大容量高舒適航天紙尿褲研究
2022-04-27 07:27:36謝錫佳王添輝蔡光合陳宗哲梁倩兒
載人航天 2022年2期
謝錫佳, 王添輝, 利 莉, 蔡光合, 陳宗哲, 梁倩兒
(廣東茵茵股份有限公司, 東莞 523380)
1 引言
隨著空間站和載人登月等深空探測(cè)任務(wù)的不斷推 進(jìn),航 天 員 飛 行 時(shí) 間 加 長(zhǎng)。 為 解 決長(zhǎng)時(shí)間飛行過(guò)程中的排尿問(wèn)題,航天員會(huì)在航天服內(nèi)穿戴尿液收集裝置,其中紙尿褲是應(yīng)用最為廣泛的一種方式。 紙尿褲按結(jié)構(gòu)分為開(kāi)合式和褲型2 個(gè)大類。 開(kāi)合式紙尿褲具有吸收量大,系合力可調(diào)節(jié),防泄漏安全系數(shù)高,可長(zhǎng)期使用等優(yōu)點(diǎn),以往航天員使用的尿收集裝置都是開(kāi)合式。 但航天員反饋現(xiàn)有紙尿褲穿戴后比較厚重,冗余感強(qiáng),對(duì)襠部的壓迫感強(qiáng)烈。 隨著航天員面臨工作任務(wù)的增加,工作內(nèi)容更為精細(xì),工作時(shí)長(zhǎng)也大大延長(zhǎng),研究穿戴更為方便、更舒適、無(wú)冗余感的新型紙尿褲用品極其必要。
本文針對(duì)新形勢(shì)下航天員的任務(wù)需求,開(kāi)展大容量、高舒適褲型紙尿褲研究,創(chuàng)新使用超聲波對(duì)彈性材料進(jìn)行無(wú)延時(shí)打孔加工技術(shù),采用吸收芯體與防逃逸芯體相結(jié)合的雙模芯,針對(duì)成人褲型紙尿褲的腰部彈性閉合系統(tǒng)及芯體吸收系統(tǒng),進(jìn)行了新型彈性材料在不同拉伸倍率情況下的超聲波對(duì)材料開(kāi)孔均勻性及焊接強(qiáng)度實(shí)驗(yàn),以及不同組合的吸收系統(tǒng)的吸收能力實(shí)驗(yàn),最后分析出大容量高舒適航天紙尿褲的制備條件。
2 實(shí)驗(yàn)
2.1 目的及技術(shù)指標(biāo)
本文實(shí)驗(yàn)?zāi)康氖菍⑿滦蛷椥圆牧瞎潭ㄔ谘繌椥蚤]合系統(tǒng)內(nèi),測(cè)試彈性材料開(kāi)孔面積比率、開(kāi)孔均勻度、材料間結(jié)合強(qiáng)度以及腰部側(cè)邊的粘合強(qiáng)度;同步使用雙模芯體進(jìn)行組合,測(cè)試產(chǎn)品的飽和吸收量。
技術(shù)指標(biāo)如下:①紙尿褲腰部、腹部及側(cè)腰等覆蓋區(qū)域的材料開(kāi)孔率大于50%;②依據(jù)前期對(duì)消費(fèi)人群實(shí)際使用褲型紙尿褲的測(cè)試結(jié)果,每25 mm寬側(cè)腰材料焊接強(qiáng)度設(shè)定在12 ~18 N 之間;③模擬尿液總飽和吸收量大于800 g。
2.2 實(shí)驗(yàn)材料
1)聚丙稀無(wú)紡布,木質(zhì)纖維素纖維,聚丙烯酸鈉高吸水性樹(shù)脂,高彈性氨綸絲,微孔型聚乙烯透氣膜,熱熔型粘合劑,37 g/m熱塑性聚氨酯與聚丙烯纖維預(yù)先復(fù)合好的彈性TPU/PP 膜。
2)人工尿液。 在2 L 蒸餾水中加入(18±0.01)g NaCl 配制成溶液,在溫度為(20±2)℃時(shí),其表面張力應(yīng)達(dá)到(70±2)mN/m。
2.3 實(shí)驗(yàn)設(shè)備
1)Ultrasonic 超聲波焊接儀,威海科海有限公司;
2)OPT-12V 數(shù)碼顯微鏡,上海致旗實(shí)業(yè)有限公司;
3)BS-6KH 電子天平,昆山巨天儀器設(shè)備有限公司;
4)INSTRON 材料拉伸測(cè)試儀,東莞力一試驗(yàn)設(shè)備有限公司。
2.4 制備方法
1)彈性腰圍基礎(chǔ)裝置的制備。 將第1 層聚丙烯無(wú)紡布片材平鋪到工作臺(tái)面上;將TPU/PP膜作為中間層,利用穩(wěn)定器將TPU/PP 薄膜拉伸到設(shè)定的拉伸倍率,四周固定,然后將TPU/PP 薄膜連同穩(wěn)定器一起覆蓋在第1 層材料上;最后把第3 層材料聚丙稀無(wú)紡布蓋在前面2 層材料上。
2)雙模芯體制備。 利用干冰冷凍劑對(duì)開(kāi)合式紙尿褲芯體固定部位進(jìn)行冷凍噴射,逐步揭開(kāi)吸收面層、導(dǎo)流層、芯體包裹層,直至取出完整木漿混合芯體;裁剪合適尺寸的預(yù)制復(fù)合芯體;將預(yù)制復(fù)合芯體覆蓋在木漿混合芯體上;用熱熔膠機(jī)噴涂聚丙烯無(wú)紡布后,再對(duì)雙模芯體進(jìn)行包裹;將包裹好的雙模芯體組裝回彈性腰圍構(gòu)件內(nèi)。
3)彈性腰圍結(jié)合部構(gòu)件制備。 將制備好的2片彈性腰圍的最外層邊緣對(duì)齊,利用固定器進(jìn)行拉伸固定;用超聲波按設(shè)計(jì)圖形進(jìn)行點(diǎn)焊接。
2.5 測(cè)試方法
1)彈性腰圍開(kāi)孔率測(cè)試。 首先將TPU/PP彈性材料按不同拉伸比制備成彈性腰圍部件,再進(jìn)行拉伸固定后拍照,利用Adobe Photoshop CS6圖形處理軟件進(jìn)行開(kāi)孔面積和開(kāi)孔率測(cè)試。
2)彈性腰圍構(gòu)件中材料之間結(jié)合強(qiáng)度測(cè)試。將制備好的開(kāi)孔彈性腰圍拉伸100%后,裁剪為25 mm×100 mm,選取一端為起始端,預(yù)先剝離15 mm,用材料拉伸測(cè)試儀夾具夾住剝離端進(jìn)行剝離測(cè)試,拉伸速度為100 mm/min,剝離距離為60 mm。
3)彈性腰圍構(gòu)件端部焊接強(qiáng)度測(cè)試。 將超聲波焊接好的構(gòu)件,裁剪為25 mm×100 mm,選取一端為起始端,預(yù)先剝離15 mm,用材料拉伸測(cè)試儀夾具夾住剝離端進(jìn)行剝離測(cè)試,拉伸速度為100 mm/min,剝離距離為60 mm。
4)雙模芯體飽和吸收量測(cè)試。 配置50 L人工尿液放置在不銹鋼方型水槽內(nèi),將預(yù)制好的雙模芯體浸泡入液體中,浸泡30 min 后,用平面托板水平托起芯體,水平放置水槽上方5 min,瀝干多余水分。 將托板連同芯體置于天平上稱出質(zhì)量,減去托盤及芯體原始質(zhì)量即為飽和吸收量。
3 實(shí)驗(yàn)結(jié)果及分析
3.1 彈性腰圍開(kāi)孔率數(shù)據(jù)分析
TPU/PP 彈性材料為非透氣型材質(zhì),為滿足紙尿褲包裹皮膚區(qū)域的透氣性需求,需強(qiáng)制將彈性材料進(jìn)行打孔處理,開(kāi)孔率越高,透氣性越好,但同時(shí)需兼顧打孔后材料之間的焊接強(qiáng)度,在焊接強(qiáng)度與開(kāi)孔率之間進(jìn)行優(yōu)化處理。
打孔采用觸碰式無(wú)延時(shí)技術(shù),當(dāng)超聲波頭接觸到彈性腰圍材料時(shí),瞬間的能量強(qiáng)度要求可以擊破TPU/PP 材料,同時(shí)使破洞邊緣能很好地與上下層無(wú)紡布進(jìn)行焊接,且焊接強(qiáng)度需達(dá)到規(guī)定的數(shù)值。 因此彈性材料需要預(yù)先拉伸,必須預(yù)先在TPU/PP 材料上負(fù)載一定能量。
樣品1 ~4 分別為彈性材料TPU/PP 預(yù)先拉伸3.5 倍、4 倍、4.2 倍、4.5 倍,再使用超聲波開(kāi)孔后得到的樣品。 樣品用數(shù)碼顯微鏡進(jìn)行拍照后,用Adobe Photoshop CS6 圖形處理軟件進(jìn)行計(jì)算處理,得到表1 不同拉伸倍率下開(kāi)孔率測(cè)試結(jié)果。 表中照片為各樣品的拍攝照片,總區(qū)域面積為照片中選定圖片區(qū)域面積,彈力面積為選定區(qū)域面積除去孔洞的面積,圖形處理軟件計(jì)算開(kāi)孔率=1-(彈力面積/總區(qū)域面積)×100%。
測(cè)試結(jié)果如表1 所示,樣品1 中彈性材料大部分的區(qū)域未實(shí)現(xiàn)開(kāi)孔,平均穿孔率為28.05%,該樣品的透氣性不良;樣品2 中的彈性材料部分區(qū)域未實(shí)現(xiàn)開(kāi)孔,部分區(qū)域發(fā)生破裂,其平均穿孔率達(dá)到46.95%;樣品3 彈性材料被擊穿的孔洞分布均勻,開(kāi)孔率為64.64%,該材料將具有良好的透氣性能;樣品4 出現(xiàn)非常顯著的破裂,且破裂面積較大,此時(shí)彈性腰圍材料開(kāi)孔率反而降低為50.31%,原因是材料破裂后褶皺在一起。

表1 不同拉伸倍率下開(kāi)孔率測(cè)試結(jié)果Table 1 Test results of porosity under different drawing ratio
綜上所述,若用作彈性腰圍材料,樣品1 的開(kāi)孔率數(shù)值低,且透氣性不佳;樣品2 既有開(kāi)孔不良的缺陷,又有彈性材料破裂的風(fēng)險(xiǎn);樣品4 出現(xiàn)大比例的破裂;而樣品3 彈性材料出現(xiàn)非常均勻的開(kāi)孔,開(kāi)孔率較高,后續(xù)做成尿褲的彈性腰圍時(shí),加工工藝穩(wěn)定,透氣性良好,故優(yōu)選樣品3。
3.2 開(kāi)孔彈性膜材料層間結(jié)合強(qiáng)度分析
彈性腰圍開(kāi)孔后,利用材料拉力機(jī)對(duì)彈性腰圍層間材料結(jié)合強(qiáng)度進(jìn)行測(cè)試,測(cè)試結(jié)果如圖1 所示。 層間材料粘接強(qiáng)度主要依靠對(duì)超聲波頭與無(wú)紡布之間的焊接點(diǎn)進(jìn)行固定。 TPU/PP 材料拉伸倍率越低,上下無(wú)紡布與彈性材料之間的粘接強(qiáng)度越好,當(dāng)彈性材料的拉伸倍率越接近該材料的斷裂倍率時(shí),粘接強(qiáng)度越低,原因是拉伸比越大,彈性材料的有效厚度越薄。 樣品3 拉伸優(yōu)選倍率為4.2倍時(shí),材料層間結(jié)合強(qiáng)度為0.98 N/25 mm。
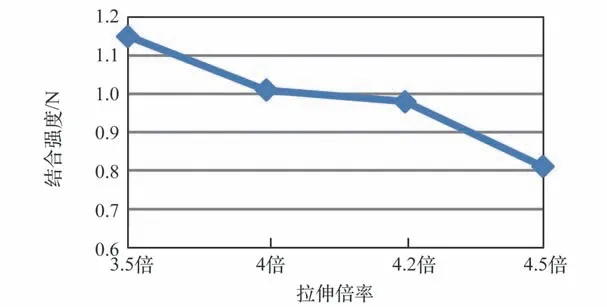
圖1 彈性膜層間結(jié)合強(qiáng)度測(cè)試曲線Fig.1 Test curve of bonding strength of elastic film
該強(qiáng)度數(shù)值接近腰部材料的層間強(qiáng)度要求,后續(xù)可以通過(guò)調(diào)整超聲波能量密度或改變上下無(wú)紡布的厚度進(jìn)行優(yōu)化提高,也可以通過(guò)改變超聲波頭的外形及面積來(lái)提升層間焊接強(qiáng)度。
3.3 彈性腰圍端部焊接強(qiáng)度分析
褲型紙尿褲彈性腰圍需在兩側(cè)腰進(jìn)行焊接,焊接后強(qiáng)度需滿足使用者穿戴活動(dòng)過(guò)程不裂開(kāi),同時(shí)也方便使用者從側(cè)邊撕開(kāi)。 經(jīng)實(shí)際使用測(cè)試,得到該側(cè)腰焊接強(qiáng)度優(yōu)選焊接強(qiáng)度范圍在(12~18)N/25 mm(即每25 mm 寬材料的焊接強(qiáng)度)。 對(duì)含有彈性材料的3 層腰部構(gòu)件進(jìn)行超聲波端邊封焊接,焊接點(diǎn)直徑為0.8 mm,點(diǎn)與點(diǎn)之間中心間距為1.8 mm,雙排焊接,排與排之間間距為2.5 mm。 將材料相同的2 塊樣品1、2、3、4進(jìn)行焊接,得到樣品5、6、7、8。
用材料拉伸測(cè)試儀對(duì)樣品的側(cè)腰焊接強(qiáng)度進(jìn)行測(cè)試,測(cè)試結(jié)果如圖2 所示。 不同樣品的焊接強(qiáng)度均在優(yōu)選焊接強(qiáng)度范圍(12 ~18)N/25 mm內(nèi),說(shuō)明TPU/PP 不會(huì)影響到腰部邊封的焊接強(qiáng)度,后續(xù)可進(jìn)一步將焊接花型優(yōu)化。

圖2 彈性腰圍側(cè)邊焊接強(qiáng)度試曲線Fig.2 Test curve of side welding strength of elastic waistline
3.4 雙模芯體飽和吸收量分析
成人紙尿褲吸收芯體為粉碎后木漿與高吸水性樹(shù)脂的混合體,該混合體分為上下2 層,下層混合體一般設(shè)計(jì)成8 字型,上層混合體一般設(shè)計(jì)成直條型。 這種芯體設(shè)計(jì)不足之處在于太厚,飽和吸收量又偏小。
本文選取傳統(tǒng)的成人紙尿褲,將其上層直條芯體去除,保留下層8 字形狀大芯體。 然后在下芯體上方疊加1 片預(yù)制好的大容量超薄芯體,寬為105 mm,長(zhǎng)為445 mm,每平米質(zhì)量為410 g,得到雙模芯體。 對(duì)雙模芯體進(jìn)行厚度測(cè)量,厚度為17 mm,比原有芯體厚度降低了9 mm(表2)。

表2 雙模芯體飽和吸收量結(jié)果Table 2 Results of saturated absorption of dual core
對(duì)原有芯體和雙模芯體進(jìn)行飽和吸收量測(cè)試,發(fā)現(xiàn)雙模芯體總飽和吸收量為1039.5 g,增加了413.3 g。 該飽和吸收量可以涵蓋100%成人2次尿液量,且后續(xù)可以通過(guò)優(yōu)化疊加的超薄芯體的寬度和克重,使總飽和吸收量增加到更大值。芯體厚度可以通過(guò)優(yōu)化芯體的配方,使整個(gè)產(chǎn)品厚度進(jìn)一步下降到7 mm 以下,這對(duì)于穿戴舒適度會(huì)有一個(gè)比較顯著的提升。
4 結(jié)論
1)彈性材料TPU/PP 的預(yù)先拉伸倍率優(yōu)選為4.2 倍,此時(shí)彈性材料開(kāi)孔率高,開(kāi)孔均勻,孔邊緣被拉裂的風(fēng)險(xiǎn)最低,此時(shí)彈性材料與上下無(wú)紡布的層間結(jié)合強(qiáng)度為0.98 N/25 mm。 后續(xù)可以優(yōu)化超聲波頭面積及超聲波頭的點(diǎn)陣排布方式,以提高該強(qiáng)度。
2)彈性腰圍側(cè)邊焊接強(qiáng)度均在優(yōu)選焊接強(qiáng)度范圍(12 ~18)N/25 mm 內(nèi)。
3)雙模芯體在顯著降低產(chǎn)品厚度的前提下,提升了飽和吸收量,且后續(xù)可以進(jìn)一步提升飽和吸收量,厚度也可以進(jìn)一步下降。 這可以顯著提升產(chǎn)品的穿戴合身性。