關資料介紹,微合金在細化晶粒方面有幾種元素的作用十分明顯,比如鋁(Al),其熔點660℃,主要作用是脫氧和細化晶粒;鎳(Ni),熔點1 453℃,擴鎳細化鐵素體晶粒,可改善鋼的低溫性能,特別是韌性;鈦(Ti),熔點1 812℃,由于它能細化鋼的晶粒并成為奧氏體分解時的有效晶核,反而降低鋼的淬透性,鈦含量高時析出彌散分布的拉氏相產生時效強化作用;釩(V),熔點1 730℃,釩細化鋼的晶粒,可提高晶粒粗化溫度,從而降低鋼的過熱敏感性,并提高鋼的強度和韌性。
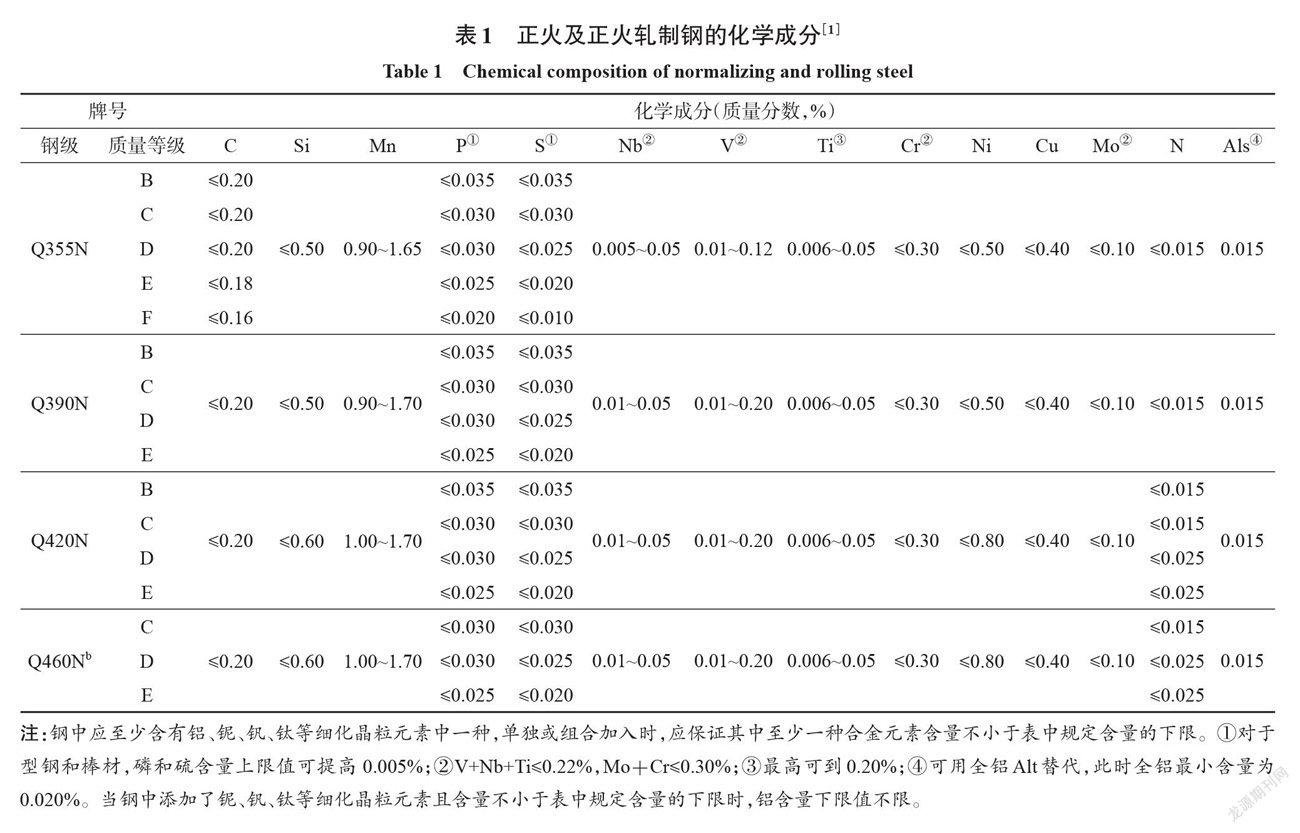
Q355鋼含有上述所有元素。Q355、Q390、Q420、 Q460鋼的化學成分如表1所示。
由表1可知,Q355是典型的細晶粒新鋼種,與 Q390、Q420、Q460鋼同為微合金強化系列,這是其與 Q345的最大區別。Q355和 Q345鋼的性能差別很大,特別是 Q355M鋼為 TMCP鋼(thermo-mecha- nical processed,也稱“控制軋制”),具有一定的特殊性。 Q355M 除具有低碳、微合金性能外,S、P含量很低,晶粒度小,碳當量和其他牌號的高強鋼幾乎相同,也就是說其焊接性相似。因此,Q355M具有“低碳、微合金,純凈化、細晶粒”的特點,除實際強度稍低外,其他基本符合高強鋼的基本特性,因此, Q355為高強鋼,焊接技術來不得半點馬虎。
2.2 ??Q355和Q390碳當量CEV(Ceq)對比
衡量鋼材焊接性的重要指標就是碳當量。鋼的碳當量就是把鋼中包括碳在內的對淬硬、冷裂紋及脆化等有影響的合金元素含量換算成碳的相當含量。通過對鋼的碳當量和冷裂敏感指數的估算,可以初步衡量低合金高強度鋼冷裂敏感性的高低,這對于焊接工藝條件如預熱、焊后熱處理、線能量等的確定具有重要的指導作用。20世紀50年代初,鋼的強化主要采用碳、錳,在預測鋼的焊接性時,應用較為廣泛的碳當量公式主要有國際焊接學會(IIW)所推薦的公式和日本JIS 標準規定的公式。20世紀60年代以后,人們為改進鋼的性能和焊接性,大力發展了低碳微量多合金之類的低合金高強度鋼,同時又提出了許多新的碳當量計算公式。對于低合金鋼,碳的含量影響最大,它決定鋼的“淬硬性”。為了比較各種合金元素對HSLA鋼的硬化傾向的影響,一般用碳當量CE或Ceq來表示。兩個常用于非調質鋼碳當量公式有國際焊接學會(IIW)公式:
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15日本焊接協會(JWES)公式:
Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14
適用于調質鋼的碳當量公式有日本焊接協會(JWES)公式:
Ceq=C+Mn/9+Ni/40+Cr/20+Mo/8+V/10
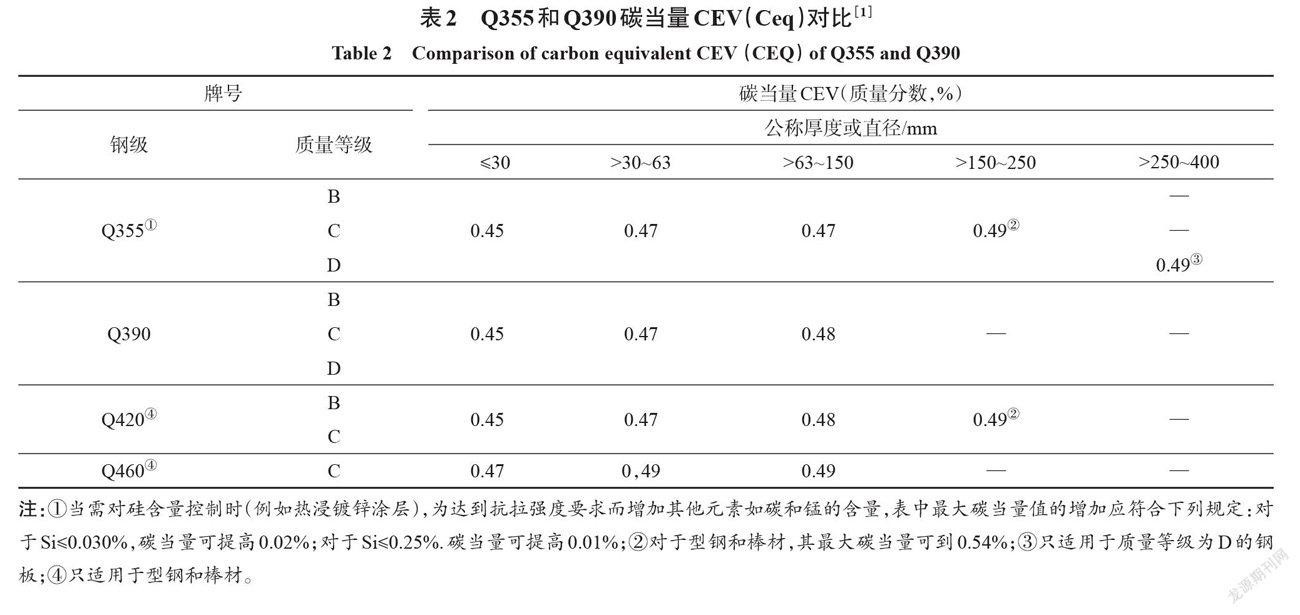
一般來說,鋼材的強度等級越高,碳當量也越高。碳當量越高,焊接性越差,根據碳當量的大小,基本能判斷鋼材的可焊性,如表2所示。
由表2可知,熱軋狀態交貨板厚≥30~63 mm的 Q355鋼材的碳當量不僅與 Q390鋼相同,而且與 Q420鋼一樣(該狀態的Q355鋼是目前用量最大的鋼材)。由此可判定,Q355的焊接性基本等同Q390(Q420)鋼材。那么,Q355鋼肯定不是 Q345升級版,即Q355鋼在焊接技術方面有很大不同于Q345鋼的地方,值得引起足夠重視。
3 ??Q355鋼焊接要盡量減少焊接熱循環次數(含火焰切割和碳孤氣刨)[2]
由上述分析可知,Q355屬于高強鋼系列,因此應采用高強鋼焊接技術。高強鋼焊接的首要關鍵技術是避免微量元素的損失過大,對此簡要分析微量元素的損失機理如下:
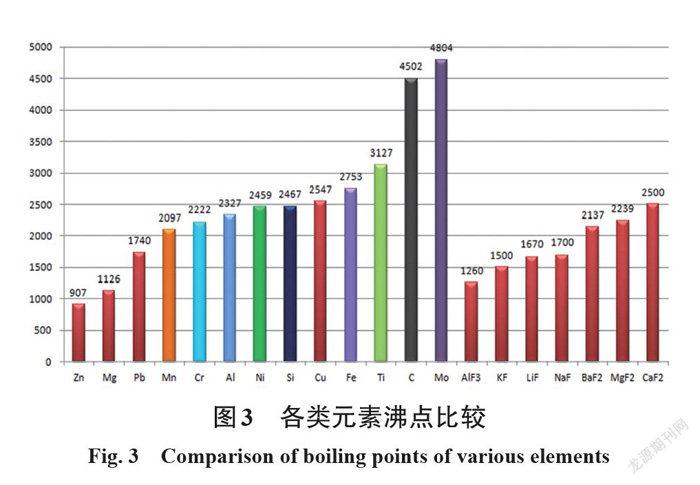
世界上所有物質都有固、液、氣三種狀態。水在4℃有最小的“臨界體積”,溫度升高和降低都會使體積膨脹,在0℃時形成冰水混合物,進而變為固態冰,在100℃時氣化成為水蒸氣。焊接過程中,除焊材中水分蒸發外,金屬元素和熔渣中各種化學成分在電弧高溫下也會蒸發成為蒸氣。各類元素沸點比較如圖3所示。
由于各類元素及化合物的熔點和沸點存在差距,故其在高溫區停留的時間不同;微合金元素及其化合物氣化,在高溫區停留時間相對較長,氣化較鐵及鐵的化合物更充分,從圖3看出金屬元素 Zn、Mg、Bb、Mn 的沸點較低。因此這是一種比例失調的損失。焊接本身就是多次進行相同或者相似的熱循環,熱循環次數越多,比例失調也就越嚴重(工程實踐中稱為微合金元素燒損),于是便形成了高強鋼(Q355)焊接的第一問題:在傳統鋼結構的放樣、下料、組裝、焊接、檢查返工直到合格驗收的全過程,同一道焊縫和HAZ至少要經歷5次不完全相同的熱循環(含碳弧氣的刨微合金元素燒損)。對高強鋼(Q355)性能而言,這5次焊接熱循環是致命的;完全可以設想,經過5次熱循環部位的焊縫及 HAZ,特別是熔合線,微量元素的損失基本改變了鋼材的原配比,即已不再是原來的鋼種成分,而成分不同帶來的后果是綜合性能的變化,這種變化導致斷裂形式和位置的不同,焊接質量直線下降[3]。
實踐研究證實,高強鋼(Q355)焊接接頭一次焊接成功,比返工后一次成功的焊縫,焊縫的綜合指標要好很多。可理解為:高強鋼種焊接接頭的強度、細化晶粒等指標同鋼材的微合金元素直接有關。焊接熱循環會造成合金元素的損失,因此,多一次熱循環,合金元素的損失會增加,對焊接接頭質量不利,必然降低焊接接頭的綜合性能,這就是焊接Q355鋼的關鍵所在[3-5]。
除此之外,根據GB50661《鋼結構焊接標準》的強制規定6.2節焊接工藝評定替代規則:不同焊接方法的評定結果不得互相替代。不同焊接方法組合焊接可用相應板厚的單種焊接方法評定結果替代,也可用不同焊接方法組合焊接評定,但彎曲及沖擊試樣切取位置應包含不同的焊接方法;同種牌號鋼材中,質量等級(沖擊韌性)高的鋼材可替代質量等級低的鋼材,質量等級(沖擊韌性)低的鋼材不可替代質量等級高的鋼材。因此,施工單位在第一次焊接Q355鋼時,必須作焊接工藝評定(PQR),根據(PQR)作出焊接工藝規程(WPS)。
參考文獻:
[1] GB/T1591-2018《低合金高強度結構鋼》[S].
[2]戴為志,劉景鳳,高良.建筑鋼結構焊接應用技術及案例[M].北京:化學工業出版社,2016.
DAI? Weizhi,LIU? Jingfeng,GAO? Liang. Application technology and case of building steel structure welding [M]. Beijing:Chemical Industry Press,2016.
[3]戴為志.影響鋼結構焊接技術進步的幾個重要因素[J].電焊機,2020,50(09):207-212.
DAI Weizhi. Several important factors affecting weld‐ ing technology progress of steel structure[J]. Electric Welding Machine,2020,50(09):207-212.
[4]高良,周云芳,戴為志.建筑鋼結構高強鋼不適合大線能量焊接[J].電焊機,2016,46(02):1-6.
GAO Liang,ZHOU Yunfang,DAI Weizhi. Construc‐ tion of high strength steel is not suitable for steel struc‐ ture of large line energy welding[J]. Electric Welding Machine,2016,46(02):1-6.
[5]戴為志.建筑鋼結構焊接技術發展趨勢[J].電焊機,2011,41(08):1-3.
DAI Weizhi. Development trend of the steel sturcture welding technology in the field of architecture[J]. Elec‐ tric Welding Machine,2011,41(08):1-3.
編輯部網址:http://www.71dhj.com
猜你喜歡
中國中藥雜志(2016年22期)2017-02-13 17:22:57
熱帶農業科學(2016年11期)2017-01-21 15:16:16
現代養生·下半月(2016年5期)2017-01-09 10:19:45
現代養生·下半月(2016年5期)2017-01-09 10:17:13
吉林農業(2016年12期)2017-01-06 19:51:03
云南中醫中藥雜志(2016年11期)2016-12-26 14:20:38
華夏醫學(2016年4期)2016-12-12 00:19:20
科技視界(2016年9期)2016-04-26 12:19:35
河北漁業(2015年11期)2015-11-18 16:32:21
河北漁業(2015年7期)2015-07-21 11:04:49
