預涂導電密封膠的軌道車輛不銹鋼車體電阻點焊工藝試驗
2022-04-09 16:55:57陳德強王媛媛
電焊機 2022年2期
陳德強 王媛媛




摘要:根據某不銹鋼車輛上下側墻板搭接結構形式,采用涂導電密封膠的電阻點焊技術,實現結構連接的同時保證了車輛密封。為驗證該工藝的可靠性,采用預涂導電密封膠的電阻點焊技術分別對三種搭接結構試件進行焊接試驗。焊后根據相關標準分別對三種搭接結構進行電阻點焊接頭試驗,包括外觀檢驗、剝離試驗、剪切拉伸試驗和金相檢驗,并對點焊接頭的表面凹陷尺寸、熔核直徑、拉剪載荷、熔核內部裂紋、縮孔缺陷等進行分析。結果表明,電阻點焊接頭性能滿足結構要求,基于導電密封膠的電阻點焊技術在不銹鋼車體上的應用是可行的,可用于項目生產;同時驗證了所設定的點焊參數是合理的,為基于導電密封膠的電阻點焊技術在不銹鋼車體中的應用提供了數據支持。
關鍵詞:電阻點焊;導電密封膠;不銹鋼車體
中圖分類號: TG453+.9????? 文獻標識碼: B文章編號:1001-2303(2022)02-0090-07
Process Test of Resistance Spot Welding Based on Conductive Sealant for Stainless Steel Carbody of Railway Vehicle
CHEN Deqiang, WANG Yuanyuan
CRRC Nanjing Puzhen Co., Ltd.,Nanjing 210031, China
Abstract: According to the lap joint structure of the upper and lower sidewall panels of a stainless steel vehicle, the spot welding technology based on conductive sealant is adopted to realize the structural connection, and ensure the vehicle seal‐ ing. To verify the reliability of the procedure, the three types of lapping structure were carried out welding tests respectively by resistance spot welding based on conductive sealant. Then, tests on spot welded joint were carried out for the three types of lapping structure according to the product standard after welding,and the visual testing, shear testing, shear tensile testing, metallographic examination are included.Moreover, the test results of the dent size on the spot welded joint surface,nuggetdiameter,tensile shear force,cracks inside nugget,shrinkage hole were analyzed. The test results show that performance of re‐ sistance spot welded joint can meet the demands for the structure,and the resistance spot welding technology based on con‐ ductive sealant applied in the stainless steel carbody is feasible; and the spot welding parameters are verified reasonable, which can provide the data support for the resistance spot welding technology based on conductive sealant applied in the stainless steel carbody.
Keywords: resistance spot welding; conductive sealant; stainless steel carbody
引用格式:陳德強,王媛媛.預涂導電密封膠的軌道車輛不銹鋼車體電阻點焊工藝試驗[J].電焊機,2022,52(2):90-96.
Citation:CHENDeqiang, WANG Yuanyuan. Process Test of Resistance Spot Welding Based on Conductive Sealant for Stainless Steel Carbody of Railway Vehicle[J]. Electric Welding Machine, 2022, 52(2):90-96.
0? 前言
電阻點焊技術具有焊接質量穩定、焊接變形小、生產效率高、易于實現機械化和自動化等優點,廣泛應用于航空、航天、能源、電子、軌道車輛及輕工等行業[1-4]。尤其在軌道車輛無涂裝不銹鋼車體制造領域,電阻點焊已成為主要的連接技術。
由于電阻點焊存在分流現象,2個焊點之間應有一定的距離。如對于板厚2 mm的SUS301L不銹鋼材料,2個焊點之間的間距應在40 mm 以上[5]。對于不銹鋼車體外側位置,如車體側墻板采用上墻板、下墻板搭接方式通過電阻點焊連接,焊點之間的間距位置存在漏風、漏雨等密封隱患,無法滿足車輛在密封隔音降噪方面的設計要求。受應用成熟的汽車車身涂膠點焊技術啟發,將密封膠點焊引入到軌道車輛中。
目前,軌道車輛密封膠點焊技術研究還開展相對較少,有部分學者對其進行了研究。郭太吉[6]等人將密封膠點焊技術應用于0.6 mm+4 mm 差厚板組合搭接,認為密封膠受熱分解過程可以改變電流密度分布,進而影響熔核直徑和熔透深度;丁成鋼[7]等人從點焊接頭外觀、斷面檢驗、力學性能方面分析了涂密封膠對接頭性能的影響,得出涂抹密封膠后接頭的抗拉伸、剪切性能會略有下降的結論,但未涉及詳細試驗方法及參數;康麗齊[8]等人從1.5 mm+1.5 mm薄板組合搭接點焊試驗入手,并做了焊點性能試驗,結果表明導電密封膠對電阻點焊的焊接性能存在影響,但研究中只涉及了一種薄板搭接形式,存在局限性。綜合目前已有研究可知,板厚及搭接組合形式、焊接參數、密封膠型號等對焊點質量均存在不同程度的影響,需要進行更多的試驗研究。
中車浦鎮公司某海外不銹鋼車輛項目,側墻模塊為上墻板、下墻板搭接后與骨架點焊的結構,包含三種搭接結構。本文基于該車輛結構特點,對三種搭接結構進行預涂導電密封膠的電阻點焊工藝試驗研究,驗證該技術的可靠性,為具體應用到訂單項目提供支持,并且為涂導電密封膠的電阻點焊技術提供理論基礎及數據支持。
1?? 焊接試驗
1.1? 試驗工況分析
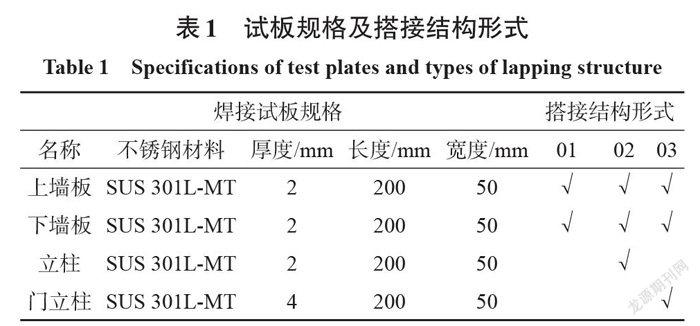
中車浦鎮公司海外不銹鋼車輛項目根據設計要求及材料性能,側墻板、立柱均采用2 mm 厚 SUS301L-MT 不銹鋼材料,門立柱采用4 mm 厚 SUS301L-MT不銹鋼材料,其屈服強度≥480 MPa,抗拉強度≥820 MPa,延伸率≥25%。
焊接結構形式有三種,分別為:上墻板、下墻板兩層板搭接點焊,上墻板、下墻板及立柱三層板搭接點焊,上墻板、下墻板及門立柱三層板搭接點焊。這三種搭接結構均須保證車體外側上墻板、下墻板之間的接觸面密封,以滿足車輛密封隔音降噪的設計要求。為此,采用基于導電密封膠的電阻點焊工藝,即在側墻上墻板、下墻板搭接面之間均預涂具有導電功能的導電密封膠,以保證焊點之間的間距位置密封。導電密封膠型號選用AT-S,其主要成分為耐熱性能優良的變性醇酸樹脂,加上無機物質、鋁粉末、特殊粘著劑制成,其中鋁粉末能使密封膠顯示出良好的導電性。
1.2? 焊接試件制備
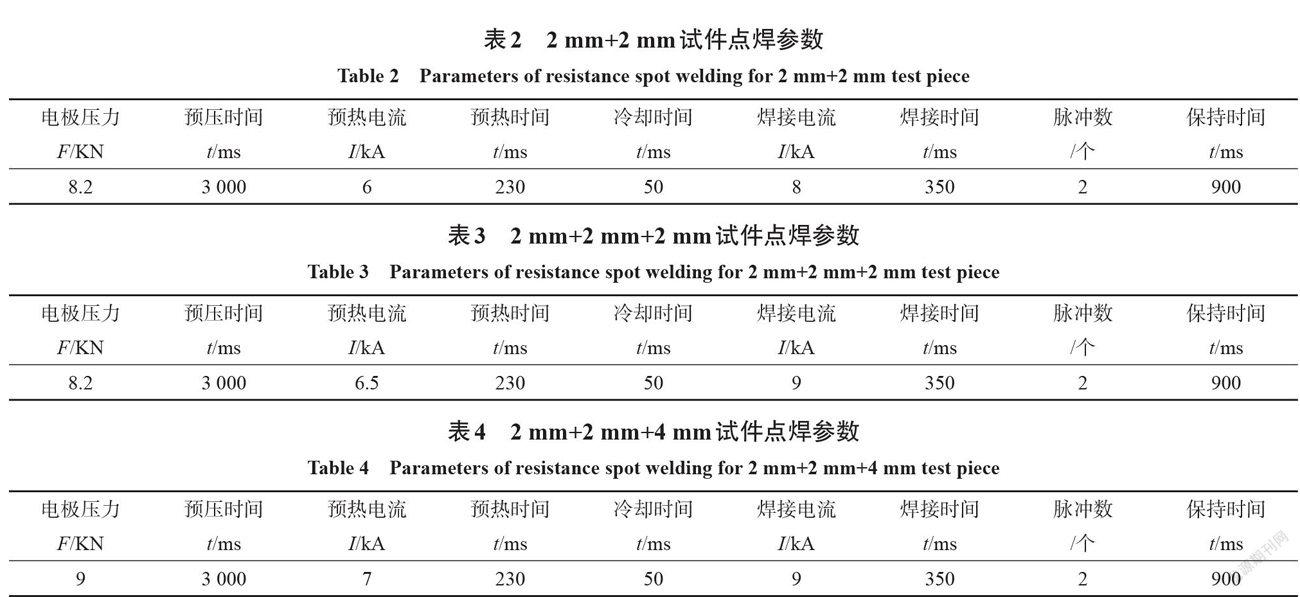
試板規格及搭接結構形式如表1所示,三組點焊搭接結構形式為2 mm+2 mm,2 mm+2 mm+2 mm,2 mm+2 mm+4 mm(分別對應表2中01,02,03)。每組搭接結構各制備23件試件,其中11件用于剝離試驗,11件用于拉伸試驗,1件用于宏觀金相檢驗。
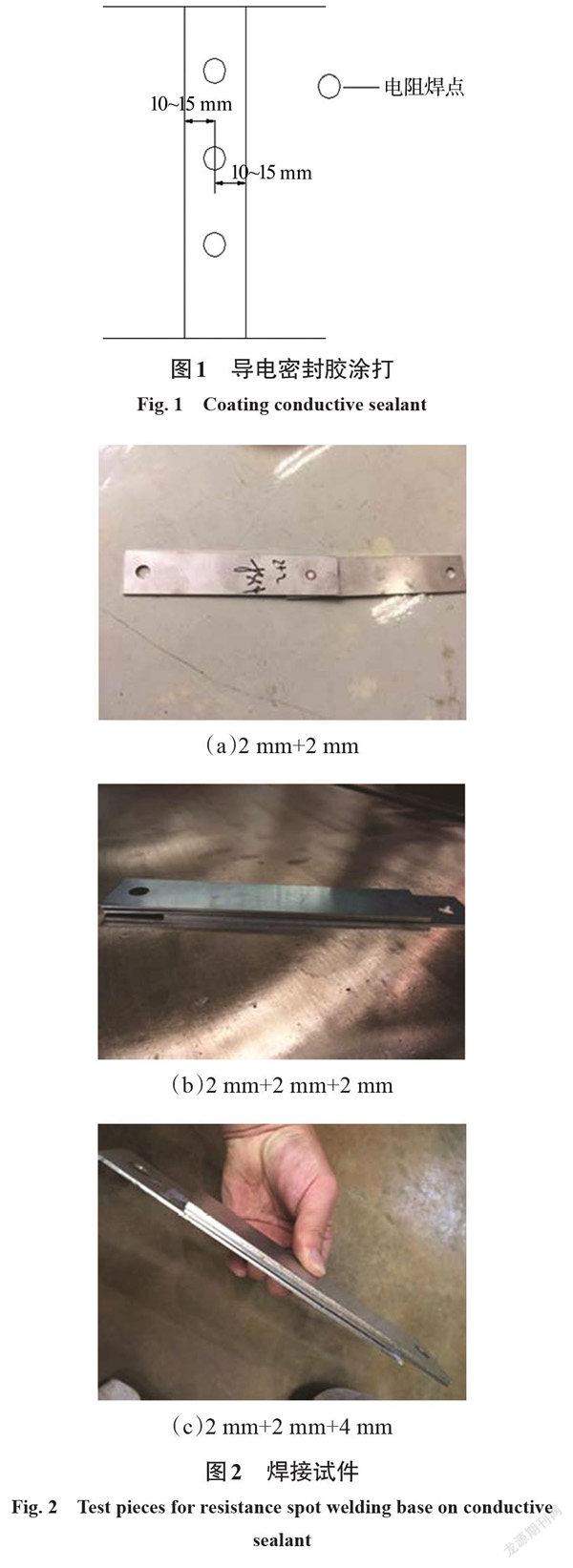
試件制備的重要一步是在試板之間預涂導電密封膠。先用丙酮將試板表面油脂等雜質清除干凈,以減少焊接過程中非導電物質對導電性的影響;再用工具將導電膠均勻地涂抹在試板上,在電阻點焊縱向排布中心涂膠,鋪展后的導電膠以電阻焊點為中心橫向輻射約10~15 mm 。導電密封膠的涂打示意如圖1所示。導電密封膠涂打后按照3種點焊搭接接頭形式組裝焊接試件,組裝好的試件如圖2所示。
1.3? 焊接設備
該不銹鋼項目側墻結構采用小模塊分別組焊,因此側墻板及立柱之間的焊接可以在面積小的銅臺單面電阻點焊機上進行,焊接方式是將側墻板平放在銅臺上,再鋪裝骨架,銅臺充當焊接工裝及焊接導體,可保證焊后側墻外表面美觀。銅臺單面點焊接示意如圖3所示。但是對于側墻板與門立柱之間的焊接,考慮到門立柱C字型斷面結構,采用銅臺單面點焊接空間不夠,故采用BC Robot1電阻點焊機器人,焊接示意如圖4所示。
根據ISO 15614-12標準[6],焊接試驗應使用與工藝規程測試相同的焊接設備類型,故搭接形式為2 mm+2 mm和2 mm+2 mm+2 mm的試件焊接采用銅臺單面電阻點焊機,電極頭材料為鉻銅合金,電極直徑Φ16 mm,電極帽端部呈球面,R100 mm。搭接形式為2 mm+2 mm+4 mm 的試件采用 BC Ro‐ bot1電阻點焊機器人,電極頭材料為鉻銅合金,電極直徑Φ19 mm,電極帽端部呈球面,R100 mm 。
1.4? 焊接過程
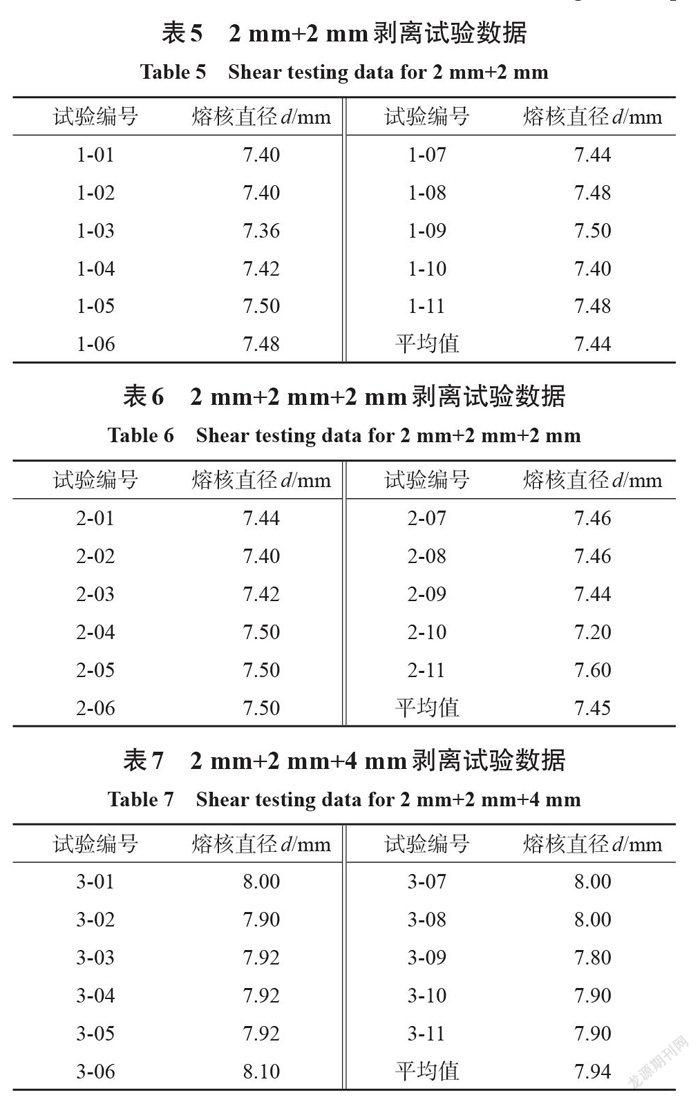
在點焊過程中,焊接電流、焊接時間和電極壓力是三個主要影響因素[1]。經多次設備調試,三種搭接結構優化后的點焊參數分別如表2~表4所示。由表可知,對于不同的板厚及搭接層數,電極壓力、預熱電流和焊接電流設定不同。
2? 點焊接頭試驗和結果分析
焊后根據ISO 15614-12標準[9]對三種搭接點焊接頭進行外觀檢驗、剝離試驗、剪切拉伸試驗和金相檢驗。
2.1? 外觀檢驗
對點焊后的所有試件進行100%目測檢查,包括焊核的外觀、形狀、表面缺陷等。根據EN 15085- 3標準[3]和軌道車輛產品規定有外觀要求的表面:,焊接痕跡(電極壓痕、環形加強斑痕、缺欠、熱變形等)不能超過單側板厚度的10%[10]。表面凹陷尺寸檢測結果≤0.2 mm,外觀檢驗滿足標準規定要求。
2.2? 剝離試驗
三種搭接形式試件中,各選取11件進行制樣,把其中一搭接板一端預先折彎,制作成可易于在剝離機上夾緊的試樣,經機械矯正,在剝離機上進行剝離試驗,如圖5所示。
三種搭接結構剝離后的試件如圖6所示。用游標卡尺測量試件熔核直徑,結果如表5~表7所示。
由表可知,三種搭接結構試件的單個熔核直徑和平均值均滿足標準[5]中要求的7 mm。
2.3? 剪切拉伸試驗
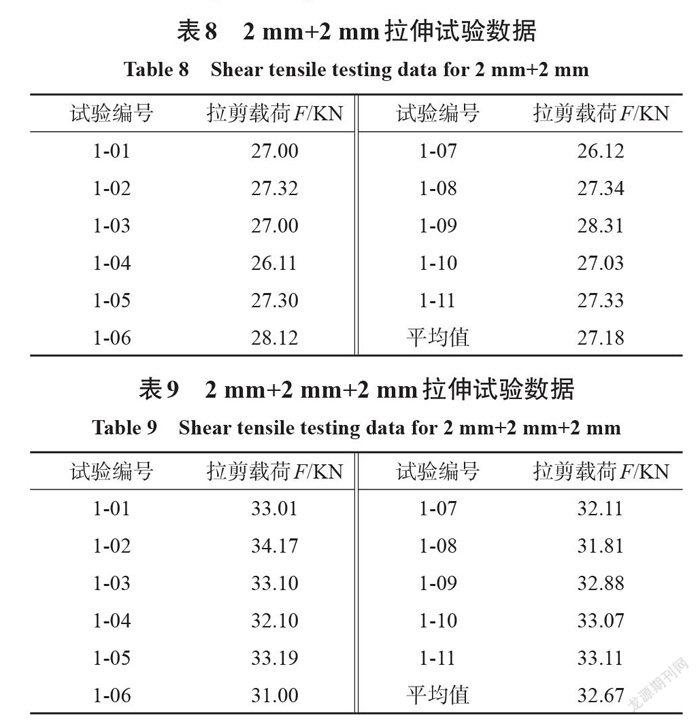
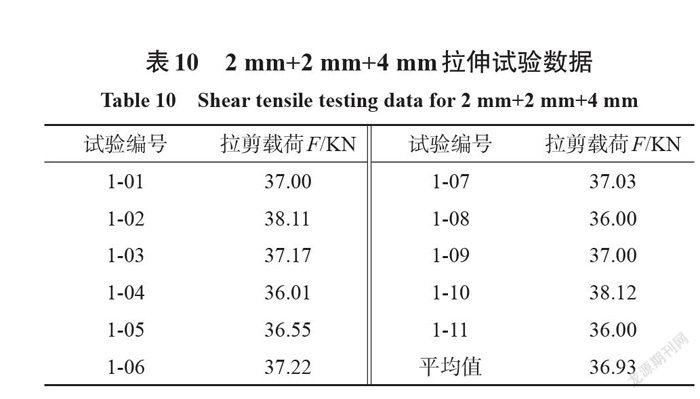
將拉伸試件夾緊在CMT5205微機控制萬能試驗機上,在室溫下進行拉伸剪切試驗。拉斷后試件如圖7所示,三種試驗數據如表8~表10所示,可以看出,預涂導電膠電阻點焊拉伸力值均高于標準[5]要求的17 kN。
2.4? 金相檢驗
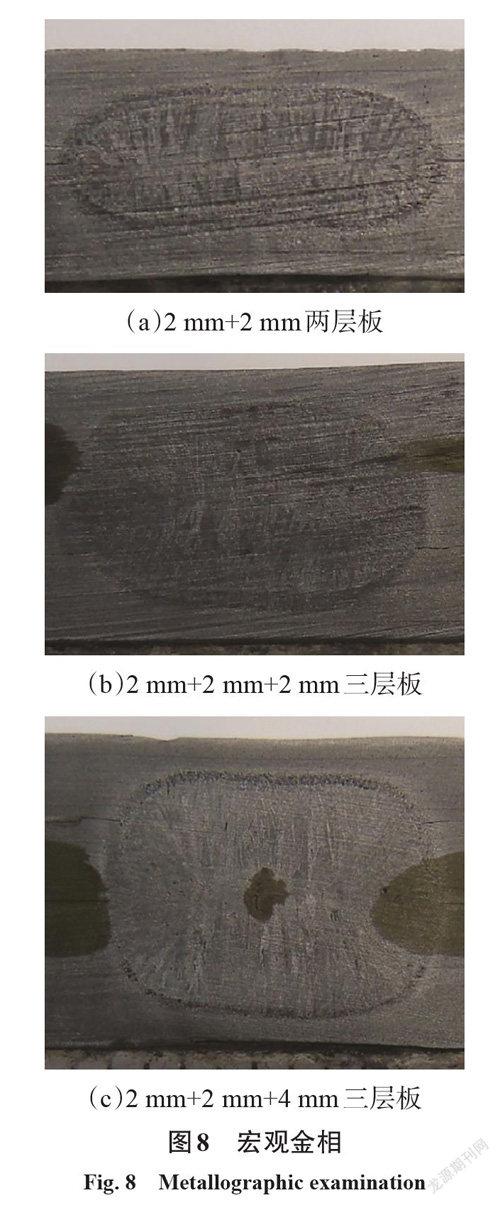
金相檢驗時,先選擇一個通過焊點中心并垂直于板表面的截面,采用機加工方法在該截面位置截斷試件獲取斷面,研磨后放入10倍刻度放大鏡酸洗容器(溶液為5%硝酸酒精)進行腐蝕,檢測熔核內部有無裂紋、氣孔、夾雜、縮孔等缺陷。三種搭接結構試件熔核宏觀金相如圖8所示。軌道車輛產品要求熔核厚度達到金屬薄板厚度的30%~90%,允許熔核中心部位出現裂紋(最大不超過熔核直徑的1/2),允許在熔核中心部位出現氣孔(最大不超過熔核直徑的1/2)[5,10]。對試驗結果進行評定,宏觀金相熔核合格,無縮孔等缺陷,符合產品要求。
3? 結論
(1)添加金屬粉末如鋁粉末的密封膠具有導電性,可以實現整個電阻點焊過程。在焊件接觸面之間預涂密封膠,與未涂密封膠相比,盡管會加大整個焊接回路整體電阻,使導電性能下降,但是通過調整優化焊接參數,能較好實現點焊過程。
(2)對預涂導電密封膠的電阻點焊接頭進行一系列試驗,包括外觀檢驗、剝離試驗、拉伸試驗、宏觀金相檢驗等,結果表明,焊點剝離直徑滿足標準要求,拉剪載荷高于標準值,宏觀金相無缺陷,接頭性能滿足標準要求。通過試驗證明,與未涂密封膠相比,涂密封膠盡管會降低焊點力學性能,但都符合標準要求,滿足產品設計要求,導電密封膠的電阻點焊技術是可行的,可用于項目生產。。
(3)針對三種搭接結構接觸面間預涂導電密封膠,通過調整焊接參數,能較好地實現點焊過程。焊接參數可為預涂密封膠的電阻點焊技術在不銹鋼車輛中的應用提供數據支持。
(4)預涂密封膠的電阻點焊既能實現車輛密封要求,又能滿足產品焊接性能要求。對于車外有搭接結構的不銹鋼車輛,基于導電密封膠的電阻點焊技術可以作為一種車體常用的焊接方法。
(5)未來對于涂密封膠進行電阻點焊的焊接參數設計及其優化還需進一步研究,以達到降低密封膠的影響,進一步提升焊接接頭性能的目的。
參考文獻:
[1]梅文搏,徐艷麗,賈鵬,等.6 mm厚 SUS301L- DLT 不銹鋼電阻點焊工藝[J].電焊機,2018,48(03):371-374.
MEI Wenbo,XU Yanli,JIA Peng,et al. Research on SUS301L-DLT stainless steel of 6 mm resistance spot welding process[J].Electric Welding Machine,2018,48(3):371-374.
[2]劉永剛,韓曉輝,馬明菊,等.軌道車輛不銹鋼車體電阻點焊缺陷產生及預防工藝[J].電焊機,2012,42(04):97-99.
LIU Yong gang,HAN Xiao hui,MA Ming ju,et al. Study on production and prevention of defects in resis‐ tance spot welding for stainless steel carbody of rail ve‐ hicle[J]. Electric Welding Machine,2012,42(4):97-99.
[3]康麗齊,梁辰,魏良,等.表面不涂裝不銹鋼車體點焊試驗技術研究[J].城市軌道交通研究,2018(2):61-63. KANG Liqi,LIANG Chen,WEI Liang,et al. Experi‐ mental Study on Spot Welding Test of Stainless Steel Vehicle Without Surface Coating[J].Urban Mass Tran‐ sit,2018(2):61-63.
[4]張龍.SUS304不銹鋼板的膠接點焊及接頭疲勞強度分析[D].云南:昆明理工大學,2017.
Zhanglong. Spot? Weld? Bonding? on? SUS304 Stainless Steel? Sheets? and? Fatigue? Strength Analyses? of Joints [D]. KunMing:Kunming? University? of? Science? and Technology.
[5] EN 15085-3,鐵路應用-鐵道車輛和部件的焊接-第3部分-設計要求[S].EN 15085-3,Railway applications - Welding of rollingstock and components-Part 3-Design requirements[S].
[6]郭太吉,張慶鑫,孫曉光,等.密封膠對差厚不銹鋼板電阻點焊接頭的影響[J].中國機械工程,2018,29(24):3009-3013.
Guo Taiji,Zhang Qingxin,SUN xiaoguang,etal.Influ‐ ence of Adhesive Sealant on Resistance Spot Welding of Stainles? Steel Sheets with Different Thickness[J]. China mechanical Engineering,2018,29(24):3009-3013.
[7]丁成鋼,史春元,都本剛,等. SUS301L不銹鋼電阻點焊工藝研究[J].焊接,2006,35(11):28-29.
Ding? Chenggang,Shi? Chunyuan,Du? Bengang,etal. StudyonSpot? WelingProcessof? StainlessSteel SUS301Ls[J].Welding,2006,35(11):28-29.
[8]康麗齊,孫志鵬,王香,等.導電密封膠對不銹鋼車體電阻點焊焊接性能影響研究[J].城市軌道交通研究,2020(2):8-11.
KANG? Liqi,SUN? Zhipeng,WANG? Xiang,etal. Re‐ search on the Influence of Conductive? Sealant on theResistance Spot Welding Performance ofStainless Steel Vehicle Body[J].Urban mass transit,2020(2):8-11.
[9] ISO 15614-12,金屬材料焊接工藝規程與條件—焊接測試工藝規程-第12部分:點焊,縫焊和凸焊[S].???? ??ISO 15614-12,Welding? procedure? specification? and conditions for metallic materials—Welding test proce‐ dure specification - Part 12:Spot,seam and projection weldings[S].
[10]葉結和,李振江.軌道車輛不銹鋼電阻點焊工藝試驗[J].電焊機,2015,45(1):137-140.
YE Jiehe,LI Zhenjiang. Process test of stainless steel resistance? spot? welding? for? rail? vehicles[J]. Electric Welding Machine,2015,45(1):137-140.
編輯部網址:http://www.71dhj.com
