基于剪切增稠凝膠的經編復合織物抗沖擊性能
2022-04-27 05:10:36王爽晴郭鵬麗張霄鵬王越平
毛紡科技 2022年4期
關鍵詞:實驗
王爽晴,郭鵬麗,張霄鵬,王越平
(1.北京服裝學院 材料設計與工程學院,北京 100029; 2.昆山北服晨風時尚服飾有限公司,江蘇 昆山 215300)
近年來,人們越來越關注服裝的安全防護功能[1]。抗沖擊性能已不僅限于一些高危職業的防護要求,日常生活中的需要也逐漸廣泛。幼兒以及老年人不慎摔倒可能危及生命;摩托車騎行者也少不了磕磕碰碰;開展戶外冰雪運動、登山、騎行等項目時,自我防護更加必要。因而各類防護材料、防護研究不斷涌現。
市場上傳統護具大多是硅膠、橡膠等質地較硬且厚重的化學合成品,不便于穿著。新型的柔性防護材料——剪切增稠液(STF)與高性能織物復合,在高速沖擊下,會呈現脹塑性流體的特性,變得黏稠堅硬,達到保護人體的目的,其多應用在軍用防彈、防刺服中[2]。近年來,剪切增稠凝膠(STG)的出現使得柔性防護材料開始應用在滑雪服、騎行服、摩托車服裝中[3]。
STG作為一種新型材料被應用在防護產品中,性質與剪切增稠液類似,會隨著應變速率的增加出現剪切增稠效應。但剪切增稠凝膠不容易滲漏且不會在長時間的靜置下產生沉降分層現象,更適合防護產品的開發。這種剪切增稠凝膠放置在士兵頭盔內側,可降低50%子彈或者彈片的沖擊力,保護士兵頭部。夏艷麗等[4]將剪切增稠凝膠與聚氨酯泡沫結合研究材料的抗沖擊性能,與低速沖擊結果比較,速度越大剪切增稠凝膠的防護性能越好。STG在不受外力和外力較小的情況下表現為柔軟的膠體,其柔性可以滿足對服裝面料舒適性的需求,適合開發防護服裝產品[5]。
經編間隔織物因其獨特的結構被廣泛應用在防護領域中[6]。這種由雙針床拉舍爾機編織的三維織物,上下2層用間隔絲連接,形成一種獨特的立體織物結構,使織物具有良好的吸能緩沖能力[7]。與性能相似的發泡材料、黏合層壓織物的生產過程相比,其生產成本低且不會對環境造成污染,特別是織物結構整體性更優,被廣泛地運用在各種防護領域[8]。為了制作出具有更好防護性能的柔性材料,趙艷艷[9]從結構上研究分析了經編間隔織物的抗壓縮和抗沖擊性能,當受到外力時,經編間隔織物的間隔絲在被擠壓至倒伏的階段起到重要的緩沖作用。三維結構的經編間隔織物比二維織物有更多的復合方式。
本文選用經編間隔織物作為凝膠的載體和骨架,以使凝膠更加穩定,與服裝易于結合。同時立體多層的經編間隔結構將大大增加剪切增稠凝膠附著的面積,方便復合,增強材料整體的緩沖性能。為找到材料抗沖擊性能的簡易評價方法和手段,采用頂破強力和落錘沖擊實驗評價試樣的緩沖吸能情況,為材料抗沖擊性能的測試提供參考,同時為相關服裝的開發提供指導。
1 實 驗
1.1 實驗材料
無水乙醇(AR級,北京化工廠);經編間隔織物(100%滌綸,市購);剪切增稠凝膠(應變率敏感材料Ⅰ型,響應剪切速率≤0.1 s-1,西安匹克玄鎧新材料有限公司)。
1.2 實驗儀器
YG0650型電子織物強力實驗儀(萊州市電子儀器有限公司)、Instron dynatup 9250 HV型全數字落錘沖擊試驗機(美國Instron公司)、JSM-7500F型掃描電子顯微鏡(日本JEOL公司)、ZKXFB-2型電熱真空干燥箱(上海樹立儀器儀表有限公司)、P-A0型軋車(江蘇靖江市華夏科技有限公司)。
1.3 實驗方法
1.3.1 抗沖擊復合材料的制備
①浸漬法。利用剪切增稠凝膠易溶于無水乙醇的性質進行復合材料的制備。按一定比例分別稱/量取剪切增稠凝膠與無水乙醇,靜置在燒杯中直至凝膠完全溶解。改變無水乙醇與剪切增稠凝膠的比例制備多組樣品。將一定尺寸的經編間隔織物投入上述溶液中均勻浸泡后取出,用軋車使溶液均勻分布到織物中并去除多余軋液,二浸二軋,使凝膠充分地進入織物中。在(55±5) ℃真空干燥箱中烘干2 h,去除乙醇和氣泡。
②填充法。將經編間隔織物的立體結構作為剪切增稠凝膠的“骨架”,先將凝膠揉捏成片狀置于經編間隔織物上,利用軋車施予一定壓力,在持續的應力下將凝膠壓入經編間隔織物的孔隙中。反復添加凝膠直至均勻地填滿間隔絲。在(55±5) ℃真空干燥箱中放置2 h,去除凝膠中的氣泡并通過升溫增加凝膠的流變性,使凝膠均勻散開。為保證剪切增稠凝膠形態長時間穩定,可以涂敷硅橡膠于面料表面,將熱塑性聚氨酯彈性體橡膠(TPU)材料黏合在其上復合封裝。
1.3.2 頂破強力測試
利用頂破強力測試儀,依據GB/T 19976—2005《紡織品 頂破強力的測定 鋼球法》進行實驗。將制備的復合材料在溫度(20±3) ℃、相對濕度(55±3)%的環境中放置24 h后,裁剪成直徑80 mm的圓形試樣。使用直徑20 mm的鋼球,夾持器口徑選擇25、45 mm,在不同速率下進行頂破,每組試樣測試5次,記錄頂破強力和頂破伸長并計算平均值。若測試過程中出現滑脫現象則該實驗無效。
1.3.3 低速緩沖性能測試
將1.3.1中制備的復合材料在溫度(20±3) ℃、相對濕度(55±3)%的環境中放置24 h后,依據GB/T 21189—2007《塑料簡支梁、懸臂梁和拉伸沖擊試驗用擺錘沖擊試驗機的檢驗》,在復合材料不同部位裁取10 cm的正方形測試樣進行實驗。每組測試有效樣5個,記錄實驗數據計算平均值,通過對比材料吸收的能量、瞬時速度和撓度曲線,對材料緩沖性能進行評估。
使用Instrondynatup 9250HV全數字落錘沖擊實驗機(見圖1(a)),選用半圓柱形錘頭,模擬日常情景中的低速鈍擊進行實驗。為保證試樣被完全破壞,設定落錘沖擊總能量為20 J,測試添加了凝膠的經編間隔織物前后的緩沖性能[10-11]。實驗中,設備傳感器記錄速度變化,通過計算速度差,根據能量守恒計算出沖擊過程中載荷撓度的變化和材料吸收的能量。
由于制備的復合材料屬于柔性材料,經預實驗摸索,模擬人體著裝摔倒時,與硬物接觸瞬間,使用雜木板材作為固定的輔助支撐材料進行沖擊實驗,樣品的制備方法見圖1(b)。將面料置于板材上方,通過氣壓夾頭夾緊,錘頭下落先接觸到試樣,試樣在此過程中起到緩沖作用,之后板材受到破壞。如果測試過程中出現滑脫現象則該實驗無效。在處理數據時減去單獨測量板材的數據進行統計,對比凝膠復合面料的緩沖效果。
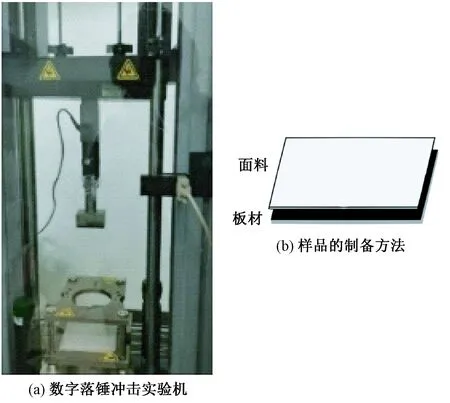
圖1 數字落錘沖擊實驗機及樣品的制備方法Fig.1 Digital low-velocity impact testing machine and the method of sample preparation.(a)Digital low-velocity impact testing machine;(b)Method of sample preparation
2 結果與討論
2.1 抗沖擊樣品的制備效果表征
觀察圖2所示的不同方法制備的復合材料試樣發現,凝膠均勻地附著在纖維表面,使復合織物與原樣相比更有光澤。圖2(a)是浸漬法制備的復合材料,保持了經編間隔織物本身的結構,斷面上的間隔絲十分明顯,并起到支撐連接上下層的作用;試樣表面仍保留經編間隔織物的網眼結構,有一定透氣性。圖2(b)是填充法制備的復合材料正反面及斷面圖,此時復合材料以凝膠為主,相比純凝膠,其形態更穩定,經編間隔織物在其中起到穩定形態的作用。觀察斷面發現,作為基布的經編間隔織物,其間隔絲被凝膠完全包裹,表面光滑無孔隙。
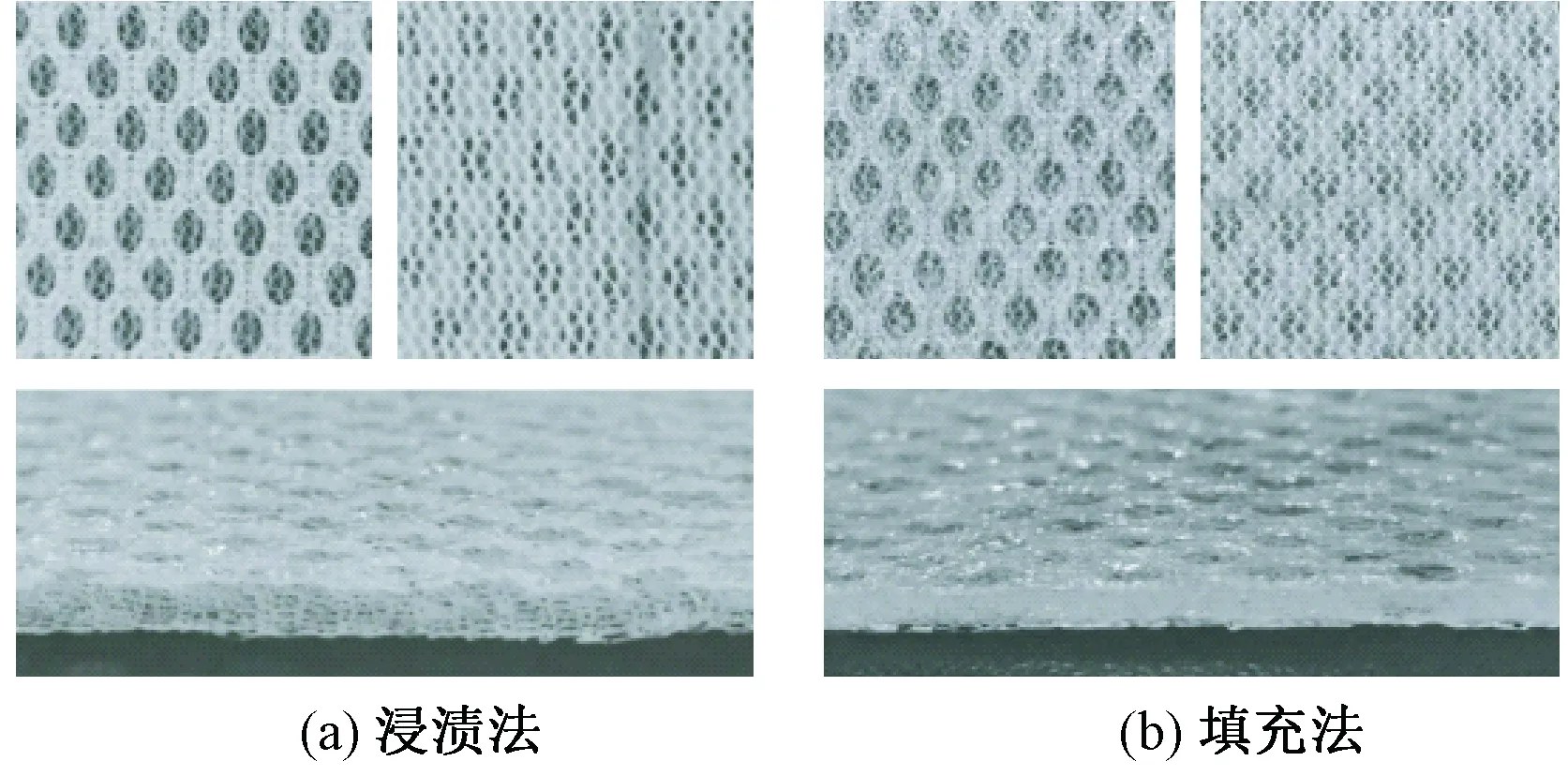
圖2 不同方法制備的復合材料試樣Fig.2 Composite specimens prepared in different methods.(a)Impregnation method;(b)Filling method
不同方法制備的復合面料試樣微觀結構電鏡照片見圖3,可以更清晰地看出其結構區別。通過浸漬法制備的試樣,凝膠均勻地附著在纖維上,織物保持了原有的透氣性;而填充法制備的試樣在電鏡下看不出纖維和織物的結構,凝膠完全包裹住纖維。
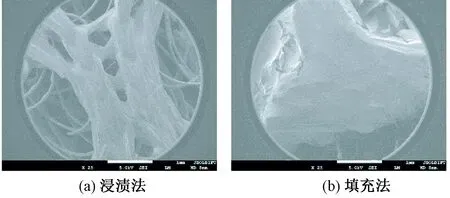
圖3 不同制備方法下復合面料試樣的電鏡照片(×25)Fig.3 SEM images of composite specimens prepared in different methods.(a)Impregnation method;(b)Filling method
2.2 頂破實驗
2.2.1 頂破實驗條件
①頂桿運行速度。選用鋼球直徑為20 mm的頂桿,夾持器口徑為25 mm,通過變化頂桿速度對含有凝膠的試樣進行實驗,不同頂桿運行速度下的頂破實驗結果如表1所示。
由表1示出,隨著頂桿速度的增加同一樣品的頂破強力與頂破位移減小。包括原樣在內的3個試樣均表現出相同的規律。這是因為頂桿速度越快,能量越大,試樣來不及對所受到的外力進行反應及傳遞,因此外力作用的面積小、外力集中,故所得結果偏小。由于人體撞擊的速度相對較快,且在高速下,剪切增稠凝膠能更好地發揮緩沖作用,因此在下面的實驗中頂桿速度選擇1 500 mm/min。
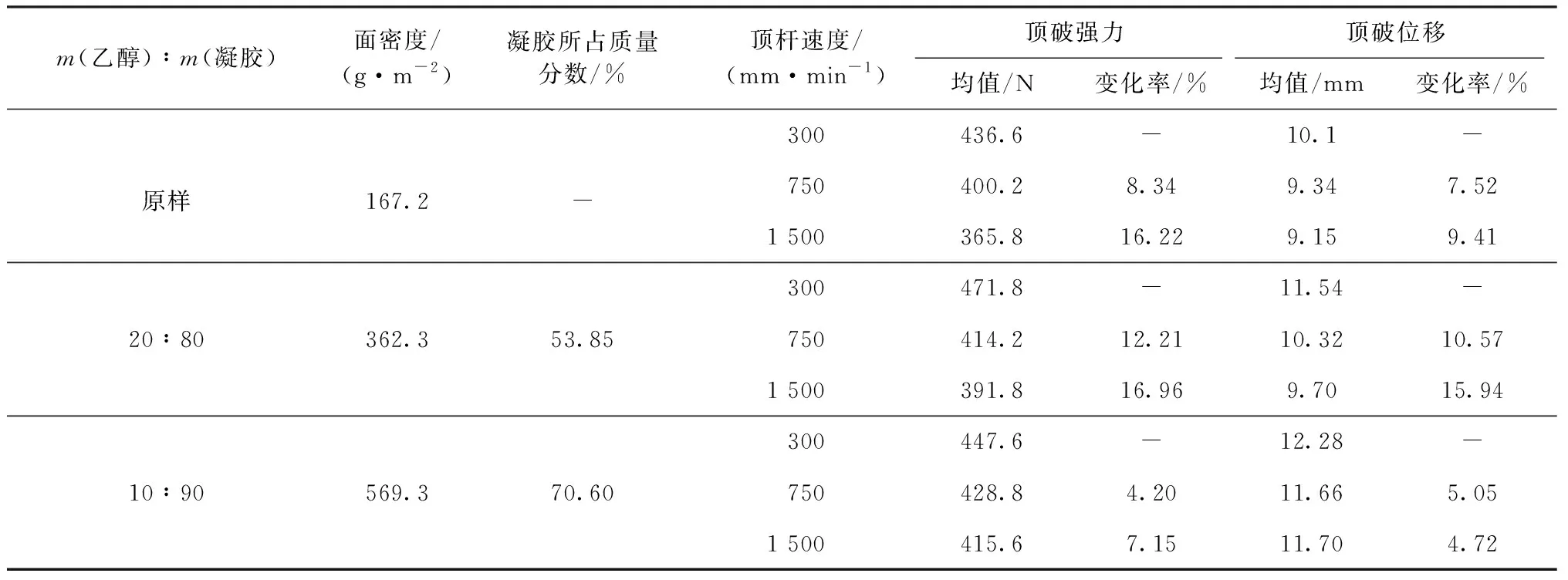
表1 不同頂桿運行速度下的頂破實驗結果Tab.1 Results of bursting strength testing at different operating speeds of top bar
②夾持器口徑。不同夾持器口徑下的頂破實驗結果見表2。由表2示出,選用不同口徑大小的夾持器測得的頂破強力下降,但頂破位移有明顯增加。這是因為夾持器口徑越大,頂破時作用面積越大,遇薄弱環節越多,因此頂破強力偏小;頂破時作用面積越大,頂破位移就越大。為了減少頂破過程中的薄弱環節,以下實驗采用口徑為25 mm的夾持器。

表2 不同夾持器口徑下的頂破實驗結果Tab.2 Results of bursting strength with different gripper diameters
2.2.2 剪切增稠凝膠的作用
不同凝膠含量下的頂破實驗結果由表3示出,隨著剪切增稠凝膠比例的增加,樣品的頂破強力與頂破位移均有所增加。但是凝膠質量分數低于70%,頂破強力與頂破位移變化不大,剪切增稠凝膠質量分數需大于70%。
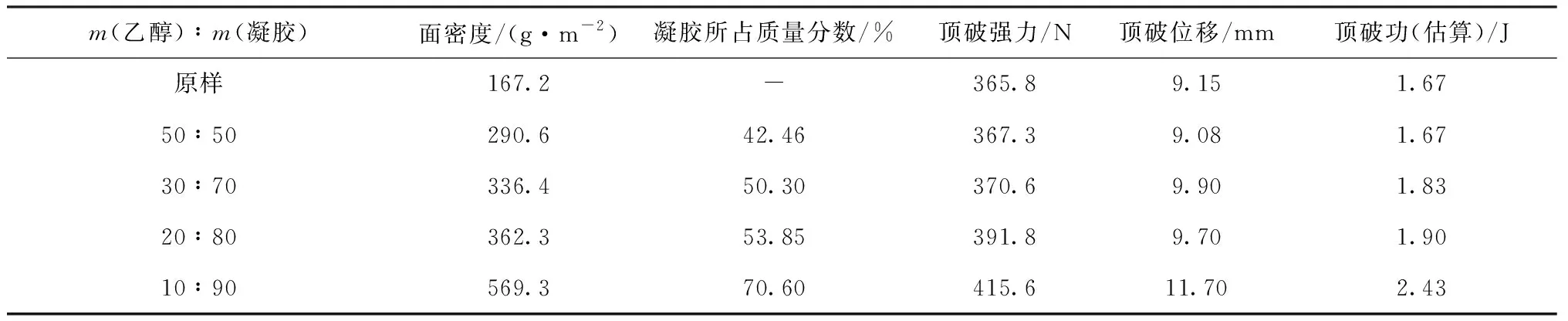
表3 不同凝膠含量下的頂破實驗結果Tab.3 Results of bursting strength with different proportion of gel matter
通過分析得出頂破強力-頂破位移典型曲線模型見圖4。從鋼球接觸到織物、織物延伸繃緊、頂破織物、力值下降,整個過程呈現出近似三角形的曲線。在織物斷裂時強力達到最大值記為頂破強力,此時的伸長記為頂破位移,在此過程中頂破所消耗的能量,記為頂破功。幾何上,頂破功的數值對應頂破強力-頂破位移曲線與橫坐標位移所包含的面積,通過積分計算出精確的數值。由于各組試樣頂破曲線形狀雷同,故簡化為三角形的面積進行對比。通過計算三角形面積,頂破強力與頂破位移的乘積除以2,可以估算出頂破功,結果見表3。以頂破功繪制的曲線(圖4中虛線)與頂破強力曲線有很好的吻合。根據牛頓第三定律和能量守恒定律,在頂破過程中,儀器顯示的力值即是鋼球施加在試樣上的力值大小;頂破功的能量由機械能轉化為破壞試樣內部纖維的動能、應變能和試樣與夾持部件的摩擦消耗能。其中,以使試樣結構發生形變和破壞的能量,即應變能為主[5]。因此設備所消耗能量基本與織物吸收的能量成正比,通過比較頂破功,作為在頂破過程中試樣吸收能量的參考。
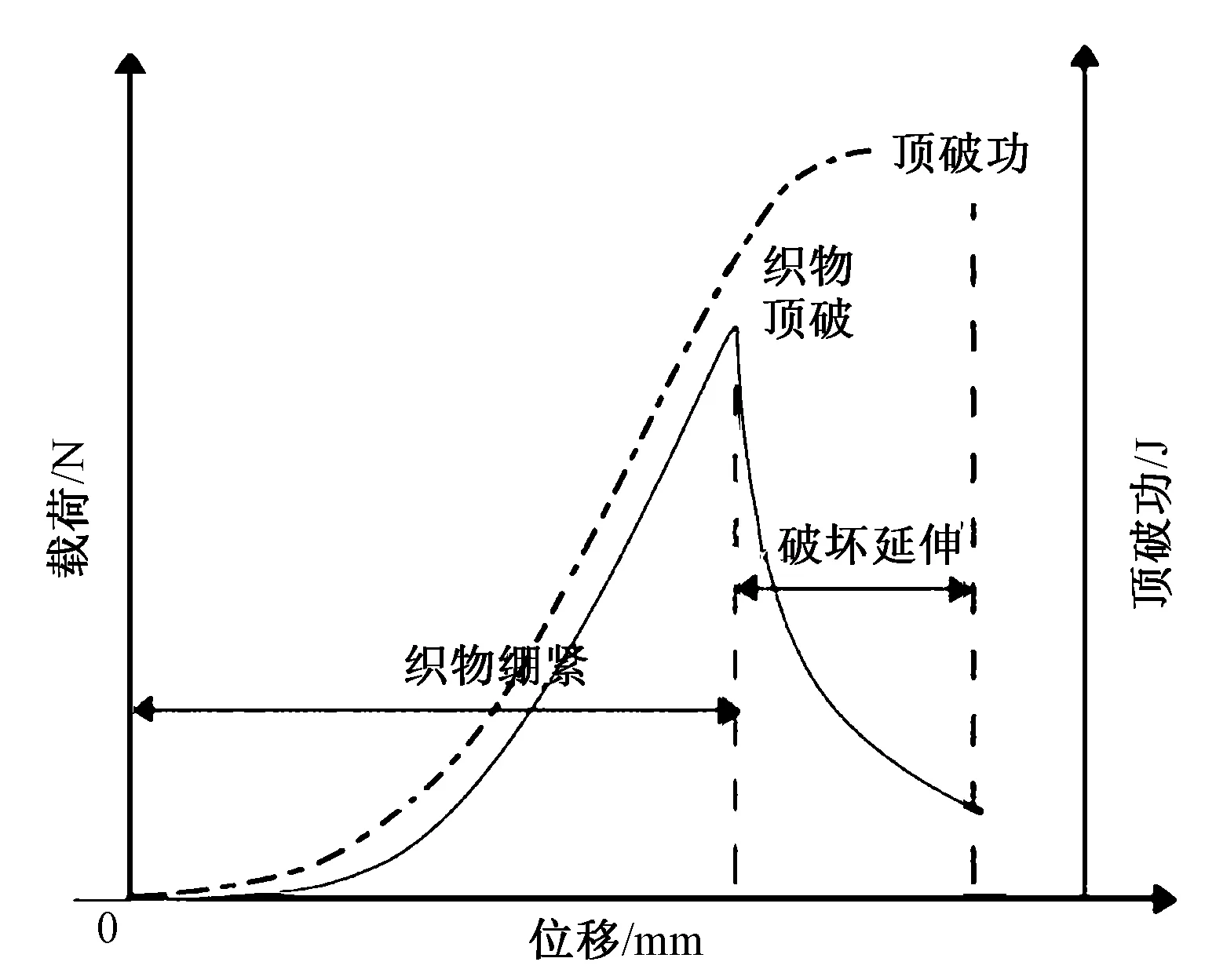
圖4 頂破強力-頂破位移典型曲線Fig.4 Typical curve of bursting strength-bursting displacement
通過計算頂桿速度1 500 mm/min時不同凝膠比例下的頂破功(見表3),可以看出,除了m(乙醇)∶m(凝膠)1∶1浸漬的試樣,其他復合試樣在頂破過程中所吸收的能量與原樣相比都不同程度地提高,證明在復合材料中加入一定比例的剪切增稠凝膠能夠提升其防護性能。特別是在高比例的凝膠含量下,頂破功增加明顯。
2.3 落錘沖擊實驗
為了驗證頂破實驗結果,使用m(乙醇)∶m(凝膠)為2∶8的混合物浸漬原樣,得到浸漬樣。4組試樣分別為板材、板材+經編間隔原樣、板材+經編間隔浸漬樣品、板材+經編間隔填充樣品作為實驗對象,進行落錘沖擊試驗,得到瞬時速度與撓度曲線見圖5。

圖5 瞬時速度與試樣撓度關系曲線Fig.5 Curve of instantaneous velocity-specimen deflection
圖5示出,加上緩沖材料后測得的瞬時速度隨著撓度增加明顯下降,說明添加了經編間隔織物的3組試樣都起到了很好的緩沖作用。速度的斜率即加速度反映了此時落錘錘頭的受力。單純板材組,在板材破壞后略為減速但很快又加速;其他幾組在板材上添加了經編間隔織物的緩沖材料,在撓度到達量程范圍邊緣仍處于減速狀態,并呈現繼續減速的趨勢,說明此時落錘錘頭受到很大阻力。雖然幾組添加緩沖材料的試樣曲線在撓度小于10 mm量程中基本重合,差距并不明顯,但隨著材料撓度的增加,各組試樣瞬時速度差距拉大。因此通過比較斜率大小可以評價其緩沖效果。綜上,緩沖性能表現排序為經編間隔填充樣品、經編間隔浸漬樣品、經編間隔原樣,凝膠的加入起到了一定的緩沖作用。
圖6為試樣能量吸收與撓度的關系曲線,表現出的規律類似瞬時速度與撓度曲線。在18.4 mm撓度處,板材、板材+經編間隔原樣、板材+經編間隔浸漬樣品、板材+經編間隔填充樣品的幾組試樣吸收的能量分別為10.97、12.59、13.43、13.83 J。去除板材吸收的能量進行對比,可以看出吸收能量大小依次是填充樣品組、浸漬樣品組、原樣組。浸漬樣品組比原樣組多吸收0.84 J能量,填充樣品組比原樣組多吸收1.24 J能量,二者在落錘沖擊實驗中吸收的能量相比原樣分別增加51.85%和76.54%。由于經編間隔填充樣品單位面積質量遠大于經編間隔浸漬樣品(分別是2 526.4、362.3 g/m2),經編間隔浸漬樣品更適用于服用抗沖擊材料。
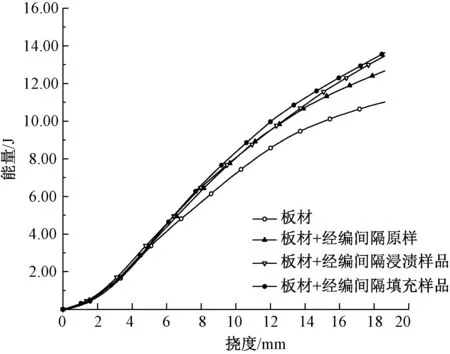
圖6 能量吸收與試樣撓度曲線Fig.6 Curve of absorption energy-specimen deflection
3 結 論
本文針對剪切增稠凝膠與經編間隔織物的復合材料,進行了頂破與落錘沖擊實驗,探討剪切增稠凝膠在防摔復合材料中的應用與防摔材料的測試評價方法,得出如下結論:
①頂破實驗結果表明,在一定頂桿速度和夾持口徑下,經編間隔織物、浸漬法制備的經編間隔復合織物,其頂破功、頂破強力與頂破位移隨著剪切增稠凝膠所占比例的增加而增大。
②落錘沖擊實驗結果表明,用填充法、浸漬法制備的復合材料,其防護性能大大提高,二者在落錘沖擊實驗中吸收的能量相比原樣分別增加76.54%和51.85%。
③頂破實驗與落錘沖擊實驗的結果一致,故頂破實驗可以替代落錘沖擊實驗進行抗沖擊性檢測。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55