雙配合零件數控車削工藝設計及加工
2022-04-27 09:46:34田志勇
有色設備 2022年1期
關鍵詞:工藝
楊 旭,田志勇,歐 易
(成都工貿職業技術學院/成都市技師學院,四川 成都 611731)
隨著科學技術的飛速發展,制造業的要求越來越高,對產品的尺寸精度和輪廓外形也有了更高的要求。零件之間的配合是保證機器正常運行的關鍵。配合零件是車削加工的對象之一,為達到零件配合要求,需綜合考慮各方面的因素。對配合零件之間的要求,零件的尺寸精度、表面粗糙度等要求不斷提高,普通機床加工很難達到,需要在數控機床上才能完成。
四件套組合零件合理的車削工藝方案減少輔助時間,提高生產效率,保證零件尺寸精度和形位公差[1]。根據零件圖樣確定加工工藝,應用加工技巧和編程技巧,做到高效率、低成本,為企業創造高利潤[2]。針對圓錐面配合零件在普通車床上加工存在的問題,利用百分表配合車削加工和三角形關系解決圓錐零件配合間距[3]。某典型配合件為例分析零件技術要求,對加工過程中的問題進行研究[4]。對盤類配合零件的加工,合理工藝安排和夾持位置,可減少生產輔助時間,提高生產效率,避免工件的已加工表面夾花[5]。以中職競賽試題為例,利用三角函數和百分表配合測量車削加工錐度配合零件的方法和步驟[6]。以配合件加工為例最終確定合理工藝方案,保證工藝設計要求及工件的加工精度要求,以達到各項加工要求,最終完成零件的加工[7]。
1 零件工藝分析設計及裝夾方式選擇
1.1 零件工藝分析
如圖1 所示,為雙配合零件二維圖紙,表面的形狀由半圓弧面、外圓柱面、外三角螺紋、內外錐度面、槽、內外圓錐螺紋組成。毛坯為φ50 mm×186 mm的硬鋁棒料。零件形狀為中等復雜,在普通車床上很難保證加工精度。零件帶公差尺寸都在0.005 mm 及以內,尺寸精度極高,表面粗糙度為1.6 μm。因公差值較小編程時不好處理,即取基本尺寸進行編程,尺寸標注完整,尺寸精度通過刀具偏執進行設置。根據實際設備情況,選擇配備FANUC-0I 數控系統的CK6140 臥式車床進行零件加工。按照基軸制的原則,先車削加工軸件1,再車削加工件2。
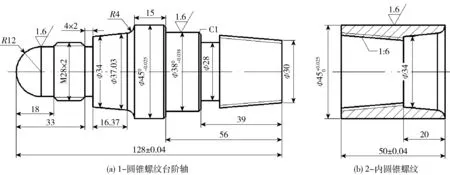
圖1 雙配合零件二維圖紙
件1 的車削有2 種車削方案:方案一即直接裝夾車削,先車削加工右端臺階和圓錐螺紋,夾持φ38圓柱面,再車削左端的半圓弧、圓柱螺紋、錐度面。方案二是采用一夾一頂裝夾方式進行,先車削左端的半圓弧、圓柱螺紋、錐度面,夾持φ24×6 寬的圓柱面,用頂尖頂右端面再進行車削右端的臺階和圓錐螺紋。因車削螺紋時,零件受到的切削力比較大,所以采用方案一進行加工,精車余量都留0.5 mm。
件1 右端車削編程工藝:平左端面→平右端面至128 mm→夾持左端毛坯φ50 伸出80 mm→粗車外圓φ45×75 mm→粗車外圓φ38×56 mm→切槽φ28→粗車圓錐螺紋表面→設置精車速度和進給速度→精車圓錐螺紋表面→精車外圓柱面φ38×56 mm→精車外圓柱面φ45×75→車削圓錐螺紋。
件1 左端車削編程工藝:用開口套夾持右端φ38×56 mm→粗車帶圓角外錐度面→粗車M28×2圓柱螺紋表面→粗車φ24 圓柱面→粗車R12 的半圓弧面→設置精車速度和進給速度→精車R12 的半圓弧面→精車φ24 圓柱面→精車M28×2 圓柱螺紋表面→精車帶圓角外圓錐面→切槽→車外螺紋M28×2。
件2 右端車削編程工藝:平左端面→平右端面至50 mm→夾持左端毛坯φ50 伸出30 mm→車外圓φ45→鉆孔→鏜孔至φ34→車帶圓角的內圓錐面。
件2 左端車削編程工藝:夾持左端毛坯φ50 伸出30 mm→車外圓φ45→鏜孔至φ30→車內錐度螺紋面→車內圓錐螺紋。
1.2 裝夾方式選擇
為保證已車削工件外圓表面不被夾壞,件2 又屬于薄壁零件,所以為防止變形,需要增大接觸面積,使夾緊力均勻地分布在零件上,可以采用三爪自定心軟卡爪或開口套進行裝夾。此零件生產類型是單件生產,所以選用自制開口套進行裝夾,如圖2 所示,這樣就解決工件的裝夾問題。
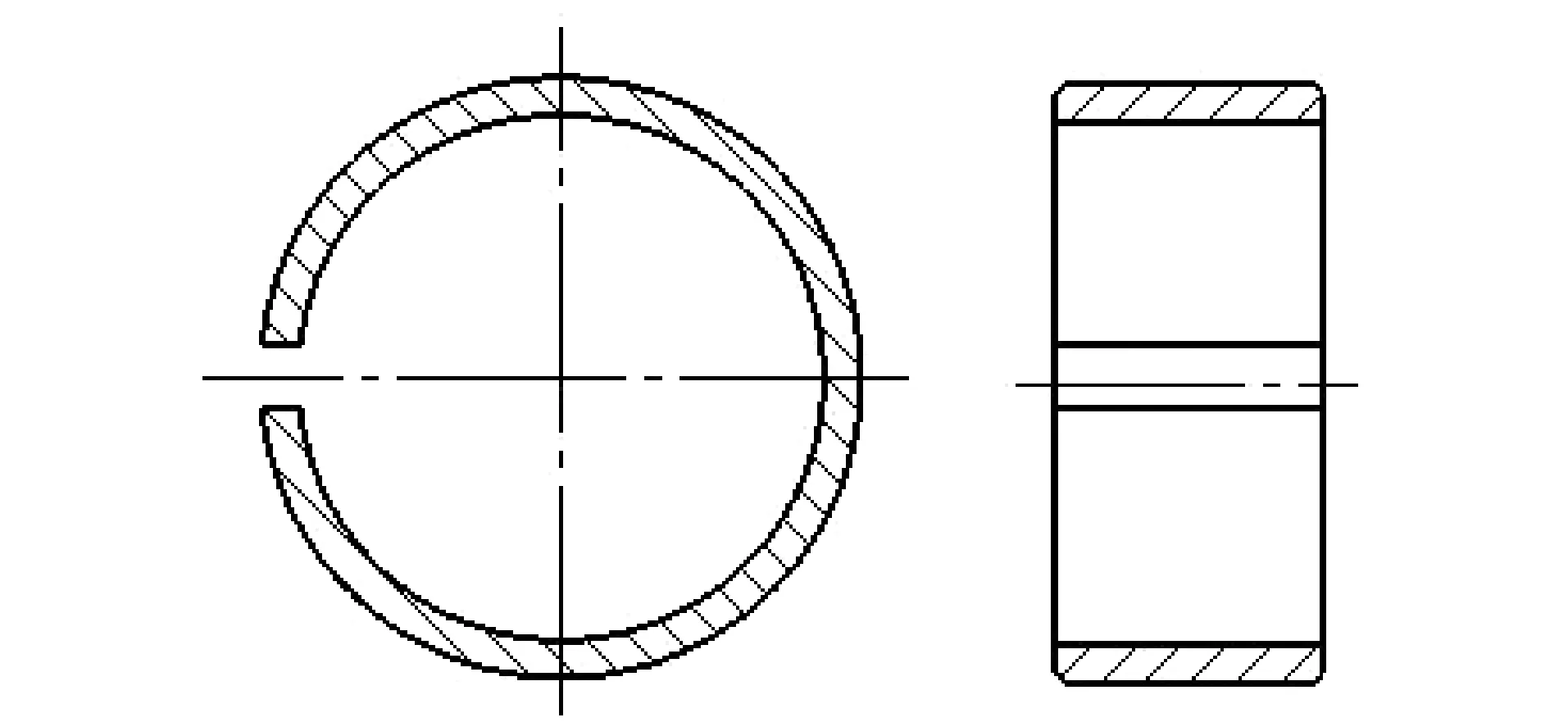
圖2 開口套
件1 車削時采用三爪自定心卡盤進行裝夾,車削左端時用開口套夾右端φ38 外圓柱面。件2 先采用一次性裝夾,先進行鏜孔至φ34,再車削帶圓弧的內錐度面,掉頭用開口套夾持φ45 的外表面,鏜孔至φ30,車圓錐螺紋面,最后車內圓錐螺紋。
2 刀具類型確定
切削用量包括切削深度ap、主軸轉速n和進給速度f。切削用量的選擇原則是:保證零件加工精度和表面粗糙度,充分澆注切削液和發揮刀具切削性能,保證刀具壽命,發揮機床的最大性能,提高生產率,降低生產成本,此次加工所選刀具表如表1 所示。數控車床加工的零件屬于中等復雜類型且精度高,零件實際加工時需要根據加工結果隨時進行調整,所以需用機床的操作面板上各種倍率開關隨時進行調整,實現切削用量合理配置,達到所需的表面要求。
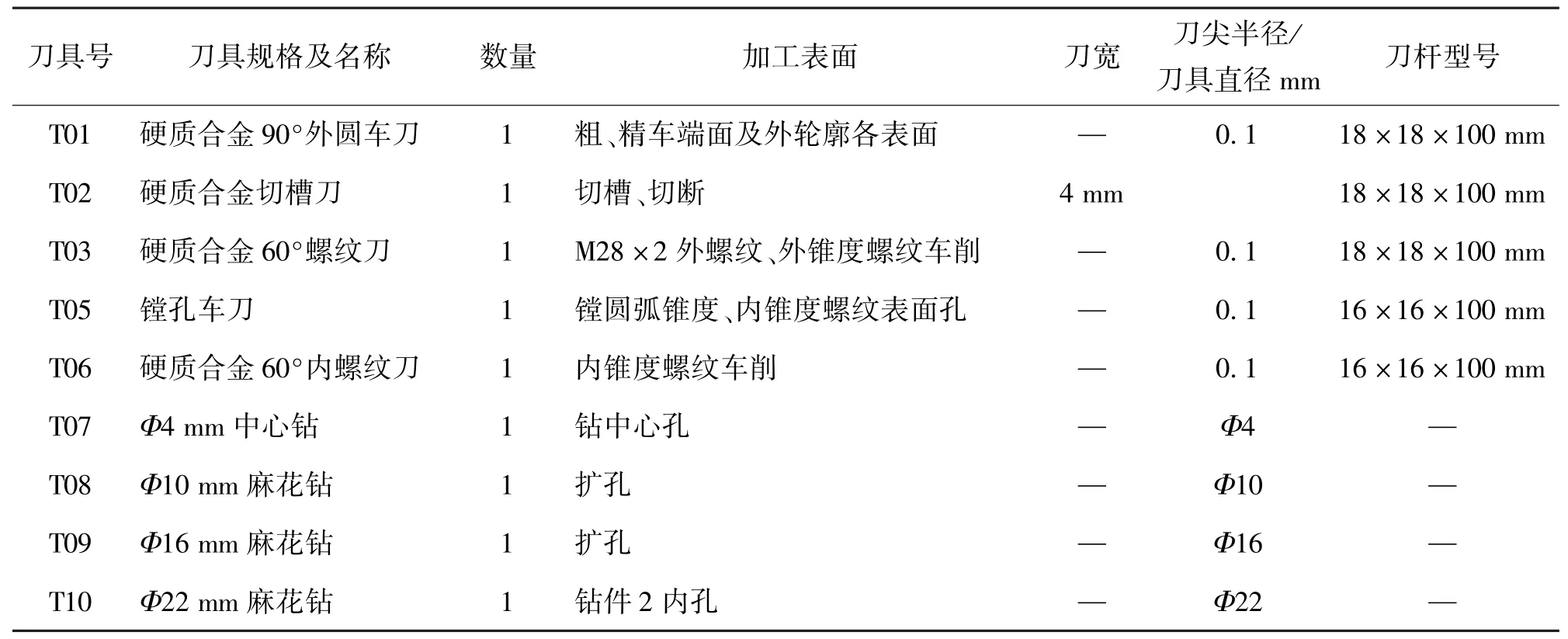
表1 數控加工刀具表
3 關鍵技術及加工效果
3.1 零件車削關鍵技術
此零件車削的關鍵技術是左端帶圓角的錐度和右端的圓錐螺紋都需要配合,錐度面通常情況下用涂色法進行檢驗,達到70%以上的貼合面就合格。車削內圓錐螺紋時內孔直徑會縮小,所以車削內圓錐螺紋前的孔徑要比內圓錐螺紋小徑略大些,圓錐螺紋是以大端直徑為準,所以公稱直徑就是大端直徑,可采用下列近似公式計算:
圓錐螺紋大端直徑:

塑性金屬內錐度螺紋底孔計算公式:
D底≈D公-P
內圓錐螺紋牙深計算公式(直徑值):
ap≈2×(0.5×P)+0.1
因內螺紋刀桿強度差,所以背吃刀量依次遞減且比外螺紋要更小,不然很容易打刀。根據上面公式ap≈2×(0.5×P)+0.1 可以算出內螺紋加工深度為2.1 mm,吃刀深度依次為1 mm、0.5 mm、0.4 mm、0.1 mm、0.05 mm、0.05 mm、0 mm。
圓錐螺紋編程時用螺紋車削單一循環指令G92完成,車削圓錐螺紋與圓柱螺紋的區別就是要注意螺紋錐度值R 取值,其值為圓錐螺紋切削起點與切削終點的半徑之差,如切削起點的X向坐標小于終點的X向坐標,R 值為負,反之為正。
3.2 零件加工效果
圖3 為雙配合零件加工效果圖。選擇合理的數控車削工藝,合理的刀具切削參數,用自制開口套裝夾,增大接觸面積,減少工件變形。車削圓錐螺紋時注意關鍵技術要點,車削過程中以軸為基準,拿軸多去檢驗內圓錐螺紋車削結果,最終達到要求。

圖3 雙配合零件最終加工圖
4 結束語
本研究主要通過雙配合零件工藝分析,設計合理的車削加工工藝和裝夾方法、選擇合理的刀具切削參數,能有效解決配合件加工中出現的問題。自制開口套能有效的增加零件裝夾接觸面積,減少零件車削變形,保證零件加工精度和表面粗糙度,從而達到圖樣設計要求,為同類配合件的車削加工提供借鑒和參考。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
