熱熔膠基推進劑的流變性能
2022-05-05 13:23:40羅運軍李霄羽
火炸藥學報 2022年2期
唐 剛,羅運軍,李霄羽
(1.北京理工大學 材料學院,北京 100081;2.高能量密度材料教育部重點實驗室,北京 100081)
引 言
復合固體推進劑一般是由黏合劑、固體氧化劑、金屬燃料和其他功能性助劑組成的高能復合材料[1-2]。由于其組分的復雜性,其流變性能受多種因素影響[3-4]。復合固體推進劑的制造過程通常需經歷液固混合、固化和成型多個階段,其中黏度參數是熔鑄工藝非常重要的參數之一,因此,研究黏度與溫度及剪切速率的變化關系對熔鑄工藝的探索具有重要的指導意義。雖然黏度參數很大程度決定了熔鑄成型工藝,但是目前尚無可以直接借鑒的參數或者判斷標準。另一方面,熔鑄工藝已經廣泛用于炸藥成型方面,具有工藝簡單、生產效率高等優點[5-7]。然而,由于復合固體推進劑成分的特殊性、能量和力學等性質方面的特殊要求,目前尚未見到將熔鑄工藝用于復合固體推進劑制造工藝方面的研究報道。相關的研究積累,尤其是其適用的物料及其流變學方面的經驗和技術積累相當匱乏。
根據復合固體推進劑使用的黏合劑分類,可分為熱固性復合推進劑和熱塑性復合推進劑兩種[2, 7]。這兩類推進劑由于黏合劑結構和性質存在巨大差異,其成型工藝具有明顯差別。熱塑性復合固體推進劑具有工藝簡單、生產效率高、殘余廢料再利用以及可循環回收等諸多優點,已成為推進劑領域的研究熱點,研究其混合物料的流變性能顯得十分重要[8-13]。目前國內外對熱固性固體推進劑的藥漿流變性能開展了廣泛而深入的研究[14-19],然而,對熱塑性復合固體推進劑的流變性能研究相對較少。作為熱塑性復合固體推進劑熔鑄成型工藝的關鍵參數,流變性能對其成型工藝、裝藥質量和裝藥結構完整性等性能的影響至關重要,值得深入研究。
熱塑性固體推進劑中使用的黏合劑在常溫下具有橡膠彈性、較高的拉伸強度和延伸率,高溫又能塑化成型且具有優異的低溫力學性能。因此,熱塑性復合固體推進劑可采用壓延工藝成型[2, 7, 20]。值得注意的是固體推進劑中的含能固體填料的含量較高,在塑化成型過程中一味升高溫度就會存在巨大的生產安全問題,因此選擇性能適合的黏合劑,以及確定合適的熔鑄條件顯得十分重要。基于以上分析,本研究以聚氨酯熱熔膠為黏合劑、鋁粉和高氯酸銨為含能固體填料,通過壓延物理混合方法制備了聚氨酯熱熔膠基熱塑性復合固體推進劑,對其形貌和填料分布進行表征,并且重點研究了其流變性能,以期能為聚氨酯熱熔膠基熱塑性復合固體推進劑的配方設計、加工工藝條件和成型工藝設備的設計等提供參考。
1 實 驗
1.1 原料及儀器
聚氨酯熱熔膠(TPU),數均相對分子質量約25500,相對分子質量分布為1.92,山東一諾威新材料有限公司;增塑劑檸檬酸三丁酯(TBC),分析純,西亞化學科技(山東)有限公司;FLQT4型球形鋁粉(4號Al粉),平均粒徑5μm,鞍鋼實業微細鋁粉有限公司;高氯酸銨(AP),Ⅰ類AP(平均粒徑 335μm)和Ⅲ類AP(平均粒徑 125μm),北方興安化學工業有限公司。
哈克流變儀(HAAKE MARS),賽默飛世爾科技(上海)有限公司;XH-401C油加熱開煉機,東莞市錫華精密儀器有限公司;JA2003液體固體密度電子天平,上海浦春計量儀器有限公司;ISM-1型撞擊感度儀和MGY-1型擺式摩擦感度儀,北京納辰科技發展有限責任公司;AGS-J電子萬能試驗機(AGS-J, Shimadzu),日本島津儀器公司。
1.2 熱熔膠基推進劑基礎配方及樣品制備
基礎配方:以聚氨酯熱熔膠、檸檬酸三丁酯、鋁粉和高氯酸銨為原料制備熱熔膠基復合固體推進劑。增塑劑為TBC,增塑比(r)分別為0和0.5,固定固體填料質量96g(質量分數為80%),熱熔膠基復合固體推進劑的配方見表1。
表1 熱熔膠基復合固體推進劑基礎配方
制備工藝:將計量好的熱熔膠和增塑劑放入四氟燒杯,并在80℃烘箱中使其融化,依次加入質量分數20%的4號鋁粉、質量分數30%的Ⅰ類AP和質量分數30%的Ⅲ類AP固體填料, 繼續在80℃手動攪拌40min使其初步混合。再將該混合物放入雙輥溫度為60℃(TPU的熔融溫度為55~60℃)的XH-401C油浴加熱開煉機進行雙輥壓延混合約40min。選擇此溫度的主要目的是讓固體填料和黏合劑在此溫度下能均勻混合且不粘雙輥。最后將得到的熱熔膠基復合固體推進劑配重冷卻,其實物照片如圖1所示。
圖1 TPU基熱塑性復合固體推進劑實物圖
1.3 性能測試
采用哈克流變儀對復合固體推進劑流變性能進行測試,使用平行板型模具,平行板直徑為10mm,測試間距約為2mm,測試條件為:動態頻率掃描的頻率范圍0.1~100rad/s,形變為1%,采用由低頻到高頻的掃描方式,溫度分別為30、40、50、60和70℃;
采用擺錘式摩擦感度儀按GJB 722A-1997中方法602.1測試摩擦感度,測試樣品質量為(20±1)mg,擺角66°,壓力為(2.50±0.01)MPa,測試溫度為26℃,濕度34%;采用特性落高法按GJB 722A-1997中方法602.2測試撞擊感度,測試樣品質量為(30±1)mg,落錘質量為2kg,測試溫度為26℃,濕度34%;
采用AGS-J電子萬能試驗機測試力學性能,儀器參數和測試條件為:拉伸速率為100mm/min,溫度為26℃。樣品按照GB/T 528-1998規定方法制備成啞鈴型樣條,每組制備5個樣條。
2 結果與討論
2.1 熱熔膠基復合固體推進劑的形貌和分布
熱熔膠基復合固體推進劑物理混合后的形貌和分布,以及加入增塑劑后固體填料的分布情況,其SEM和EDS結果如圖2所示。
圖2 TPU基復合固體推進劑在不同增塑比(r)下的SEM和EDS結果
由圖2中SEM照片可知,固體填料分布相對均勻且黏合劑和固體填料包裹緊密。此外,加入增塑劑后熱熔膠黏合劑與固體填料的空隙增大,表明加入增塑劑后減弱了熱熔膠分子與固體填料的物理交聯作用,從而降低了熱熔膠黏合劑與固體填料的作用力。由圖2中Al元素的EDS結果可知,加入增塑劑后Al粉在熱熔膠基復合固體推進中的分布更加均勻,表明加入增塑劑后有利于熱熔膠黏合劑與固體填料的均勻混合,有效降低了固體填料的團聚。
2.2 熱熔膠基復合固體推進劑的基本性能
黏合劑(TPU)、純熱熔膠為黏合劑的復合固體推進劑(TPU-0)和增塑比為0.5的熱熔膠基的復合固體推進劑(TPU-0.5)的力學性能測試結果如圖3和表2所示。
圖3 TPU基復合固體推進劑的應力—應變曲線
表2 TPU和TPU基復合固體推進劑的力學性能參數
由圖3和表2可知,在室溫條件下,TPU具有較優的力學性能,TPU-0的最大應力為11.8MPa,但是斷裂延伸率較低,為7.22%。為了改善其斷裂延伸率,向復合固體推進劑中加入增塑比為0.5的增塑劑TBC,TPU-0.5的最大應力和斷裂延伸率都顯著降低,未能實現斷裂延伸率的增加。可能原因是配方中的粒度級配不當、增塑劑的增塑效果不理想或黏合劑的相對分子質量不高導致其物理交聯程度較低。因此,要改善熱熔膠基復合固體推進劑的力學性能需要進一步優化配方,如優化固體填料的粒度級配、調整增塑比、更換增塑劑和選擇相對分子質量更高的TPU黏合劑等。
復合固體推進劑的密度和機械感度是評價其性能的重要參數,因此,樣品TPU-0和TPU-0.5的密度、摩擦感度和撞擊感度測試結果如表3所示。
表3 TPU基復合固體推進劑的密度和機械感度
由表3可知,TPU-0和TPU-0.5的密度分別為1.758和1.709g/cm3,加入增塑劑的復合固體推進劑的密度明顯降低。其次,加入增塑劑有利于降低復合固體推進劑的摩擦感度和撞擊感度,降低其機械敏感性。主要原因是增塑劑的加入能改善固體填料混合的均勻性,使得黏合劑對固體填料包裹更充分,對外界機械刺激起到更好的緩沖作用。此外,增塑劑的加入能降低推進劑中空穴、裂紋等結構缺陷導致的尖端生熱,進而降低了熱點數量。
2.3 熱熔膠基復合固體推進劑的流變性能
復合固體推進劑的流變性能受到多種因素的影響,如溫度、剪切速率、成分組成等。然而,熱塑性復合固體推進劑由于其固體組分含量較高且黏度較大,對其進行穩態流變測試難以實現。因此,本研究對熱熔膠基復合固體推進劑進行動態流變測試,然后根據Cox-Merz規則對動態流變測試結果進行轉換[21-23]。動態黏度和穩態黏度在低頻率和低剪切速率限制下可以相互轉換,穩態剪切測量中的剪切速率與小幅振蕩動態測量中的角頻率對應相等,則有方程(1):

(1)
純熱熔膠基復合固體推進劑在不同溫度下(30~70℃)的流變特性測試結果如圖4和表4所示。
圖4 TPU基推進劑黏度—剪切速率的變化關系
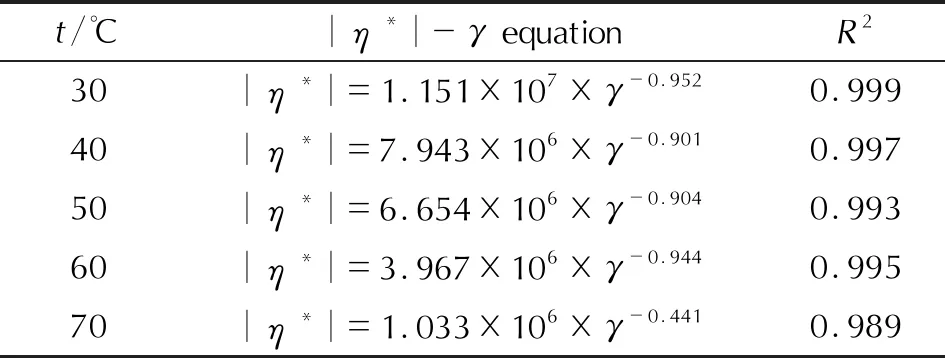
表4 TPU基推進劑在不同溫度下的Ostwald-de Wale冪律模型
由圖4可知,純熱熔膠基復合固體推進劑存在“剪切變稀”現象,其黏度隨溫度升高和剪切速率的增加而逐漸減小,剪切速率越大剪切變稀現象越明顯,呈現出假塑性流體特征。這是因為剪切速率越大,推進劑的黏合劑分子在剪切力的作用被取向而破壞黏合劑的物理交聯網絡結構,使黏合劑分子受到的作用力降低,黏度下降,此外,溫度越高,黏合劑分子的自由體積越大,受到阻礙作用越低,推進劑黏度越低。
由圖4可知,其黏度—剪切速率呈指數關系,流變特性曲線符合Ostwald-de Wale模型[24]:
|η*|=K×γn-1
(2)
式(2)中:η*為復數黏度,Pa·s;K為黏度系數;γ為剪切速率,s-1;n為剪切速率指數。
利用公式|η*|=K×γn-1和Origin Pro 9.0對實驗得到的數據進行擬合(擬合結果見表4)。由表4可知,其剪切速率指數n分布范圍為0.441~0.952,剪切速率指數n<1,屬于典型假塑性流體,符合Ostwald-de Wale假塑性流體流變模型。確定系數(R2)分布在0.989~0.999范圍,表明了該擬合結果且具有較好的相關性。
2.4 增塑劑對熱熔膠基復合固體推進劑的流變性能的影響
增塑比為0.5的不同溫度下(30~70℃)熱熔膠基復合固體推進劑的流變特性測試結果如圖5和表5所示。
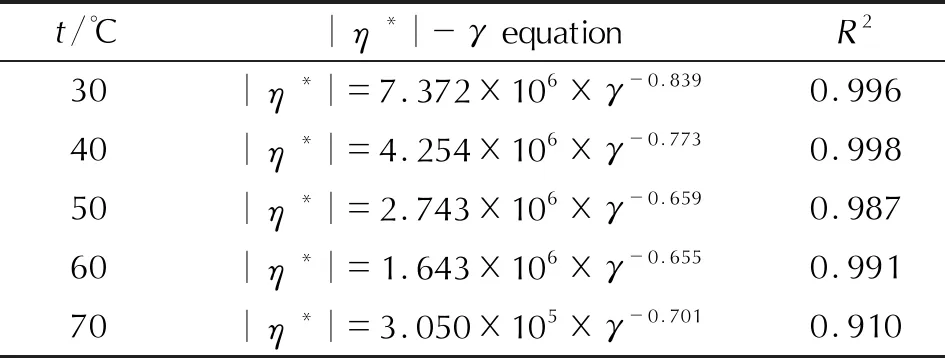
表5 增塑比為0.5的TPU基推進劑在不同溫度下的Ostwald-de Wale冪律模型
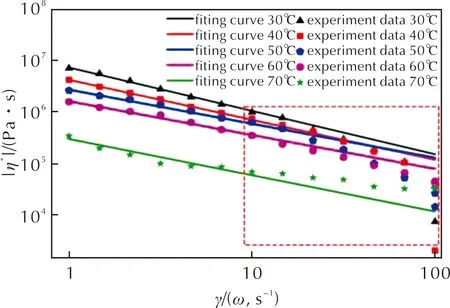
圖5 增塑比為0.5的TPU基推進劑黏度—剪切速率的變化關系
由圖5可知,加入增塑劑的熱熔膠基復合固體推進劑同樣存在“剪切變稀”現象,其黏度隨溫度升高和剪切速率的增加而逐漸減小。相比于純熱熔膠體系,在相同溫度和剪切速率下的黏度進一步減小,這是由于小分子增塑劑的加入,增大了固體填料整體孔隙率,使得固體填料的堆砌和團聚結構減少,黏度減小,流動性變好。因此,增塑劑TBC的加入能有效降低熱熔膠基復合固體推進劑的黏度,有利于高溫流動性。
由表5可知,增塑比為0.5的熱熔膠基復合固體推進劑在不同溫度下的剪切速率指數n分布范圍為0.655~0.839,剪切速率指數n<1,同樣屬于典型假塑性流體,符合Ostwald-de Waele假塑性流體流變模型。確定系數(R2)分布在0.910~0.998范圍,表明了該擬合結果且具有較好的相關性。值得注意的是,當溫度為70℃以及動態掃描頻率的頻率不小于10rad/s(見圖4和圖5紅色虛線框部分)時,熱熔膠和增塑比為0.5的熱熔膠基復合固體推進劑的黏度隨剪切速率的增加其變化趨勢與擬合模型相關性顯著變差,是因為高溫和較高的動態掃描頻率在高固填料的復合固體推進劑很難得到穩定的黏度數據,此外,由表4和表5可知,此溫度下對實驗數據進行擬合的所得結果相關性最差。這是因為聚氨酯熔膠在此溫度下已經開始熔化,溫度越高,黏合劑分子的自由體積越大,受到阻礙作用越低,剪切速率越大,推進劑的聚氨酯熱熔膠分子在剪切力的作用取向更加明顯,復合固體推進劑中黏合劑的物理交聯網絡結構被破壞,使黏合劑分子受到的作用力降低,黏度下降趨勢變緩,間接表明此種黏合劑可能在溫度大于60℃的條件下進行熔鑄。此外,熔鑄工藝屬于推進劑生產的新工藝,具體何種黏度能滿足熔鑄工藝成型的要求尚無明確的標準,因此,熱熔膠基復合固體推進劑具體黏度能滿足熔鑄工藝要求需配合后期熔鑄工藝探究進行確定。
黏流活化能可表征高分子向孔穴躍遷時克服周圍分子的作用所需要的能量,黏度與溫度關系滿足阿侖尼烏斯方程,推進劑的黏度隨溫度的變化和聚合物一樣服從Arrhenius方程[25],見式(3):
|η*|=AeΔEη/RT
(3)
式中:A為指前因子;R為理想氣體常數,J/(mol·K);T為絕對溫度,K;ΔEη為黏流活化能,kJ/mol,表示黏合劑分子克服周圍分子對它的作用力向孔穴躍遷而更換位置時所需的能量。相同剪切速率下,黏度取決于這兩個量的比值ΔEη/RT,表現為隨溫度升高復合固體推進劑的黏度逐漸下降。
為了便于黏流活化能的計算,將上述公式的指數方程改寫成對數形式,見式(4):
(4)
如果以ln|η*|對1/T作圖,則得一條直線,其斜率為ΔEη/R。因此,斜率的大小直接反應黏流活化能ΔEη大小,直線的斜率愈大,ΔEη愈大,斜率越小,ΔEη也就越小,此外,在相同剪切速率下,上式表明黏流活化能和溫度是影響黏度的主要因素。
基于上述2.3和2.4節中的討論,選擇剪切速率分別為1.00、1.46、2.15和3.16s-1研究聚氨酯熱熔膠基熱塑性復合固體推進劑的黏流活化能。純熱熔膠基復合固體推進劑在不同剪切速率下的ln|η*|—1/T的關系曲線如圖6(a)所示。增塑比為0.5的熱熔膠基復合固體推進劑在不同剪切速率下的ln|η*|—1/T的關系曲線如圖6(b)所示,其剪切速率與純熱熔膠基復合固體推進劑一樣。最后,再根據直線斜率得到推進劑在不同剪切速率的黏流活化能,進而得到黏流活化能隨剪切速率的變化規律。
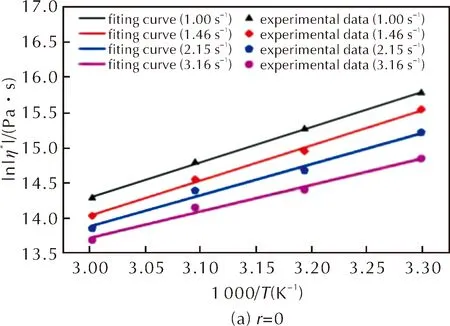
圖6 不同剪切速率下增塑比為0和0.5的TPU基復合固體推進劑的ln|η*|—1/T曲線
熱熔膠基熱塑性復合固體推進劑黏流活化能隨剪切速率的變化如表6所示。由表6可知,隨剪切速率的增大其黏流活化能逐漸減小,此外,當加入增塑劑時,在相同剪切速率下,黏流活化能明顯降低。
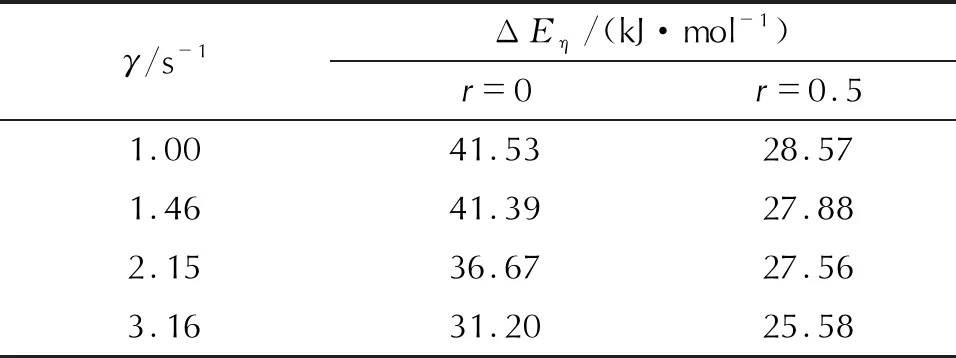
表6 不同剪切速率下的活化能
由表6可知,與純聚氨酯熱熔膠基熱塑性復合固體推進劑相比,加入增塑劑后黏流活化能明顯降低,且隨剪切速率的增加其變化趨勢明顯變緩。以上結果表明,向熱熔膠基熱塑性復合固體推進劑中加入增塑劑,可以使復合固體推進劑的空隙增大,熱熔膠分子鏈段向周圍孔穴躍遷時所受的作用力減弱,其躍遷變得更加容易,其空隙增大現象與SEM形貌觀察結果一致。因此,在相同剪切速率下,加入增塑劑的聚氨酯熱熔膠基熱塑性復合固體推進劑的黏流活化能明顯減小。
3 結 論
(1)利用壓延物理混合方法制備了聚氨酯熱熔膠基復合固體推進劑,結果表明加入增塑劑可以避免固體填料的團聚,有利于熱熔膠黏合劑與固體填料的均勻混合,但其力學性能變差,此外,其密度減小和機械敏感性降低。
(2)流變性能研究結果表明,升高溫度、增大剪切速率,以及加入增塑劑能有效降低熱熔膠基復合固體推進劑的黏度,其黏度—剪切速率呈指數關系,流變特性曲線符合Ostwald-de Wale模型。
(3)Arrhenius方程計算結果表明,熱熔膠基復合固體推進劑黏流活化能隨剪切速率增加和增塑劑的加入而減小,增塑劑的加入能有效改善熱熔膠基復合固體推進劑的高溫流動性。
