
長玻纖增強聚丙烯制品的性能影響因素分析
2022-05-01 10:07:20張洪雨張毅林子皓劉源陳方軍
汽車零部件 2022年4期
關鍵詞:力學性能
張洪雨,張毅,林子皓,劉源,陳方軍
重慶海德世拉索系統(集團)有限公司,重慶 401120
0 引言
玻纖增強聚丙烯材料是在聚丙烯樹脂中加入一定量的玻纖及其他助劑而制成,該類材料力學性能好、成本低且成型加工便利,常被應用于汽車零部件和家用電器零部件。常規的玻纖增強聚丙烯材料主要有三類:玻纖氈增強聚丙烯(GMT-PP)、短玻纖增強聚丙烯(SGF-PP)和長玻纖增強聚丙烯(LGF-PP)。GMT-PP是將玻纖氈與聚丙烯進行復合而成的片層材料,片層材料的制備和制品的成型過程是分開進行,所以加工成本較高,但加工過程中極少造成玻纖的斷裂。SGF-PP是將熔融樹脂和短切玻纖進行復合,該材料是應用最早也是較為成熟的材料,但玻纖長度較短,不適用于性能要求高的結構件,而LGF-PP因其成型后會保留更長玻璃玻纖,所以相比于SGF-PP而言增強效果更好,且具有比強度更高、抗沖擊性更強、耐蠕變性更好、尺寸穩定性高、低翹曲等優點,所以LGF-PP材料更容易實現薄壁輕量化,廣泛應用于汽車領域要求較高的中大型零部件,如門模板、儀表板骨架、天窗框架等,LGF-PP是目前玻纖增強聚丙烯復合材料的一個重要方向,也是文中討論的對象。
1 LGF-PP的制造工藝
圖1為SGF-PP粒料和LGF-PP粒料的結構示意。
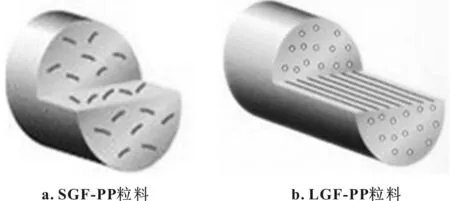
圖1 SGF-PP粒料和LGF-PP粒料的結構示意
SGF-PP粒料長度約為3 mm,長度為1~2 mm的短玻纖作為彌散增強相均勻分布在樹脂中,SGF-PP的制造流程和其他短玻纖增強熱塑性聚合物類似,都是將短切原絲與熔融樹脂直接混合、塑化,并添加其他助劑后,通過擠出機擠出、冷卻、切粒而成。而LGF-PP的制造工藝不同,行業內主流的LGF-PP的生產工藝如圖2所示,為了保留材料顆粒中玻纖的有效長度,不預先切斷玻纖,而是直接牽引玻纖紗經分散、浸滯在熔融的聚丙烯樹脂中,然后聚丙烯樹脂包裹著浸潤好的玻纖束通過特定的口模,再經冷卻、牽引、切割成長度為10~25 mm的粒料,其中玻纖長度和粒料的長度相等。

圖2 LGF-PP的生產工藝
2 長玻纖的增強原理
玻纖增強樹脂基復合材料中,樹脂呈連續相,負責力的傳遞,而玻纖作為分散相主要承擔力的承載作用。LGF-PP的綜合性能優于SGF-PP,其主要原因是LGF-PP注塑加工后制品中玻纖保留的長度更長。LGF-PP的增強原理可以從破裂失效(圖3)的角度進行理解,主要由聚丙烯樹脂基材的性能失效、玻纖自身的性能失效以及玻纖與聚丙烯樹脂界面結合失效等原因引起的。
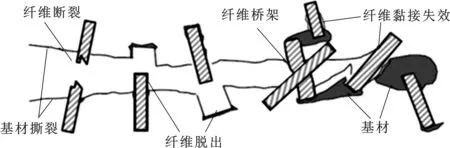
圖3 長玻纖增強材料破裂微觀示意
連續相的聚丙烯樹脂本身具有一定強度,樹脂撕裂后會引起纖維斷裂、纖維脫出、纖維橋架解散和玻纖與樹脂剝離一系列反應,最終導致材料的破裂失效。與SGF-PP相比,相同質量分數的玻纖增強材料制品在破裂時,長玻纖材料制品中的玻纖長度更長,玻纖的斷裂會吸收能量從而提升強度,而短玻纖材料制品中的玻纖由于長徑比較大,再次發生斷裂的概率更小。其次,玻纖長度較長則單位體積樹脂內玻纖的端部數量更少,導致應力集中點減少,從而減少裂紋的引發點。此外,長玻纖制品中的玻纖會相互纏結、翻轉,形成玻纖橋架,而不像SGF-PP成型時短玻纖會沿著流動的方向排列,因此長玻纖提升強度的同時會使得材料的各向同性程度高、翹曲較小。制品中玻纖長度越長,玻纖脫出和與基材剝離也會消耗更多能量,提升強度。
在LGF-PP的樹脂與玻纖浸滯狀況良好且接枝劑相同的情況下,保證加工過程中玻纖均勻地分布于聚丙烯樹脂中,可得到性能優異的制品。有研究表明:隨著玻纖平均長度增長,材料的強度、剛性越大;玻纖長度分布越均勻,材料的韌性越好。
3 玻纖斷裂的因素
理解長玻纖增強材料中玻纖斷裂的行為,對于改善玻纖的斷裂程度具有重要的意義。LGF-PP在加工過程中主要是由于3個方面的相互作用導致玻纖的斷裂:玻纖和玻纖的摩擦剪切作用,玻纖和熔融樹脂之間的摩擦剪切作用以及玻纖和成型系統之間的摩擦作用。
對于玻纖和玻纖之間的摩擦剪切作用造成玻纖斷裂,通過增加玻纖的初始長度,可以在一定程度上提高制品中玻纖的保留長度,但改善效果有限;還可通過降低玻纖填充的比例,以減少玻纖與玻纖之間的摩擦和剪切,最終降低玻纖的斷裂程度,相反,增加玻纖填充比例會增加玻纖斷裂程度,有研究表明:長玻纖復合材料的力學性能隨玻纖用量的增加出現先增大后減小的趨勢,即玻纖含量小于50%時,玻纖含量對力學性能的增強效果優于改善玻纖保留長度的增強效果,玻纖含量越多,力學性能越好;玻纖含量為50%時,材料的力學性能基本達到峰值,玻纖用量繼續增加時,則玻纖斷裂加劇,力學性能出現衰減。玻纖和熔融樹脂之間的相互作用是影響玻纖斷裂的主要因素,即熔融樹脂在流動過程中對玻纖的剪切作用,這種剪切力會使得玻纖劇烈被剪斷,具體表現為熔體黏度越低,玻纖更容易分散、浸潤在熔體中,受損傷程度減小,就可在制品中保留比較長的長度。此外,升高聚合物熔體的溫度,熔體的黏度就會降低,玻纖的保留長度也會增加。對于玻纖和成型系統之間的摩擦作用,主要是玻纖與螺桿、料筒、流道和模具之間的摩擦,模具設計上,增加流道的尺寸和模具模口的尺寸,可以在一定程度上減少玻纖斷裂;注塑工藝上,降低螺桿的轉速、注射速率和保壓壓力也能在一定程度上降低玻纖的斷裂。
4 熔接線區域性能的影響
LGF-PP和其他材料一樣,用于多澆口的大型零部件注塑成型時,兩股或多股熔體相遇的地方會形成熔接線,熔接線區域的玻纖取向和熔體連接都與單股料流區域不同,特別是玻纖取向,在熔接線區域的玻纖朝著流動方向較少,而大部分都指向流動垂直方向排列,玻纖間相互穿插和纏結也較少,大大減少玻纖橋架的增強作用,所以熔接線區域的強度一般為單股料流區域的10%~90%。制品的力學性能是靠玻纖和樹脂的共同作用,熔接線區域中的玻纖分布使其對力學性能的貢獻減弱,樹脂的力學性能貢獻占比就提升了,所以熔接線區域性能會傾向聚丙烯樹脂的性能。LGF-PP中聚丙烯樹脂的黏度等級的選擇、均聚和共聚的選擇或配比、注塑時料筒溫度的設置等,都是影響制品熔接線區域性能的關鍵因素。雖然降低樹脂的熔體黏度可有效改善玻纖的長度,但降低熔體黏度也會一定程度上影響樹脂基材的力學性能,進而影響制品熔接線區域的性能,所以調整聚丙烯樹脂的熔體黏度時需要保證熔接線區域的強度,不能單方面追求制品中玻纖長度而降低聚丙烯樹脂的黏度等級或者提高料筒的熔融溫度,而熔接線區域的力學性能可以用熔接線專用模具注塑材料樣條進行測試確認。
5 玻纖長度的表征方法
LGF-PP制品中玻纖長度的表征先要將玻纖從樹脂基體中分離出來,一般采用馬弗爐灼燒法在600 ℃將制品進行燃燒,直至有機物完全分解,再取少量燃燒后的樣品放入有蒸餾水的燒杯中,輕微搖晃,再將適量的混合玻纖溶液倒入培養皿中。LGF-PP制品中玻纖的長度分布較寬,較長部分在1~15 mm都存在,測量的數目越多,得到的樣本越準確,所以玻纖的測量和統計分析十分重要,目前采用自動成像分析法技術是最快和最有效的。

(1)
(2)
研究LGF-PP制品中玻纖的長度分布對制品力學性能的影響,數均統計法計算的結果會由于很細碎的那部分玻纖導致整個結果變得很低或者玻纖樣本之間差距不明顯,而較長的那部分玻纖更值得關注,重均統計法則可避免這種情況,重均長度和重均臨界長度比例都是突出長度較長部分玻纖的作用,所以重均統計法比數均統計更適用。另外,重均長度與數均長度的比值是表示纖維長度分布寬度的系數,比值越大,所測玻纖樣本的長度分布越寬;比值越小,所測玻纖樣本的長度分布越窄。
6 結束語
LGF-PP制品中玻纖斷裂、玻纖端部脫出、玻纖與基材剝離都會吸收能量,加上玻纖的端部數量少和形成的玻纖橋架共同賦予LGF-PP優異的性能。而影響制品中玻纖斷裂的主要因素是聚丙烯樹脂熔體對玻纖的剪切摩擦作用,選材上降低聚丙烯的黏度等級和注塑時提高料筒的熔融溫度都可以改善聚丙烯熔體的黏度,進而有效改善玻纖的保留長度,但與此同時需要確認熔接線區域強度,才能保證制品整體的力學性能。LGF-PP制品中玻纖長度的表征方法采用重均統計法比數均統計法更好。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
