接觸網吊弦自動化生產線研究
2022-04-20 10:42:04吳飛
鐵道建筑技術 2022年2期
吳 飛
(中鐵十一局集團電務工程有限公司 湖北武漢 430074)
1 引言
在鐵路工程建設過程中,為保證接觸網的彈性均勻,接觸網均采用彈性鏈型懸掛方式[1]。彈性鏈型懸掛安裝是接觸網施工的重要組成部分,彈性鏈型懸掛接觸網因直接與機車受電弓接觸并對機車進行供電,其安裝質量是保證弓網受流穩定可靠的決定性因素。彈性鏈型懸掛安裝過程中,必須進行精細化施工,對各組成部分的現場測量、計算、預配、安裝等環節進行嚴格控制。接觸網施工質量的保障依賴的是吊弦預配的精準控制,目前國內吊弦預配基本采用人工預配方式[2]進行,無法對吊弦預配參數做到標準化。隨著高速鐵路標準的提高,人工預配難以滿足高速鐵路接觸網的更高工藝要求[3]。
為進一步縮短施工工期,實現接觸網安裝精準化、標準化,提高接觸網專業的智能化、機械化水平,形成完整的鐵路接觸網自動化預配裝備,開展接觸網吊弦自動化生產線研究。結合人工預配吊弦經驗,研制自動化、智能化、柔性化吊弦預制平臺,平臺能實現自動進料、自動穿入壓接管、自動壓接銅鼻子和壓接管、按照預配長度要求自動精準拉伸銅合金絞線,解決人工預配吊弦帶來的隨機誤差及壓接壓力不達標等質量問題,實現吊弦預制高效自動化[4-5]。
2 接觸網吊弦自動化預配生產線
接觸網吊弦自動化預配生產線(如圖1所示)主要包含自動送線、自動剪切、自動上料、自動壓接等模塊,能實現自動進料(銅合金絞線)、自動穿入壓接管、自動壓接銅鼻子和壓接管、按照預配長度要求自動精準拉伸銅合金絞線,解決人工預配吊弦帶來的隨機誤差及壓接壓力不達標等質量問題。
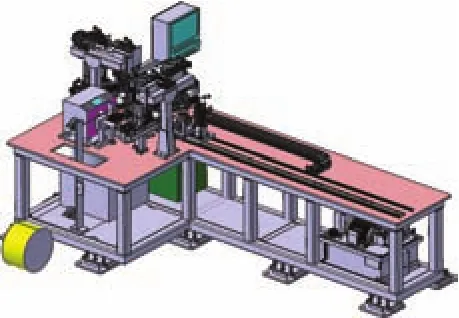
圖1 吊弦預制生產線
2.1 盤絲進料機構
吊弦預制生產線的盤絲進料機構(如圖2所示)是吊弦銅合金絞線進入吊弦預制平臺后經過的第一道機構。將銅合金絞線原材料自動導引到運行槽道內,并做勻速運動,當運動到相應槽道區間的銅合金絞線長度達到預設好的預配長度后,液壓鋼絲鉗自動截斷銅合金導線,完成第一步的進料步驟。
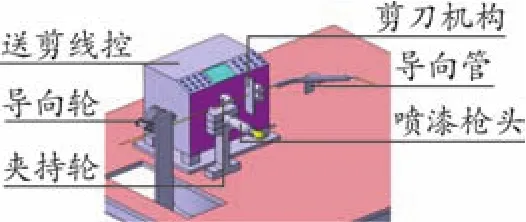
圖2 盤絲進料機構
2.2 固定端繞絲機構
在吊弦預制過程中,銅合金絞線運行通過盤絲進料機構后即進入固定端繞絲機構(如圖3所示),固定端繞絲機構的作用在于將吊弦銅合金絞線通過一個水滴形滑道實現其運行路徑的平緩掉頭,從而繞過心形環并拉緊纏繞,實現固定端心形環的預配安裝。

圖3 固定端繞絲機構
通過傳感器與限位結構和銅合金絞線位置控制結構聯動,實現吊弦銅合金絞線運動至相應位置觸發光纖傳感器后,動作機構立即完成設定的動作,使吊弦銅合金絞線在預設的軌跡內實現在繞絲機構中180°轉向形成一個圓形軌跡。銅合金絞線運動到指定位置后,液壓鉗按照壓力要求,壓接好鉗壓管。
2.3 自動上料及壓接機構
傳統的吊弦人工預配時,人工作業強度最大的工序是鉗壓管及心形環的壓接過程。本生產線通過采用驅動油缸、驅動氣缸、限位氣缸、驅動送線機構、導向氣缸完成心形環及鉗壓管的自動上料(如圖4所示)。當吊弦銅合金絞線在伺服電機的牽引下到達預定位置后,設備自動進行對鉗壓管的壓接[6]。

圖4 自動上料機構
3 生產線結構優化研究
3.1 送剪線控及剪刀機研究
吊弦預配過程中,由于吊弦線為銅合金絞線,在剪切過程中,難點在于其切口的平整度難以保證;由多股銅合金編制而成的銅合金絞線在剪切受力后極易發生散股現象。為了解決吊弦線端頭散股導致吊弦線不能順利通過水滴形滑道的問題,課題組對吊弦線剪刀口咬合形狀進行優化。通過大量現場試驗,最終選擇菱形雙向剪切刀口[7]代替雙向平行剪切刀口(如圖5所示),以保證吊弦線剪切的平整度,避免吊弦線端頭出現炸裂、散股現象。
圖5 剪刀機刀刃造型優化示意
通過對剪刀機刀刃造型進行優化,將初定的一字型刀刃改為菱形刀刃,成功實現剪切后的吊弦銅合金絞線切口整齊,有效避免了銅合金絞線散股現象。
3.2 繞絲結構路徑優化研究
繞絲結構是完成吊弦銅合金絞線180°掉頭的關鍵結構,吊弦銅合金絞線的運行路徑設置為半圓形+兩處直邊。在試驗過程中,發現在圓弧段與直線段銜接的部位,銅合金絞線轉向時存在轉向角度過大、轉向不平順的問題,導致小部分試驗樣品出現銅合金絞線散股現象,無法滿足實際工程項目對吊弦預制的要求。
針對銅合金絞線散股現象,提出了由直線段漸變至最小轉彎半徑的優化方案,使吊弦銅合金絞線運行路徑近似于水滴形(結構優化如圖6所示),實現吊弦銅合金絞線在行進過程中平滑順暢,有效避免了因銅合金絞線與零件側壁碰撞而發生銅合金絞線散股,可實現繞絲結構的預期功能。

圖6 固定端繞絲機構優化示意
3.3 液壓站輸出壓力值研究
傳統的人工吊弦鉗壓管壓接主要采用專用的壓接鉗人工進行壓接,壓接力度主要根據作業人員對壓接效果的主觀判斷,根據規范要求,滿足壓接后的滑動荷載符合電氣化鐵路接觸網零部件(TB/T 2075.1—2075.23)的要求,并且吊弦預配應該無散股及斷股現象(吊弦結構如圖7所示)。

圖7 吊弦結構
在吊弦生產線研發過程中,液壓站輸出壓力主要采取模擬試驗的方式進行調試,其壓接完成后鉗壓管與吊弦銅合金絞線之間的滑動荷載主要由壓接模具的造型決定,液壓站輸出壓力值能夠實現將壓接端部左右模具完全壓合即可。根據多次模擬試驗,當選定液壓站輸出壓力值為7 kN時,不損傷吊弦銅合金絞線,不出現銅合金絞線斷股、散股等現象,滿足鉗壓管壓制要求。
4 預制生產線控制系統研究
吊弦預制生產線各機構間的系統控制由PLC控制元件完成,預制生產線控制系統操作界面集成在預制平臺的工業控制屏上[8-9]。可實現網絡狀態監控、數據導入、生產控制、待生產數據修改、查看歷史生產數據等實用功能(系統操作界面如圖8所示)。

圖8 控制系統主界面
控制系統采用交互式和易于感應的窗口,盡量避免使用模態對話框,方便作業人員操作。整體界面功能模塊簡潔明了,點擊菜單欄內的對應區域便可在下方直觀顯示相關內容,省去了返回、退出等繁瑣操作。
控制系統具有數據導入、預配數據實時監控、歷史數據查詢、上料警示等功能,可實現預配數據的全過程監控,有效保證接觸網工程質量[10]。
5 吊弦線預配質量控制
5.1 預配平臺試運行
預配平臺啟動前應對整體安裝情況進行全面檢查,確保各組件按要求安裝到位,檢查電線是否存在破皮等不利現象。
預配平臺開始預配施工前,先在低速模式下進行試運行,完成設備的預熱和故障排查。預配平臺狀態確認無誤后,方可進行上料預配。設備運轉過程中,操作者不得身靠平臺。
試運行過程中,作業人員需觀察銅合金絞線自動上料是否順暢。設備運行過程中若發現設備上有異物,不得在設備運行狀態下直接用手進行清理,清理前應先進行設備關機操作。設備運行過程中不得用手觸摸各傳動部位。
吊弦平臺試運行工作完成后應進行試加工,確認設備工作情況正常、預制吊弦數據與預設數據匹配后,方可開始大規模預制加工。
5.2 吊弦線預配過程控制
吊弦線預制作業過程中,作業人員應密切注意各預制原材料剩余量,各原材料耗盡之前應及時補充材料。添加銅合金絞線材料時,應在設備關機后進行。預制平臺運行過程中,作業人員應密切關注設備各部位潤滑情況,應及時補充潤滑油;進行補油操作前,應先對設備進行關機操作。當遇到特殊情況,作業人員需離開吊弦預制現場時,應當有能力與經驗可以勝任的作業人員輪班。若不能滿足作業人員輪班看守,作業人員離開預配現場前,應對吊弦預配平臺進行關機、斷電操作。
5.3 吊弦預配復核
完成吊弦預制施工后,應當對吊弦預制成果進行抽樣檢查,著重檢查鉗壓管壓接質量,以及心形環與吊弦銅合金絞線是否密貼牢固。同時還應檢查吊弦長度以及銅合金絞線表面是否存在磨損,銅合金絞線是否存在散股、斷股等現象[11-12]。
6 結束語
接觸網吊弦自動化生產線利用油壓缸、伺服電機及系統、氣路、PLC控制系統,實現了吊弦預配準確、自動上料,制作過程工藝質量可控、標準統一、可數據化追溯、過程監控等,實現預配過程全自動化,預配誤差±1 mm,預配效率80 s/條,可滿足項目實際需求,并能提升生產效率和質量控制。