基于機器視覺的鋼領內圈圓度檢測方法
2022-04-27 05:11:02金守峰
毛紡科技 2022年4期
金守峰,焦 航
(1.西安工程大學 機電工程學院, 陜西 西安 710600; 2.西安工程大學 西安市現代智能紡織裝備重點實驗室, 陜西 西安 710600)
鋼領是環錠細紗機上的重要零件,與鋼絲圈相互配合可實現紗線的卷繞和加捻[1]。鋼領作為鋼絲圈高速運轉時的軌道,工作過程中,內圈圓度誤差大的鋼領,會很大程度影響其與鋼絲圈間的摩擦因數的變化,導致氣圈不穩,從而產生突變張力,使紗線斷頭,影響生產率及產品質量[2]。因此,圓度誤差的檢測對鋼領的質量評判有重要意義[3]
現有的鋼領內圈圓度檢測方法為人工接觸式測量為主,效率低、測量精度受人為主觀因素影響,且測量表面易磨損。隨著機器視覺技術的快速發展,通過視覺技術代替人工進行幾何精度的測量在各領域得到了應用。甘佳佳等[4]提出了基于視覺的鋼領圓度檢測系統,準確率達到99%,相對傳統檢測效率提高22%。金守峰等[5]提出了基于改進的Zernike矩的回轉類零件圓度視覺測量方法,該方法避免了傳統測量過程中的低效和誤判等情況,實現了高效率的非接觸測量。陳厚瑞等[6]提出一種通過顯微視覺技術對微球圓度進行測量的方法,該方法可保證微球圓度值和標定微球圓度值間的相對誤差在0.17%之內,可對微球圓度有效檢測。QIU 等[7]提出一種通過視覺測量乒乓球圓度的測量方法,采用此方法對不同的乒乓球進行測量并記錄結果, 結果表明,該方法對乒乓球參數測量效果較高,結果準確。趙延超等[8]設計的基于線結構光視覺測量系統,對噴油器中孔直線度進行測量,實驗結果表明測試結果精度較高。周曉東等[9]提出一種結構光的機器視覺的圓柱度的測量方法,根據標準軸測量的結果來檢驗此方法的可行性,結果表明,測量精度達到20 μm。孔偉等[10]利用三相機的視覺檢測方法,對線材橢圓度進行非接觸式測量。結果表明,該系統的測量精度達到實際工業生成所需的精度。李小濤等[11]通過視覺方式對鋼管的直線度進行測量,使用相鄰行的灰度差異性對鋼管的邊緣進行測量。與傳統測量相比,該測量方法可實現鋼管直線度的精準測量。李民等[12]提出的基于視覺的黑晶面板幾何參數的測量,結果表明,黑晶面板的邊長測量測度可達到0.1 mm。游秋香等[13]提出的基于機器視覺的鉚釘薄板幾何參數檢測方法,通過對圓心坐標準確計算,與實際位置偏差為0.258 7 mm,符合工業精度要求。
針對鋼領內圈圓度的人工測量精度不穩定、效率低等問題,提出了基于機器視覺的鋼領內圈圓度測量方法,與已有研究對比,本文通過改進Zernike矩提取內圈的亞像素輪廓特征,能夠準確地對鋼領內圈的復雜邊緣進行定位,在精準定位的基礎上建立適用于不同型號鋼領內圈圓度測量的數學模型,以便對不同鋼領的圓度進行測量。
1 鋼領內圈圓度視覺檢測系統
鋼領內圈圓度視覺檢測系統如圖1所示,該視覺系統主要包括工業相機、光學鏡頭、計算機、光源等。為滿足系統的檢測需求,以及硬件部分的性能需求,采用分辨率2 448×2 048的面陣工業相機,幀率為79.1FPS,可以得到低噪聲的高品質圖像。光源采用專用的LED面光源,其背光的方式滿足鋼領內圈邊緣輪廓的采集,并且可以減少環境中光線對采集圖像的影響。檢測過程中,通過工業相機獲取光源照射下的鋼領投影輪廓圖像,工業相機通過USB3.0接口將獲取到的圖像實時傳輸至計算機并進行處理。
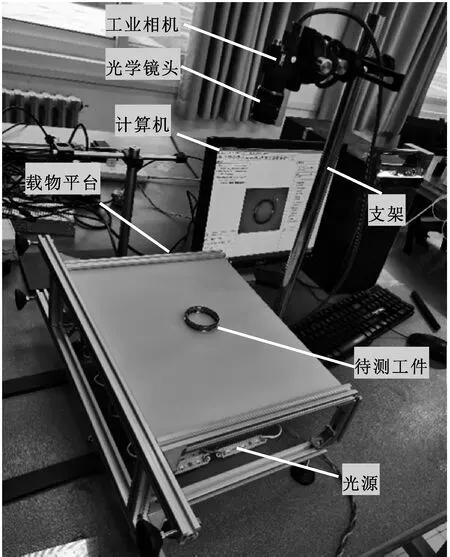
圖1 鋼領內圈圓度視覺檢測系統Fig.1 Visual inspection system for the roundness of the inner ring of the ring
2 改進Zernike矩鋼領內圈邊緣提取
2.1 Zernike矩亞像素邊緣檢測原理
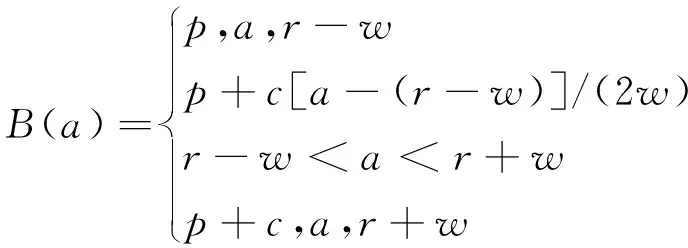
通常情況,相機透鏡邊緣的擴展和圖像數字化的過程中會使得像素強度在一定寬度下逐漸發生變換,鋼領圖像邊緣像素變化情況見圖2。可以看出,基于對矩量邊緣提取的研究,在實際圖像的邊緣發生變化時,簡單階躍函數的模型會在邊緣處代入偏差,為量化圖像數字化對圖像邊緣帶來的偏差,建立強度漸變函數B(a)模型梯度[14],其表達式為:
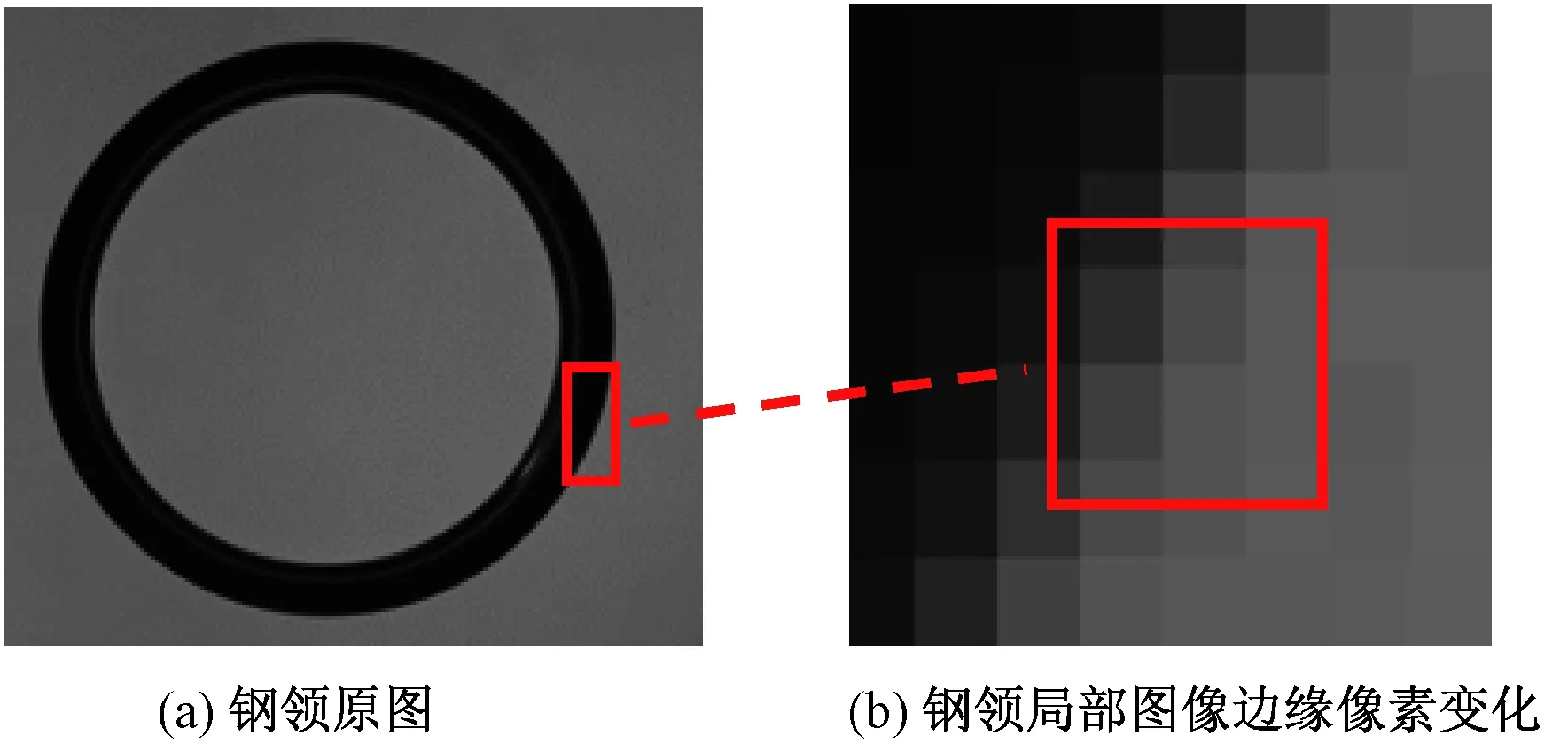
圖2 鋼領圖像邊緣像素變化Fig.2 Edge pixel changes of the ring image.(a) Original drawing of steel ring;(b) Edge pixel change of the partial image of the ring
(1)
式中:p為灰度值,p的范圍為0~255,a為邊緣正交軸位置,r為至邊緣處的距離,w為邊緣寬度,其中r與w的單位為像素,c代表灰度差,c范圍為0~255。
在Zernike矩檢測圖像邊緣時,需要將式(1)中強度漸變函數得參數映射至Zernike矩上進行計算,從而定位到圖像的邊緣。圖3(a)為Zernike矩的像素邊緣提取過程中原始邊緣位置,圖3(b)表示將圖3(a)圖繞原點旋轉α角度的邊緣位置。線條M為真實邊緣的位置,M兩側的灰度值分別為p和p+c,r與橫坐標軸之間的夾角為α。
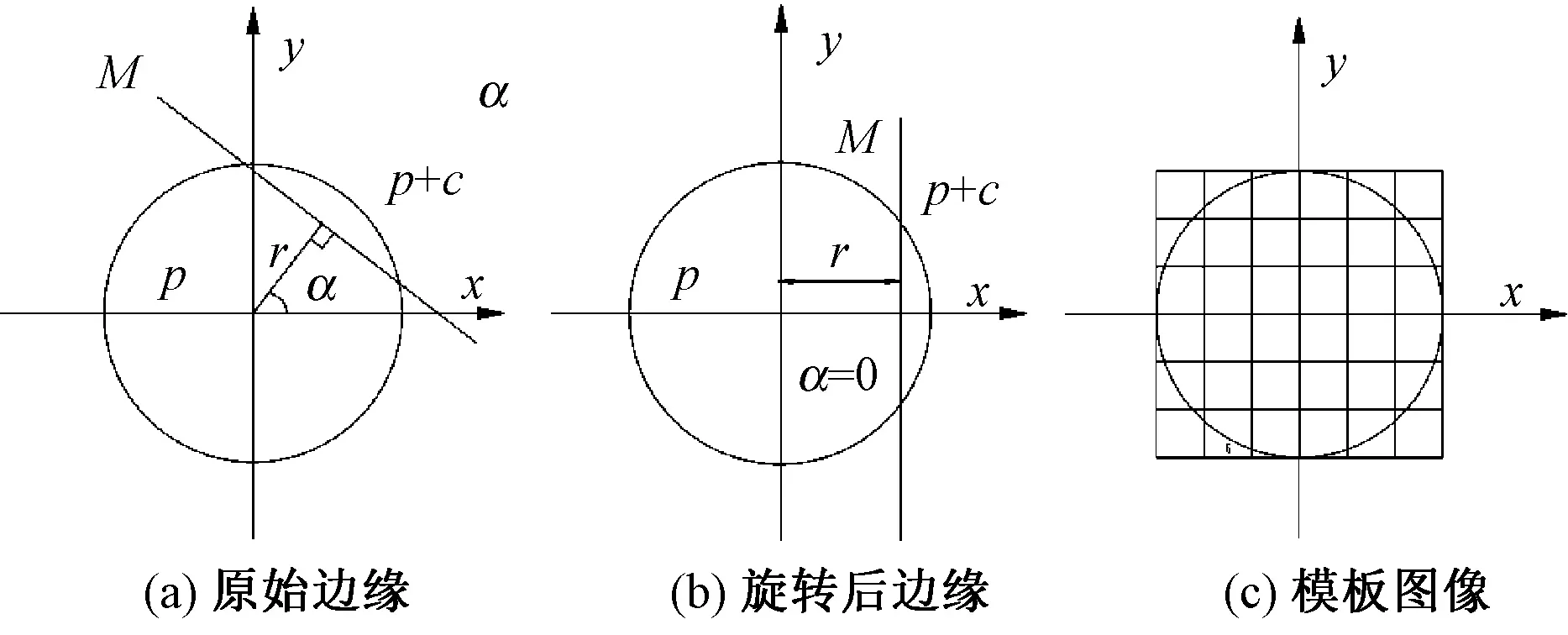
圖3 Zernike亞像素邊緣模型Fig.3 Zernike sub-pixel edge model.(a) Original edge;(b) Rotate the back edge;(c) Template image
根據Zernike矩在圖像旋轉過程的旋轉不變性,可得:
(2)

(3)
其中,N×N模板與被測圖像卷積的結果如圖3(c)模板圖像所示。r在[-1,1]內,可對邊緣處提取亞像素信息,然后定位邊緣位置,可得到亞像素邊緣的檢測公式為:
(4)
2.2 改進Zernike矩的鋼領內圈邊緣提取
傳統Zernike矩檢測算法在實際鋼領內圈圖像中的邊緣檢測很難達到理想狀態,一般存在亞像素的邊緣模型過渡區,如圖4所示。過渡區的一階導數分布存在多個不同高峰值。在判斷邊緣點的過程中,對于不同的圖像邊緣的灰度階躍閾值通常不同,往往需要手動調節,費時且無法保證檢測精度。
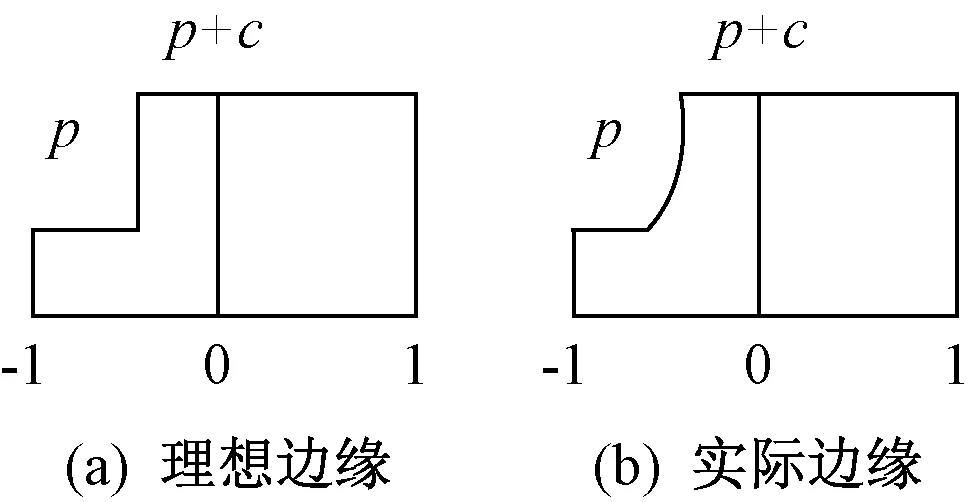
圖4 亞像素的邊緣模型Fig.4 Sub-pixel edge model.(a) Ideal edge;(b) Actual edge
Zernike矩檢測算法對邊緣點的判定條件為c≥ct∩r≤rt,其中ct是相對于灰度c的閾值,rt為相對于距離r的閾值。ct的變化范圍越大,對判斷結果影響越大。由于圖像邊緣的灰度階躍閾值不同,檢測圖像邊緣時需要手動調節ct,調節過程無法保證檢測準確性,所以通過最大類間方差法確定最佳階躍閾值ct。
最大類間方差法可以通過圖像中的灰度直方特征信息,自適應選定最優閾值大小,進而將圖像中的像素分割為目標和背景2部分,這樣就避免手動設置過程的效率低等問題。圖像中被分割出的目標與背景之間的方差值越大,則2部分區域的區分度越大[15]。通過最大類間方差法得到最大類間方差,最終得到最優的階躍閾值ct。
首先將鋼領內圈邊緣進行Sobel算子像素級的粗定位,再分別使用傳統Zernike矩算法和改進后的Zernike矩算法對鋼領內圈進行亞像素精度邊緣提取,結果見圖5。可知,傳統Zernike矩算法由于使用一個固定的階躍閾值ct=80,使得鋼領內圈處丟失了較多的邊緣信息;改進的Zernike矩算法可以通過各區域的類間方差最大化,自適應最優的灰度階躍閾值,內測區域的ct=72,外側區域ct=89,不僅避免了目標丟失,也防止了假邊緣的產生。
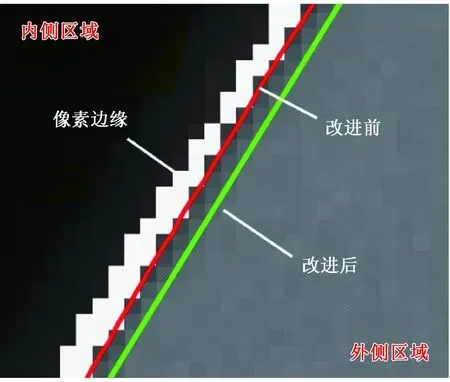
圖5 鋼領內圈邊緣提取局部對比圖Fig.5 Partial comparison diagram of edge extraction of inner ring of steel ring
3 鋼領圓度數學模型的建立
圓度的評定方法共有4種:最小二乘法、最小外接圓法、最大內接圓及最小區域法[16-18]。本文采用最小二乘法對鋼領內圈理想圓進行擬合,通過鋼領內圈邊緣點的坐標,來確定理想圓心的位置[19-20],鋼領內圈的擬合圓及圓心如圖6所示。

圖6 內圈邊緣點理想圓擬合Fig.6 Ideal circle fitting of the edge points of the inner circle
設鋼領內圈邊緣點集合為{{xi,yi|i∈1,2,…,N},則圓心O與鋼領內圈邊緣點的距離為
(5)
式中:(xc,yc)為圓心O的橫坐標和縱坐標,(xi,yi)為鋼領內圈邊緣點的橫坐標和縱坐標,N為鋼領內圈邊緣點個數。
由式(5)可知,最大距離可表示為rimax=max(ri),最小距離可表示為rimin=min(ri)。根據圓度定義可得到,鋼領內圈圓度的表達式為:
f=rmax-rmin=max(ri)-min(ri)
(6)
式中:f為圓度誤差,f的數值越小,則表明鋼領內圈正截面輪廓形狀對理想圓的誤差越小,反之則越大。
4 實驗分析
4.1 視覺標定
相機獲取的圖像數據是以像素為單位,要獲得鋼領內外徑圓度的實際物理尺寸,就需要確定圖像中每個像素M所代表的真實物理尺寸,即物面分辨率K=L/M。實驗過程中,分別對尺寸為L=20、30、40、50 mm的標準量塊標定,共得到4組物面分辨率,以4組數據的平均值作為該系統的物面分辨率K=0.042 mm/px 。
4.2 實驗數據分析
4.2.1 實驗目標
選取型號為PG1-4554的鋼領作為實驗目標,設計內圈圓度公差為0.1 mm。
4.2.2 鋼領內圈圓度實驗數據分析
通過本文視覺檢測方法將各鋼領分別放置在實驗平臺進行檢測,并通過人工檢測對比,得到各序號下鋼領圓度變化折線如圖7所示。
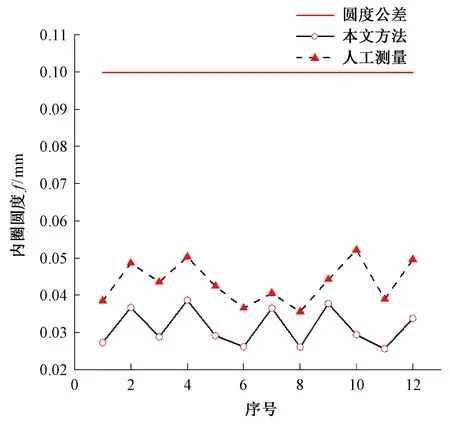
圖7 各序號圓度變化折線圖Fig.7 Line graph of roundness change of each serial number
為驗證本文方法的準確性,通過非接觸式多元傳感三維測量儀器(OCG)對隨機選取的型號為PG1-4554的12個鋼領內圈圓度進行測量,以OCG測量的結果為標準值。通過對比傳統人工檢測和本文方法的測量偏值來驗證本文方法的測量效果。測量結果如表1所示。
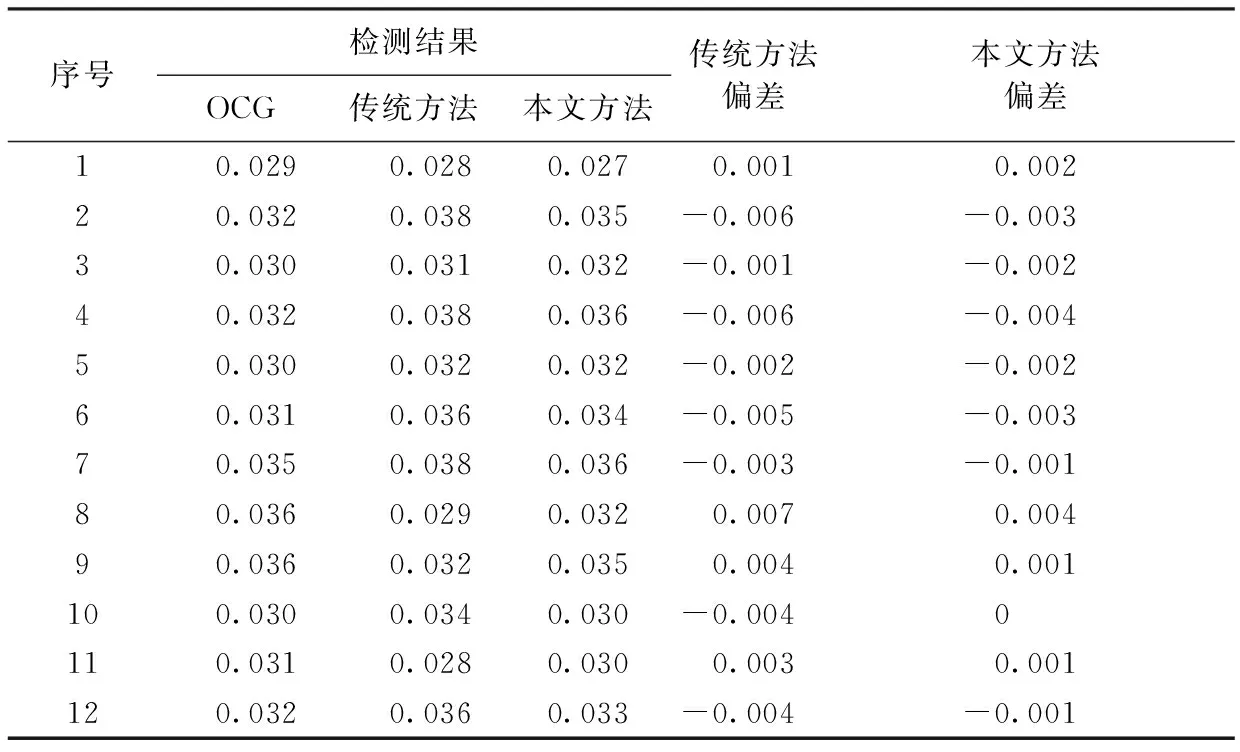
表1 鋼領內圈圓度測量Tab.1 Roundness measurement of inner ring of ring mm
由表1可以看出,本文方法在測量的準確度上效果較好。其中,本文方法的最大偏差為0.004 mm,傳統方法的最大偏差為0.007 mm,準確度提升了42%。
5 結 論
①針對鋼領內圈圓度人工檢測精度不穩定、效率低等問題,建立了基于機器視覺的鋼領內圈圓度圖像檢測方法,進行鋼領圓度的在線檢測,測量結果表明本文方法所檢測的結果相對傳統方法檢測結果在準確度上提高了42%。
②根據實際檢測過程中鋼領內圈圖像特征,首先通過像素級精度算子對鋼領內圈邊緣進行提取,根據Zernike矩邊緣模型的判定條件,將最大類間方差法得到的最佳階躍閾值代入該條件中,對鋼領內圈得邊緣點進行判定提取,進而得到鋼領內圈的亞像素邊緣。
③使用最小二乘法得到鋼領內圈的理想圓圓心,基于鋼領圖像信息建立鋼領內圈圓度的數學模型,實現非接觸式鋼領內圈圓度的測量。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12