典型閥門閥體多向模鍛成形工藝及應用
2022-04-11 06:17:34宋昌哲胡艷軍中冶重工唐山有限公司河北省重型裝備預應力制造技術創新中心
鍛造與沖壓 2022年7期
多向模鍛是指在閉式模腔內對坯料施加工藝力,進行多方向聯合擠壓、鍛造成形的一種模鍛方法。采用多向模鍛技術可一次成形帶內空腔、外枝丫或具有凹凸外形的復雜結構鍛件,成形的鍛件形狀復雜、尺寸精確,接近成品零件。閥門是各行業及生產生活中常見的一種基礎性零件,目前在電力、石油化工、核電、航空、國防等領域有廣泛應用,隨著技術的發展這些領域對閥門閥體的制造工藝及質量等級提出了更高的要求,因此多向模鍛成形工藝作為鍛造閥體的最佳工藝方法,越來越受到閥體制造加工企業的重視。三通閥體、帶主法蘭閥體、帶側法蘭閥體是最常見的三種閥體結構形式,本文對其成形工藝過程及應用進行了分析和闡述。
三通閥體鍛件成形工藝
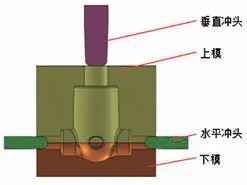
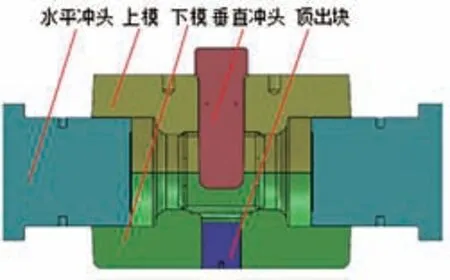
三通閥體鍛件(圖1)的垂直脖孔腔較深且內徑大于水平脖孔腔。該類鍛件采用多向模鍛工藝成形時可直接鍛造出垂直及水平方向的孔腔,一般采用水平分模工藝。鍛件成形過程所需要的合模載荷由合模缸提供,垂直穿孔載荷由垂直缸提供,水平穿孔載荷由水平缸提供,為保證鍛件的整體充填效果,水平穿孔一般采用壓力控制方式。三通閥體鍛件成形用模具結構示意圖如圖2 所示,成形過程對坯料進行鐓擠,重點關注材料流動及分配情況,保證金屬充滿模具型腔。

三通類閥體鍛件鍛造成形工藝如下:
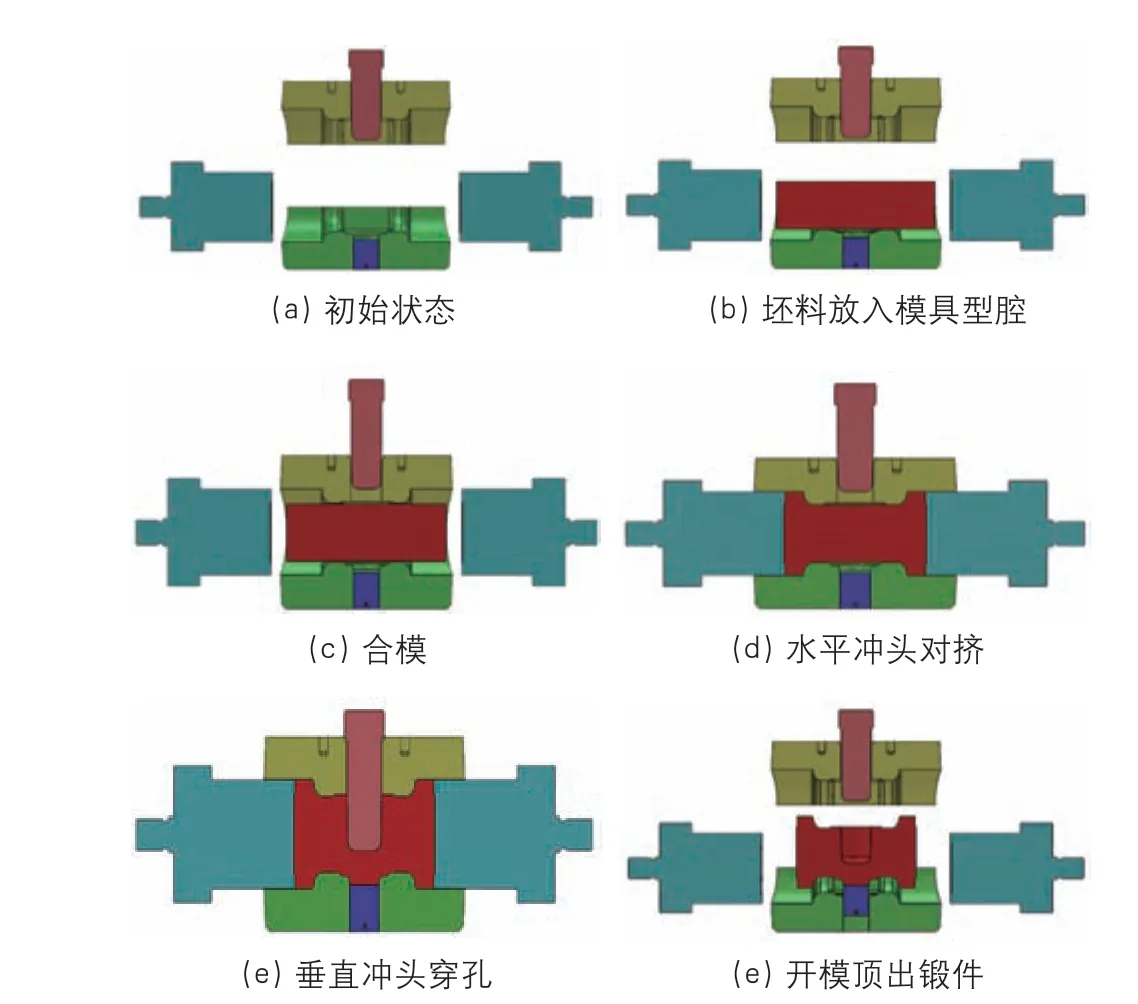
⑴鍛件成形用坯料加熱到始鍛溫度,該類鍛件主要材質為ASTM、A105、F11、F22 等,一般始鍛溫度不大于1200℃,模具預熱溫度為200℃。鍛造前對模具進行潤滑,上模、垂直沖頭及水平沖頭開模至設定位置,具體如圖3(a)所示。
⑵坯料從分模面處垂直放入下模型腔,如圖3(b)所示。
由圖2可知,實體煤和支架控頂作用明顯,頂板下沉量小,受充實率的影響小。充填體控頂作用受充實率影響明顯,頂板下沉量隨著充實率的增大而降低,當充實率為 60%,70%,80%,90%,95%,100%時,待充區工作 面 頂 板 下 沉 量 分 別 為 1m,0.78m,0.55m,0.33m,0.20m,0.11m。充實率受材料特性、工藝等因素影響,一般充實率達到90%以上可以滿足工作面所能承受頂板下沉量的要求。
⑶坯料放入模具型腔后,垂直沖頭開始向下運行,對坯料進行鐓粗和擠壓,在此過程中水平缸對左模、右模提供壓力,防止左、右模脹模。垂直沖頭應采用壓力控制,垂直沖頭到達設定壓力,金屬填滿模具型腔時,停止向下運行,見圖7(c)。
⑷垂直沖頭下行對金屬進行擠壓,擠壓到位后,鍛件垂直孔腔成形結束,如圖3(d)所示。
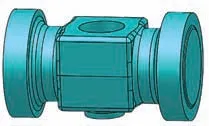
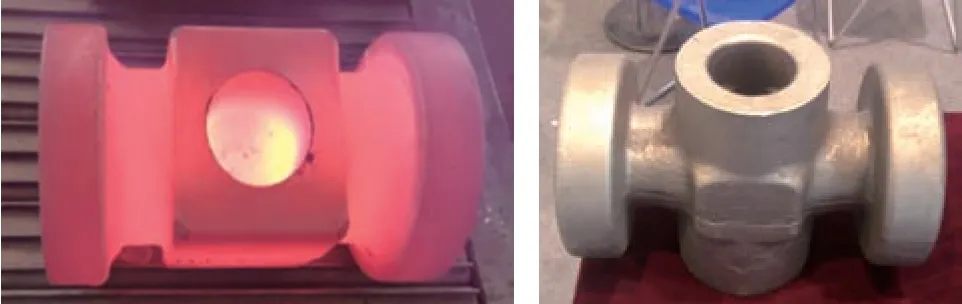
此類閥體鍛件主要用于核電、火電等領域,具有較高的耐高溫高壓、優秀的耐應力腐蝕能力,根據使用環境和用戶需求,此類鍛件分為不同的通徑或磅級,外觀形狀略有差異,主要產品見圖4。
新華社記者:“退”有許多性質,有急流勇退,也有功成身退,有以退為進,也有退而不休,您覺得您屬于哪一種?
⑸水平沖頭對向擠壓至金屬完全充滿模具型腔,為保證鍛件的合格率,水平沖頭一般也采用壓力控制方式,如圖3(e)所示。
⑹水平沖頭回程,與鍛件水平孔腔分離,如圖3(f)所示。
⑺垂直沖頭回程,與鍛件垂直孔腔分離,如圖3(g)所示。
該類帶主法蘭閥體鍛件的垂直孔徑大、帶法蘭,左右水平孔徑較小且對稱,主要用于核電、火電,主要產品見圖8。

⑼下頂出鍛件,將鍛件從模具型腔移出,然后對模具進行冷卻潤滑,此時模具位置如圖3(i)所示。
1.1 病例資料 本研究對2012年8月至2014年9月在西京醫院泌尿外科確診的38例轉移性腎癌患者臨床資料進行回顧性分析。其中男性14例,女性24例;年齡27~78歲,中位年齡55歲。38例均經病理證實為腎透明細胞癌,腫瘤TNM分期均為IV期;腫瘤遠處轉移至肺32例,肝3例,骨8例,腹腔淋巴結5例;轉移淋巴結數目1個3例,2個10例,3個22例,4個及以上9例。美國東部腫瘤協作組(Eastern Cooperative Oncology Group,ECOG)體能狀態評分0分者10例,1分者15例,2分者8例,3分者5例。
為了證明三角函數神經網絡分析諧波的優越性,將其與FFT進行對比,仿真結果如圖3至圖6所示。由圖3至圖6可以看出,三角函數神經網絡和FFT均能夠跟蹤基波和其他各個分量的幅值和相角,但FFT需要至少一個周期(0.02 s)才能得出計算結果,而三角函數神經網絡只需要半個周期(0.01 s)就可以跟蹤到相應的幅值和相角,將有助于電力系統的實時檢測和快速保護。與FFT控制下的波形相比,三角函數神經網絡能夠快速地跟蹤到實際電流信號的各個分量。

帶主法蘭閥門閥體鍛件成形工藝
(3)坯料放入模具型腔后,上模快速下行與下模合模,見圖11(c)。

帶主法蘭鍛件鍛造成形工藝如下:
(2)坯料從分模面上方橫放入下模型腔,見圖11(b)。
⑵坯料從左模、右模上端孔腔放入模具型腔,見圖7(b)。
⑶坯料放入模具型腔后,上模開始下行,對坯料進行鐓粗,運行至與分模面接觸。一般上模采用壓力控制方式,以保證金屬充填型腔及上模不脹模,如圖3(c)所示。
⑷垂直沖頭回程,與鍛件分離,見圖7(d)。
⑸左模、右模回程,與鍛件分離,見圖7(e)。
⑹下頂出鍛件,將鍛件從模具型腔移出,然后對模具進行冷卻潤滑,此時模具位置見圖7(f)。
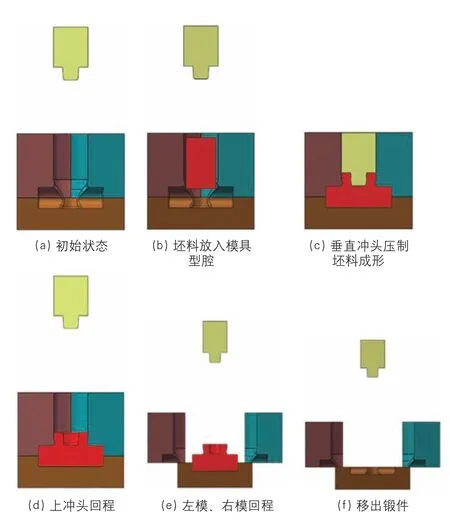
⑻上模回程,與鍛件分離,如圖3(h)所示。

帶側法蘭閥門閥體鍛件成形工藝
兩側帶法蘭鍛件形狀見圖9,鍛件主體為四棱臺,兩側帶有較大法蘭,此類鍛件水平脖部分較法蘭盤細、坯料流動阻力大,端部坯料溫降大,容易充填不滿。該類鍛件一般采用水平分模工藝,為使水平法蘭能夠成形飽滿,采用水平沖頭成形法蘭。鍛件成形過程所需要的合模載荷由合模缸提供,垂直孔腔由垂直穿孔缸提供垂直穿孔力,兩側法蘭由水平缸提供成形力,具體模具結構示意圖見圖10。
兩側帶法蘭鍛件成形過程如下:
(1)鍛件鍛前準備參考三通閥體,模具初始位置見圖11(a)。


⑴鍛件鍛前準備參考三通閥體,模具初始位置見圖7(a)。
他問唐玉煙,為什么能做出這么好的菜,唐玉煙一笑,道:“我和師父在一個叫做鬼谷的地方,隱居生活了五年,期間,每一頓飯都是由我來做,所以早就練出來了。”
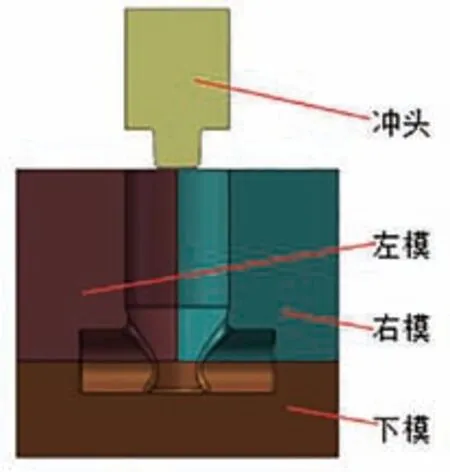
帶主法蘭鍛件形狀見圖5,鍛件中體帶有法蘭,鍛件上大下小,該類鍛件必須采用水平分模工藝。垂直分模時,鍛件成形過程所需要的合模載荷由水平缸提供。為降低合模載荷,帶主法蘭閥體鍛件成形用模具可采用復合分模形式,具體模具結構示意圖如圖6所示,左模、右模與液壓機水平缸連接,提供左右載荷,垂直沖頭與中心缸載荷,對坯料進行鐓擠,保證金屬填充滿模具型腔,是否成形水平孔可根據用戶需求,增加輔助穿孔裝置。
(4)合模后,水平沖頭對向擠壓坯料成形兩側法蘭,見圖11(d)。
變異操作為抗體的迭代產生潛在的個體,實現全局搜索.ICSA-ECOC方法基于樣本數據設計了不同的變異操作.
(5)水平沖頭到位后保持壓力不變,垂直沖頭下行穿孔,同時使鍛件中間主體填充飽滿,見圖11(e)。
枸杞子藥材中12種有機酸類成分含量測定與分析…………………………………………………… 李佳興等(24):3344
(6)水平沖頭和上模依次回程,頂出塊通過下頂出缸將鍛件頂出下模,將鍛件從模具型腔移出,見圖11(f)。
③通過響應面試驗設計統計分析得到可靠性較高的二次響應面回歸模型,并預測最佳工藝參數:對于固態發酵551H,發酵時間27 h,固態培養基組成/固液比值2.125,發酵溫度25℃,接種量10%;對于固態發酵552H,發酵時間48 h,固態培養基組成/固液比值1.5,發酵溫度30℃,接種量3%,驗證試驗證明該參數可行。
該類鍛件主要應用于石油化工領域,可消除閥體和法蘭對接焊產生的質量缺陷,閥體的各項機械性能穩定,主要產品見圖12。
國家經濟發展的大環境決定了中小企業是否能夠長遠地發展下去。在具體的發展過程中,必須要形成全面有效的經濟環境分析,確保與企業自身內部控制相適應。
結束語
近年來,多向模鍛技術和裝備在國內發展迅速,很多企業都在推廣和應用該項技術,行業也開始重視多向模鍛技術的發展,該技術的工業化瓶頸問題正在逐步解決,已具備規模推廣的條件。本文根據我公司多向模鍛設備情況及生產經驗,總結分析了三種成熟的典型閥門閥體多向模鍛成形制造工藝,通過采用不同的成形方式和模具結構形式,配合多向模鍛主機設備,可設計成形制造多種結構復雜鍛件。
猜你喜歡
美與時代·美術學刊(2022年3期)2022-04-27 01:18:15
山東冶金(2019年6期)2020-01-06 07:45:54
火花(2019年12期)2019-12-26 01:00:28
世界農藥(2019年2期)2019-07-13 05:55:12
人大建設(2019年12期)2019-05-21 02:55:32
學苑創造·A版(2015年11期)2016-01-14 09:03:27
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
