制造公差對e型彈條模態頻率的影響分析
2022-04-26 06:00:10楊程亮
山西建筑 2022年9期
楊程亮
(中鐵第五勘察設計院集團有限公司,北京 102600)
1 概述
鋼軌扣件是軌道結構的主要組成部分,是聯結鋼軌與軌下基礎的重要部件。扣件具有保持和調整軌距、軌向,提供縱向阻力,提供彈性,增大軌道框架剛度,提供軌道絕緣,調整軌道高低位置等功能[1]。在列車高速運行的軌道上,彈條經常會出現斷裂失效現象,從而導致輪軌的作用力加劇,加速車輛和軌道各部件的破壞,嚴重影響行車安全。
針對扣件系統中的彈條斷裂,國內外眾多學者進行了研究。郭和平等[2]通過斷口宏微觀觀察、金相組織檢查、硬度檢查、化學成分檢測對彈條斷裂進行了原因分析,分析表明彈條疲勞斷裂的原因是由于表面質量差和表面脫碳層造成的。胡曉輝等[3-4]采用硬度測定、化學分析、斷口掃描和金相檢驗方法,得出導致彈條發生脆斷的原因是由于彈條熱處理不當。鄧玉萍[5]通過對Ⅱ型扣件彈條進行分析研究得出,在熱處理參數選擇合適,成型方法合理的條件下,造成Ⅱ型彈條崩裂的根本原因是原材料表面存在折疊和裂紋,并提出采用渦流探傷技術可有效保證原材料的使用質量,避免Ⅱ型彈條崩裂的發生。薛濤等[6]通過對現場收集的失效斷裂樣品進行斷口分析和材料因素分析,研究結果發現:彈條扣件熱成型及熱處理工藝、薄弱區內的夾雜物是造成彈條扣件斷裂的主要原因。王振等[7-8]通過分析Ⅲ型扣件彈條和SKL15扣件彈條,研究結果發現:彈條表面組織的脫碳層、應力集中、表面缺陷、材料疏松、彈條與其他各零部件之間的摩擦磨損是彈條失效的原因。肖宏等[9]通過分析研究彈條的模態振型和諧響應特性之間關系(自由狀態和服役狀態下),研究結果表明:在某地鐵線路鋼軌波磨地段,服役狀態下的彈條在受到外界一定頻率的激擾,會引發彈條共振,繼而導致彈條折斷。肖俊恒等[10]分析了鋼軌波磨和車輪多邊形磨耗引起的輪軌高頻激勵,揭示了輪軌激勵與彈條固有頻率接近時引起彈條共振從而導致斷裂的機理。谷永磊[11]通過對扣件進行現場測試發現,列車以300 km/h的速度通過125 mm~160 mm波長的波磨線路時,扣件彈條的垂向固有頻率(500 Hz~650 Hz)與扣件作用力峰值頻率(550 Hz~600 Hz)吻合,在此條件下易導致扣件彈條發生共振,從而引發扣件彈條疲勞損傷。胡婷婷等[12]通過建立科隆蛋扣件模型計算發現,為避免扣件彈條斷裂,建議后拱內側與鐵座支座距離d不宜小于2 mm。
綜上可以看出,許多學者從材料與加工工藝、模態分析方面揭示了彈條斷裂機理[13],但鮮有學者研究兩者之間的關系。因此本文從彈條制造公差與固有振動特性之間的關系出發,為研究輪軌之間相互作用及解決彈條斷裂問題提供依據,為既有彈條的優化設計及新型彈條的設計開發提供理論支撐。
2 有限元分析模型
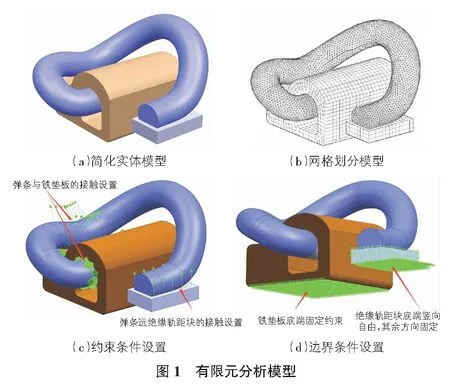
為了得到精確的計算結果,根據圖紙建立了鐵墊板、絕緣軌距塊和Ⅲ型彈條的簡化實體模型,通過網格劃分、約束條件及邊界條件設置建立有限元分析模型,見圖1。各零部件的材料屬性參數見表1。
表1 DT-Ⅲ型扣件各零部件的材料屬性參數
3 制造公差
任何零件在加工過程中,由于工藝系統(機床、刀具、工裝夾具)存在幾何誤差,以及加工中受力、受熱產生變形、振動和磨損等的影響,使被加工零件的幾何形狀不可避免地產生誤差。這些誤差主要包括:尺寸偏差、形狀誤差、位置誤差和表面粗糙度等。
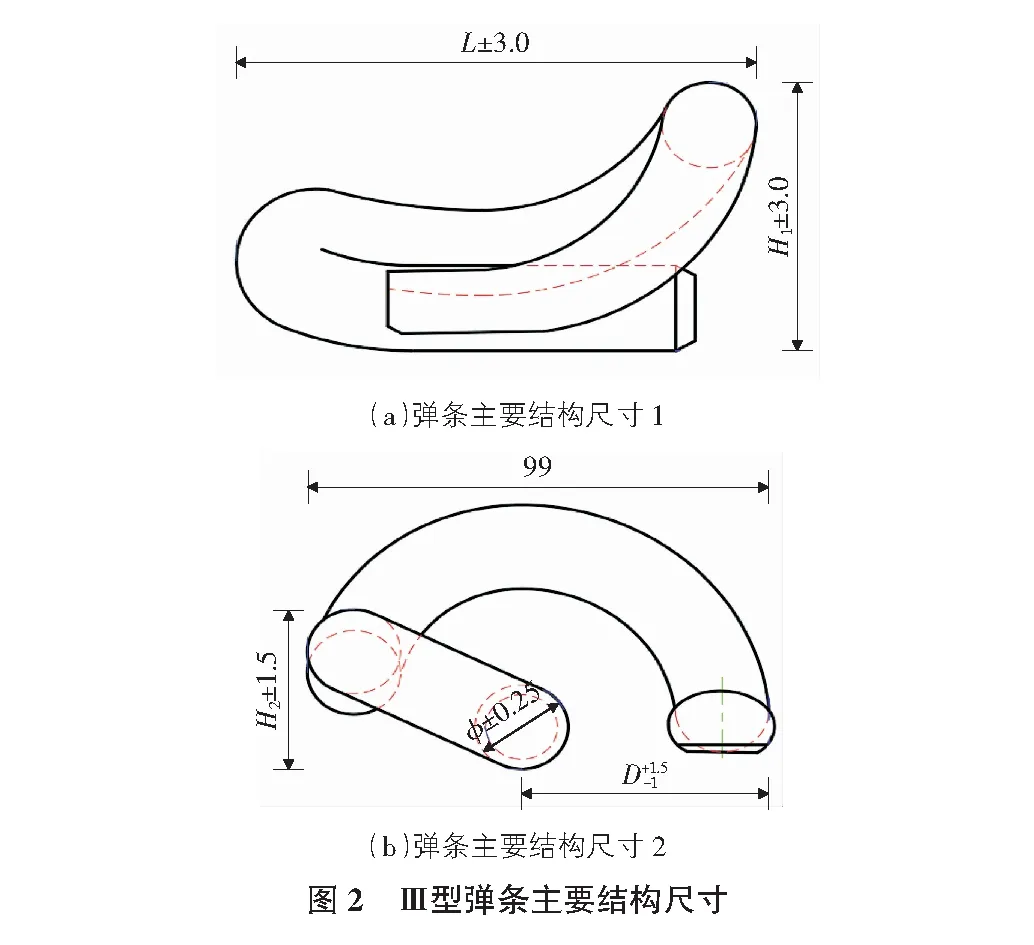
彈條在設計過程中考慮到設備加工精度和制造經濟性等原因會存在一定的制造誤差,會在彈條多個方向上設置公差,使得彈條尺寸在一定范圍內滿足使用要求。由于彈條自振頻率隨制造公差的大小在某一范圍內波動,根據扣件設計圖紙,分析了Ⅲ型彈條前拱大圓弧拱高H1、后拱小圓弧拱高H2、中肢與趾端寬度D、直徑φ和長度L五項尺寸公差對Ⅲ型彈條在自由狀態和組裝狀態下模態頻率的影響。
彈條的主要結構尺寸如圖2所示。
4 制造公差與彈條自由模態特征的關系
根據地鐵線路實測值,波磨通過頻率在20 Hz~1 500 Hz,參考鋼軌、道床和隧道壁主要參振頻段,以及鋼軌波磨對彈條斷裂的影響所涉及的波磨通過頻率,故彈條的固有模態頻率只考慮2 000 Hz以內。經過理論分析,自由狀態下Ⅲ型彈條在各公差下的各階振型相同,其在各階頻率下的振型描述見表2。
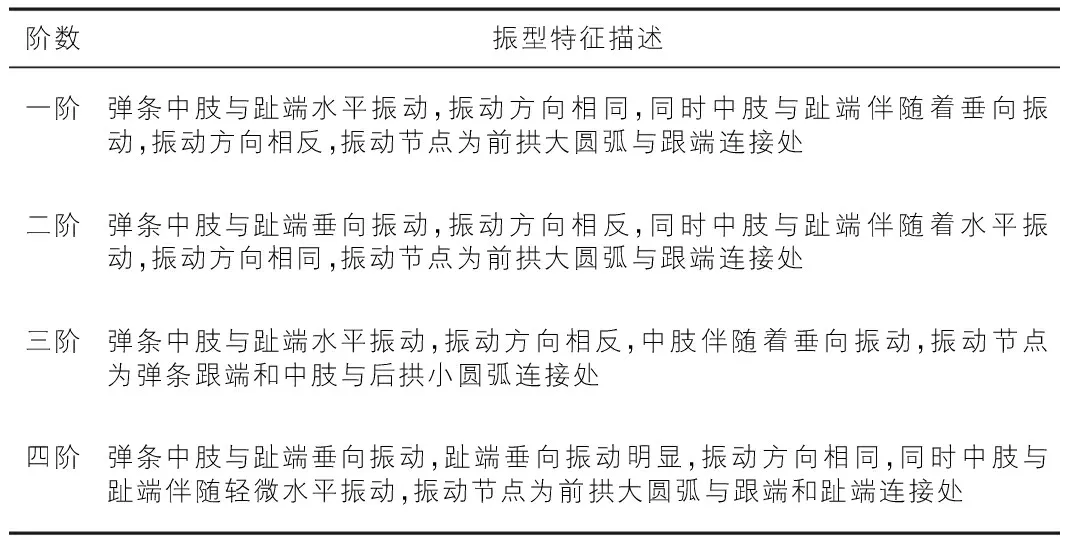
表2 Ⅲ型彈條自由模態理論分析
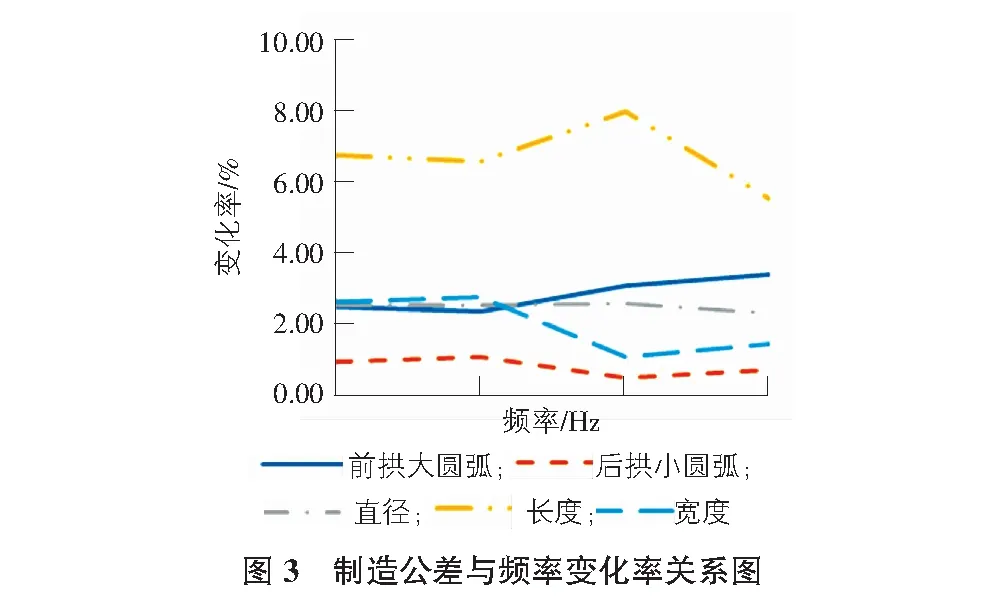
通過建模分析,Ⅲ型彈條在自由狀態下,前拱大圓弧拱高H1與頻率變化成負相關,各階頻率平均變化率在2.83%左右;后拱小圓弧拱高H2與頻率變化成負相關,各階頻率平均變化率在0.80%左右;彈條直徑φ與頻率變化成正相關,各階頻率平均變化率在2.49%左右;彈條長度L與頻率變化成負相關,各階頻率平均變化率在6.71%左右;彈條寬度D與頻率變化成正相關,各階頻率平均變化率在1.98%左右。
Ⅲ型彈條在自由狀態下(見圖3),制造公差對彈條一階、二階頻率的影響大小為:長度L>寬度D>直徑φ>前拱大圓弧拱高H1>后拱小圓弧拱高H2;制造公差對彈條三階、四階頻率的影響大小為:長度L>前拱大圓弧拱高H1>直徑φ>寬度D>后拱小圓弧拱高H2。從圖3中可以看出,長度L對彈條各階頻率的影響最大,后拱小圓弧拱高H2對彈條各階頻率的影響最小。
5 制造公差與彈條組裝模態特征的關系
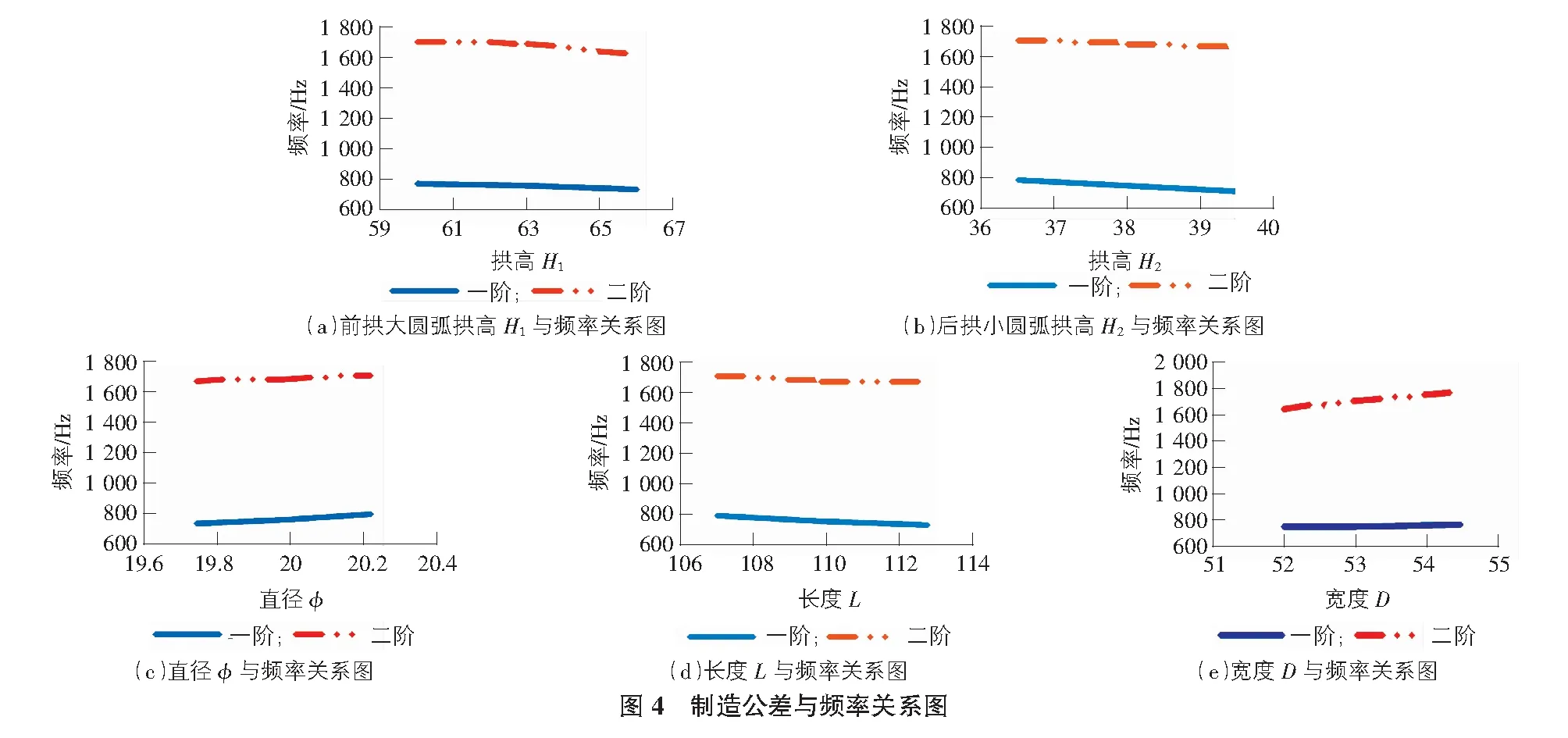
經過理論分析,組裝狀態下Ⅲ型彈條在各公差下的各階振型相同,各制造公差與各階頻率變化的關系如圖4所示。
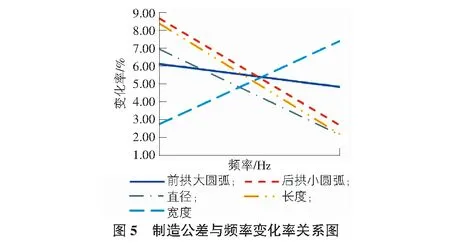
Ⅲ型彈條在組裝狀態下(見圖5),制造公差對彈條一階頻率的影響大小為:后拱小圓弧拱高H2>長度L>直徑φ>前拱大圓弧拱高H1>寬度D;制造公差對彈條二階頻率的影響大小為:寬度D>前拱大圓弧拱高H1>后拱小圓弧拱高H2>直徑φ>長度L。從圖5中可以看出,后拱小圓弧拱高H2對彈條一階頻率的影響最大,寬度D對彈條一階頻率的影響最小;寬度D對彈條二階頻率的影響最大,長度L對彈條一階頻率的影響最小。
6 結語
1)在制造公差范圍內,自由狀態下的Ⅲ型彈條在0 Hz~2 000 Hz范圍內具有四階模態;在組裝狀態下的Ⅲ型彈條在0 Hz~2 000 Hz范圍內具有兩階模態。
2)在制造公差范圍內,無論是自由狀態還是組裝狀態下,Ⅲ型彈條在公差下的同階模態振型相同,且Ⅲ型彈條同階次的模態頻率與前拱大圓弧拱高H1、后拱小圓弧拱高H2、長度L成負相關,與中肢與趾端寬度D、直徑φ成正相關。
3)在制造公差范圍內,Ⅲ型彈條在組裝狀態下的一階頻率變化范圍為710 Hz~790 Hz。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
廣西科技大學學報(2016年1期)2016-06-22 13:10:37
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
航空學報(2015年4期)2015-05-07 06:43:35
上海電機學院學報(2015年4期)2015-02-28 14:30:00
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
計算物理(2014年2期)2014-03-11 17:01:39
終身教育研究(2014年5期)2014-02-28 01:23:06
