
鐵基納米晶合金帶材疊層剪切加工特性研究*
2022-05-12 06:04:58閻秋生杜燦林高雅欣朱超睿
機電工程技術 2022年3期
閻秋生,杜燦林,高雅欣,朱超睿,李 令
(廣東工業大學機電工程學院,廣州 510006)
0 引言
隨著“雙碳”戰略的實施,節能減排、提升能源資源利用效率要求的不斷提高,對于電力系統的電磁鐵心性能有了更高的要求。鐵基納米晶合金相比于硅鋼而言,具有高飽和磁感應強度、高磁導率、低鐵損等特點,被廣泛用于電力變壓器鐵心、電動汽車電機鐵心、無線充電線圈等領域,不但能夠提高產品性能,而且能夠有效減小鐵心損耗[1-3]。
目前,鐵基納米晶合金帶材需要按行業標準和具體要求進行縱剪分條加工,得到寬度一致且剪切邊緣質量良好的帶材,再卷繞成型以制備變壓器鐵心或其他電力電子產品[4-5]。為了提高生產效率,常將厚度較薄的2~3條納米晶合金帶材以直接接觸的方式堆疊一起,并同時在自由狀態下進入剪切機組,完成滾剪分條加工過程。
國內外研究學者已對納米晶合金材料性能做了許多研究[6-7]。Kumar等[8]對Fe63Cr9P5B16C7納米晶合金進行納米壓痕及劃痕實驗,發現該納米晶合金存在尺寸效應,而且在不同載荷的劃痕條件下產生不同形式的剪切帶。Csizmadia等[9]制備了FINEMET納米晶合金帶材并發現帶材出現高達12%的蠕變現象,并認為蠕變基本上由施加的應力決定,得出應力誘導各向異性觀點。Sergueeva等[10]對不同退火溫度下得到的Fe基納米晶合金帶材進行強度檢測,發現退火溫度會導致納米晶粒結構產生差異,微觀形貌發生變化,其中在600℃退火下能獲得約2.3 GPa強度。
近年來有關納米晶合金帶材制備工藝和性能研究的論文不斷增多,但鮮有針對納米晶合金帶材精密剪切加工過程的研究。由于鐵基納米晶合金帶材厚度薄(20μm左右),采用疊層剪切可有效提高加工效率,本文針對鐵基納米晶合金帶材開展疊層剪切加工工藝實驗,探究疊層剪切加工對斷面特征的創成機理,對比分析單層剪切加工與疊層剪切加工的差異性,歸納分析疊層剪切加工后納米晶合金帶材的斷面形貌特征和磁疇結構變化規律,并探討剪切速度和滾刀徑向重疊量對疊層納米晶合金帶材剪切質量的影響規律。
1 加工原理及實驗方法
1.1 鐵基納米晶合金帶材疊層剪切加工原理
疊層滾剪加工原理如圖1所示,上、下圓片刀分別交錯安裝在高剛度的刀軸上,與圓片刀相對應一側安裝彈性橡膠圈對納米晶合金帶材提供壓力。納米晶合金帶材厚度為t,圓盤刀半徑為R,c和s分別為上下圓刀之間的側向間隙和徑向重疊量,由于納米晶合金帶材厚度薄,要求把上下圓片刀側向間隙c調整近似為零。電機驅動上下刀軸相對轉動,從而帶動納米晶合金帶材進入圓片刀刃口形成的剪切區,使納米晶合金帶材發生斷裂變形,其斷裂過程主要是在刀具的作用下,帶材裂紋的快速擴展而引起的,其斷裂面與刀具側面滑擦產生不同的斷裂特征。圖1(c)所示為實驗時采用的疊層納米晶合金帶材剪切方式,為了準確對后續納米晶合金帶材斷面形貌和截面特征進行定點觀測,采用膠水把納米晶合金帶材一側固定,另一側帶材以自由狀態進入圓盤刀剪切區域。
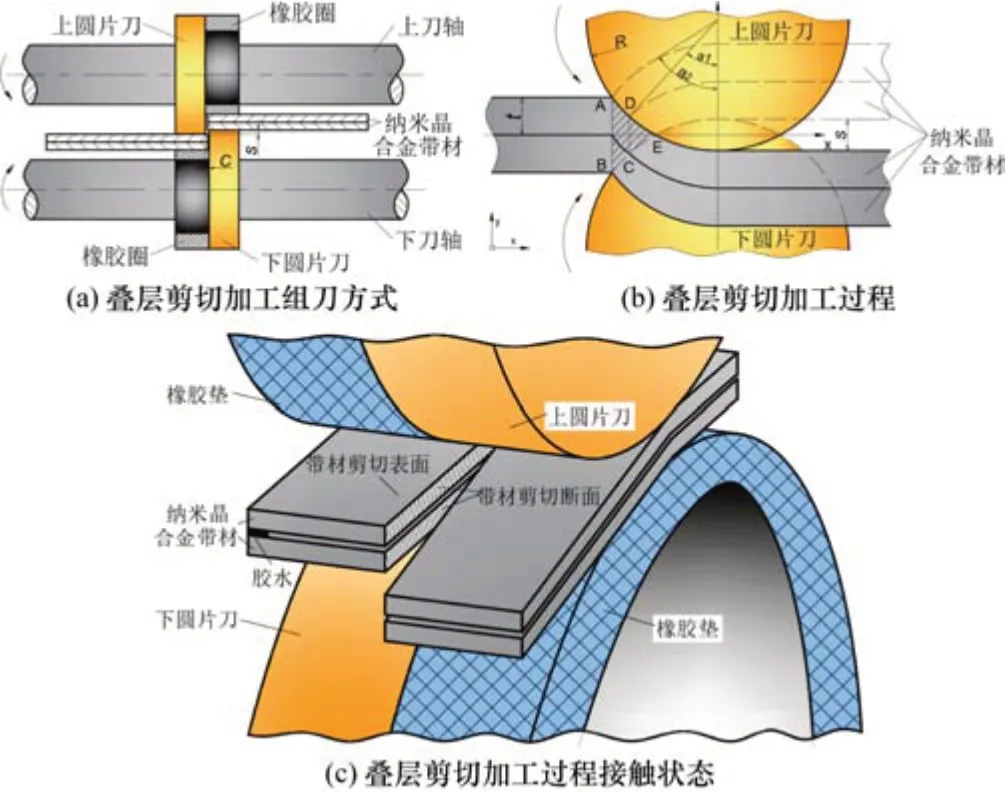
圖1 納米晶合金帶材疊層滾剪加工原理Fig.1 Nanocrystalline alloy strip laminated roll shear processingprinciplediagram
通過對疊層納米晶合金帶材剪切加工過程的跟蹤觀察,總結歸納出如圖2所示的納米晶合金帶材剪切斷面創成原理,在疊層納米晶合金帶材剪切加工初始階段,上、下圓片刀逐漸迫近納米晶合金帶材,隨后帶材進入剪切區域,如圖2(a)所示。由于圓片刀旋轉切削刃逐漸壓入納米晶合金帶材,其所受剪切力逐漸增大,圓片刀切削刃擠壓帶材表面,使得帶材發生變形并在刃口與帶材接觸區域形成塌角,而由于力的可傳遞性,在帶材與帶材之間接觸的表面也會產生相應的塌角,此時僅限于圓片刀切削刃倒圓面與帶材接觸,如圖2(b)所示。當納米晶合金帶材在上、下圓片刀和環狀橡膠圈墊持續增大的擠壓力作用下,帶材受到的剪切力持續作用并達到帶材的強度極限而開始產生微裂紋,并迅速擴展。由于納米晶合金帶材不存在位錯滑移機制,因此帶材內部發生以剪切帶擴展為主的斷裂變形,形成剪切斷裂區。而且圓片刀側面與帶材接觸面積逐漸增大并發生滑擦,如圖2(c)所示。隨著上、下圓片刀切入帶材的深度增加,裂紋擴展直至重合,使得納米晶合金帶材斷裂分離,由于受到圓片刀側面的擠壓滑擦作用,在納米晶合金帶材斷面末端會形成毛刺,如圖2(d)所示。
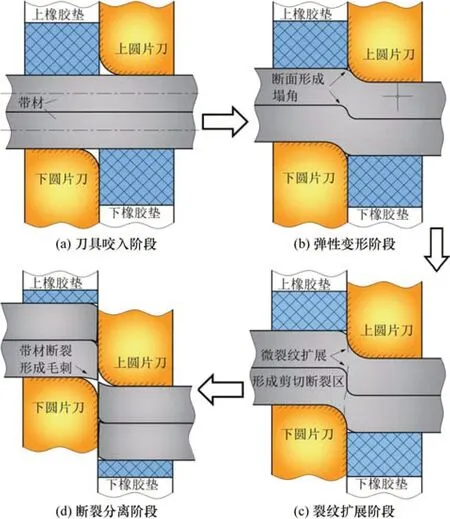
圖2 疊層剪切過程及剪切斷面創成原理Fig.2 Schematic diagram of the shearing process and shear section creation principleof thelaminated shear
1.2 實驗材料及實驗方案
實驗所用材料為國內某廠生產牌號為1K107B的鐵基納米晶合金帶材,帶材寬度為26 mm,厚度為(20±2)μm,晶化溫度510℃,居里溫度570℃。其主要力學性能如表1所示。納米晶合金帶材滾剪加工在XY200∕FS型精密滾剪機上進行,裝置如圖3所示。上下圓片滾剪刀采用固定刀軸以保證圓刀安裝精度,即刀具的側向間隙c已經預先設定為零,通過絲杠升降調節機構調整上下刀軸的距離以調節上下圓刀的徑向重疊量s。

表1 納米晶合金帶材力學性能Tab.1 Mechanical properties of nanocrystallinealloy strips
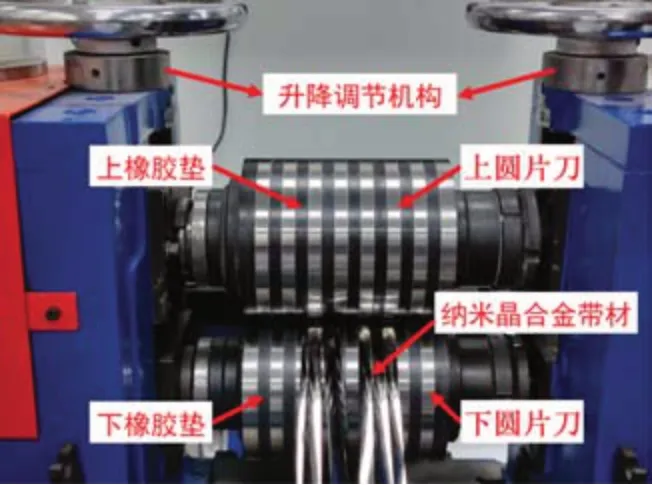
圖3 納米晶合金帶材精密滾剪機Fig.3 Nanocrystallinealloy strip precision rollingshearingmachine
先按不同剪切層數將納米晶合金帶材在剪切速度50 m∕min、徑向重疊量s∕t=100%的工藝條件下進行探索性剪切實驗,取剪切后的帶材進行斷面檢測及磁疇結構檢測。然后分別改變剪切速度和徑向重疊量參數值并進行不同剪切層數下的納米晶合金帶材剪切加工,以研究剪切速度和徑向重疊量對其剪切質量的影響規律。具體剪切加工實驗條件如表2所示。
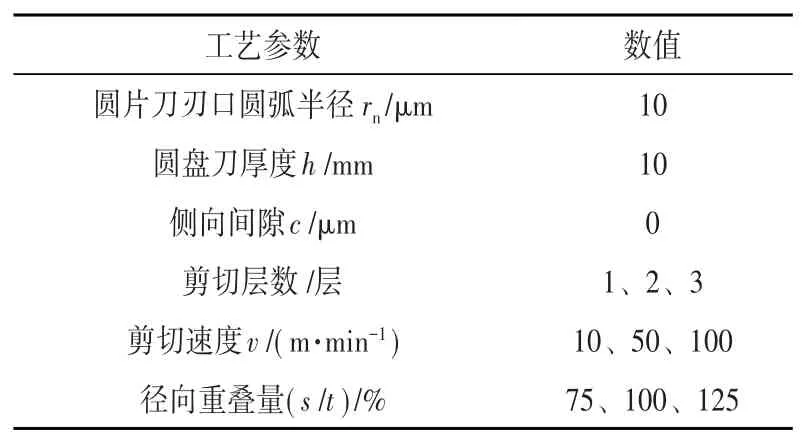
表2 剪切加工實驗條件Tab.2 Experimental conditionsfor shear processing
1.3 檢測分析方法
納米晶合金帶材的剪切斷面和截面形貌如圖4所示,按照剪切方向從上到下分為塌角區,剪切斷裂區和毛刺等特征。通過精密滾剪機完成納米晶合金帶材疊層剪切過程后,利用TM4000掃描電子顯微鏡對帶材剪切斷面形貌進行觀察。采用線切割機垂直于剪切斷面切割后,用環氧樹脂冷鑲嵌方式制成截面試樣(圖4(a)),經過金相研磨機研磨拋光后,使用OLS4000激光共聚焦顯微鏡觀察剪切試樣的截面特征,并記錄毛刺特征帶的高度。
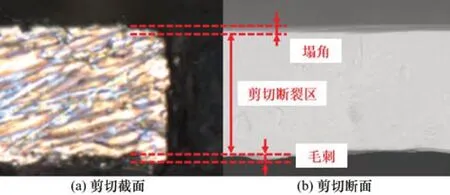
圖4 剪切斷∕截面形貌特征Fig.4 Schematic diagram of shear section and cross-sectional morphological features
為了對帶材剪切截面特征進行量化,本文引用文獻[11]所定義的斷面完整性系數,如圖5所示,首先選取帶材截面的激光共聚焦檢測圖,沿著帶材上下邊緣和剪切斷面邊緣截取正方形區域(區域長度為帶材厚度t)作為樣本統計區域,其次對正方形區域進行黑白二值化處理,最后通過Python程序統計正方形線框內的黑白像素總數。斷面完整性被定義為選取區域內白色像素點個數與選取區域內像素總數的比值,選取區域內白色像素點越多,則斷面完整性越好,實驗結果均取5次測量的平均值。
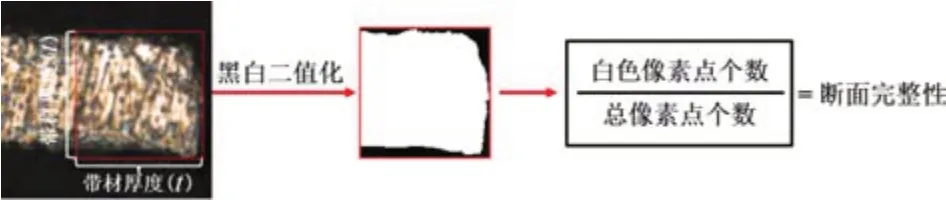
圖5 斷面完整性系數定義Fig.5 Schematic diagramof the definition of section integrity factor
為了對比分析疊層剪切加工方式與單層剪切加工方式對于帶材磁性能的影響,采用掃描探針顯微鏡(MFM)對不同剪切層數下的納米晶合金帶材剪切邊緣進行磁疇結構分析,主要包括對比磁疇結構的形狀和尺寸大小。
2 實驗結果與討論
2.1 鐵基納米晶合金帶材塑性變形行為研究
通過大載荷劃痕實驗研究鐵基納米晶合金帶材塑性變形特征,包括帶材劃痕表面損傷類型以及劃痕剪切帶形狀和分布情況。采用Anton Parr生產的RST劃痕儀進行大載荷劃痕實驗,壓頭型號為Rockwell-AJ-254,劃痕速率設為1 mm∕min,載荷設為1~35 N之間進行線性加載。實驗時將納米晶合金帶材固定在表面粗糙度約Ra2 nm的SiC晶片上,使劃痕過程中壓頭不會劃破帶材。
采用激光共聚焦顯微鏡觀察劃痕形貌并檢測劃痕輪廓,如圖6所示,從輪廓發現納米晶合金帶材在劃痕加載階段出現較均勻的塑性變形,輪廓曲線較規律。在劃痕加載階段容易出現較大凹坑和碎渣,使得輪廓曲線起伏不定。進一步對納米晶合金帶材劃痕4個區域進行大倍率觀察,觀察到劃痕區域出現不同程度的區域破碎情況,在劃痕末端裂縫處出現剪切帶擴展情況。
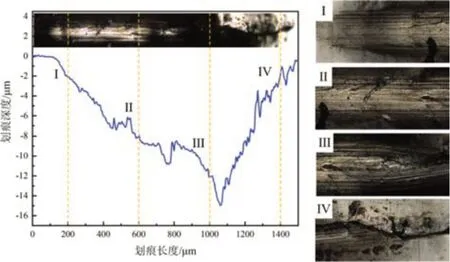
圖6 納米晶合金帶材劃痕輪廓及形貌Fig.6 Scratch profileand morphology of nanocrystalline alloy strips
由于圓片刀在制造時切削刃口處總存在一定過渡圓弧半徑一般為10μm,在實際剪切加工過程中由刀具刃口圓弧半徑率先與納米晶合金帶材發生接觸,隨著刀具繼續移動下行,刃口半徑與帶材表面發生局部區域微觀彎曲變形,使帶材表面會受到彎曲時拉伸、壓縮產生的微裂紋等。因此,為了重點研究剪切加工過程發生的彎曲變形現象,設計了針對疊層帶材情況下的彎曲實驗。彎曲塊側面和端面連接處制成具有圓弧半徑為10μm的形狀,以此來模擬圓片刀刃口,帶材一側通過壓板固定,另一側處于自由狀態,調整上彎曲塊和下彎曲塊側向間隙,通過上彎曲塊下行實現不同層數下納米晶合金帶材的彎曲過程,最后采用掃描電子顯微鏡(SEM)觀察帶材彎曲處的形貌,對比不同層數下納米晶合金帶材受到彎曲變形差異。
圖7所示為納米晶合金帶材疊層彎曲圓弧SEM形貌圖,可見帶材彎曲時受拉伸側和受壓縮側變形形貌存在差異,由于納米晶合金帶材脆性大,受拉伸側出現開裂情況,并且擴展衍生出大量剪切帶,而受壓縮側出現破碎情況,存在少量碎屑。但在帶材疊層彎曲情況下,上層帶材所發生的彎曲變形程度較小,帶材彎曲圓弧夾角比一層及中下層帶材彎曲圓弧夾角要小(β1>β2>α)。從圖7(c)所示的三層納米晶合金帶材彎曲圓弧區域觀察到,只有三層下層納米晶合金帶材產生了微小裂紋,而外側兩層納米晶合金帶材則沒有產生裂紋,這是由于在疊層彎曲時帶材硬度比彎曲塊硬度高,相比于下層帶材擠壓彎曲塊,上層帶材受到中下層帶材更多的支撐作用,使得彎曲變形受到阻礙,彎曲后更容易發生回彈現象。
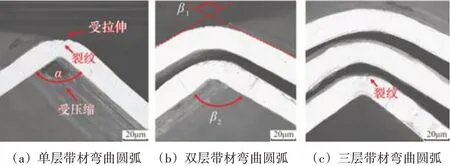
圖7 納米晶合金帶材疊層彎曲圓弧形貌Fig.7 Nanocrystallinealloy strip laminated bendingarc morphology
為了深入分析疊層帶材彎曲情況,采用SEM觀察各層帶材受拉伸側折痕形貌,并對各層折痕寬度進行統計。圖8所示為各層納米晶合金帶材彎曲變形后受拉伸側折痕形貌,可見折痕由大量平行剪切帶所組成,但各層帶材的剪切帶密度均不一樣。而納米晶合金帶材的塑性應變以剪切帶的形式存在,因此剪切帶密度能側面反映出納米晶合金帶材塑性變形程度[12]。雙層下層納米晶合金帶材折痕與其他帶材折痕形貌有較大的差異,其剪切帶主要分布在折痕兩側,中間區域反而沒有出現剪切帶。此外,三層納米晶合金帶材彎曲折痕痕跡較淺,而且剪切帶間隔距離增大,三層下層納米晶合金帶材折痕還出現許多次生剪切帶使得剪切帶類型不再是單一的平行剪切帶,還具有樹枝狀裂紋剪切帶,說明三層下層納米晶合金帶材在彎曲時由于自由體積積累,使得多個剪切帶成核分叉形成新的剪切帶并擴展,使納米晶合金帶材產生更劇烈的塑性變形。
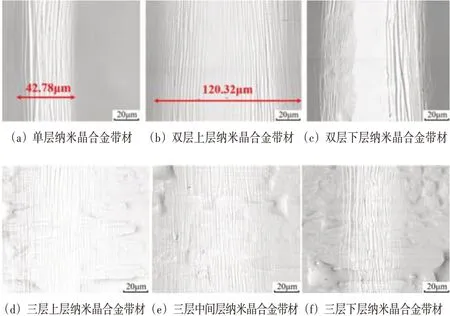
圖8 納米晶合金帶材疊層彎曲拉伸側折痕形貌Fig.8 Nanocrystalline alloy strip laminated bending and stretching side creasemorphology
2.2 剪切層數對納米晶合金帶材剪切特征及性能的影響
2.2.1 剪切層數對剪切斷面形貌的影響
剪切斷面形貌特征直接反映了剪切質量的好壞,當剪切斷面中毛刺高度較小時,可增加納米晶合金帶材的鐵心疊片系數,因此認為毛刺高度較小時剪切質量好[13]。
圖9所示為納米晶合金帶材在剪切速度為50 m∕min、徑向重疊量s∕t=100%時不同剪切層數下的剪切斷面形貌。在普通單層納米晶合金帶材剪切過程中,剪切斷裂區占最大比例,塌角和毛刺高度均較小,剪切上邊緣較為平整,下邊緣則出現微小毛刺;在雙層納米晶合金帶材剪切時,帶材剪切斷面得到與單層剪切一樣的特征帶,但上層帶材較下層帶材而言斷面質量更好,更接近單層納米晶合金帶材剪切后產生的斷面形貌,而且在下層納米晶合金帶材的下邊緣出現了破碎的情況,還發現下層納米晶合金帶材的塌角高度增大;在三層納米晶合金帶材剪切時,發現剪切斷面質量明顯變差,而中間層帶材在上下面同時受到納米晶合金帶材擠壓時,出現塌角高度增大,帶材部分區域材料剝落,剪切斷裂區材料堆積等情況,還發現上層帶材大部分由剪切斷裂區所組成,由此判定上層帶材靠剪切斷裂而成,而下層帶材則沒有出現明顯的刀具滑擦痕跡,推斷下層納米晶合金帶材受擠壓拉伸斷裂而成。
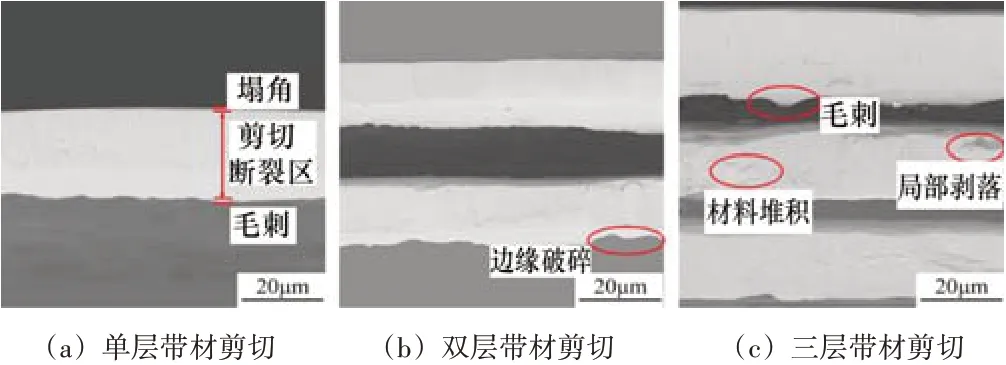
圖9 帶材疊加層數對帶材剪切斷面形貌特征的影響Fig.9 Influence of the number of stacked layers on the shear section morphology of strips
圖10所示為不同層數剪切斷面的截面形貌,從剪切斷面的截面可以詳細觀察到相關剪切特征帶。單層剪切斷面的塌角和毛刺高度均較小;雙層納米晶合金帶材剪切斷面截面上的上層和下層帶材的塌角高度均增大,并且上層納米晶合金帶材形成了過渡型毛刺,毛刺高度也增大;三層納米晶合金帶材剪切斷面截面上,從上層帶材開始每層帶材的塌角都增大,毛刺類型也從擠壓型毛刺變為了拉斷型毛刺。
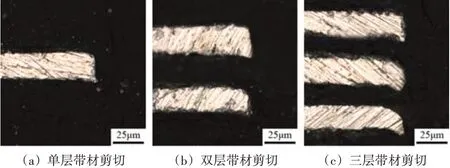
圖10 帶材疊加層數對帶材剪切截面形貌的影響Fig.10 Influence of the number of stacked layers on the cross-sectional morphology of the strip shear section
為了評估不同剪切層數的納米晶合金帶材剪切質量,統計了剪切截面毛刺高度和斷面完整性,其中雙層和三層納米晶合金帶材剪切的毛刺高度和斷面完整性均取每層帶材的平均值,統計圖如圖11所示。從圖中可以看出單層納米晶合金帶材的毛刺高度為4.09μm;雙層納米晶剪切時平均毛刺高度為4.51μm,比單層剪切產生的毛刺高度增加了10.3%;三層納米晶合金帶材平均毛刺高度為5.39μm,比單層剪切產生的毛刺高度增加了31.8%。單層納米晶合金帶材剪切斷面完整性為84.27%,由于毛刺高度隨著剪切層數增多而增大,導致雙層和三層納米晶合金帶材剪切斷面完整性有所下降,雙層納米晶合金帶材剪切下的斷面完整性為82.38%;三層納米晶合金帶材剪切的斷面完整性為76.34%,降低了7.17%。
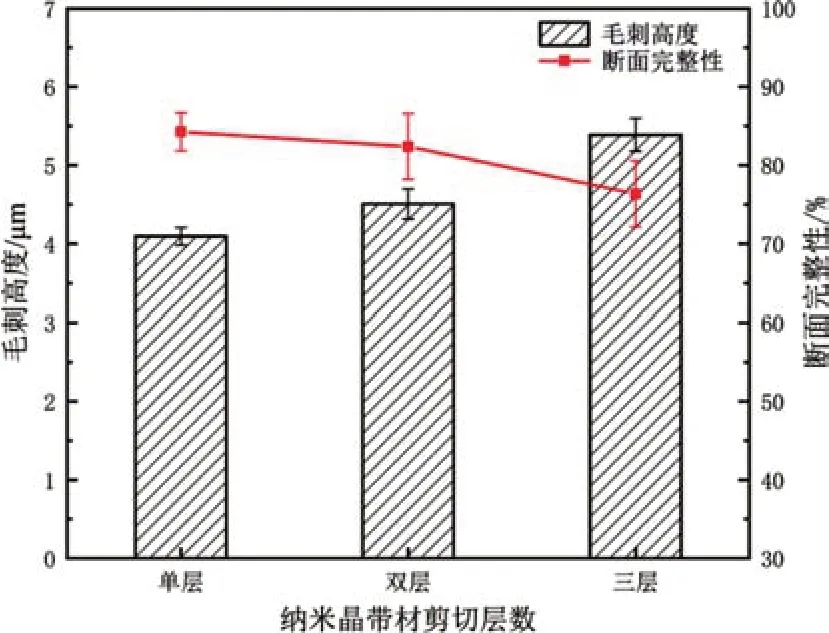
圖11 納米晶合金帶材不同剪切層數對毛刺高度和斷面完整性影響Fig.11 Effect of different shear layers of nanocrystalline alloy strips on burr height and section integrity
2.2.2 剪切層數對磁疇結構的影響
鐵磁物質中相鄰原子的磁矩平行陳列起來,從而構成一個自發磁化到達飽和形態的微小區域,這種區域稱為磁疇[14-15]。磁疇結構以及狀態可決定磁性材料的磁性能,因此為了分析不同剪切層數對納米晶合金帶材磁性能的影響,對納米晶合金帶材材剪切邊緣區域的磁疇結構以及形態進行觀察分析。
圖12所示為采用MFM對上層納米晶合金帶材自由面剪切邊緣的磁疇結構形貌,距離剪切斷面邊緣2μm,觀察到單層納米晶合金帶材剪切邊緣磁疇結構形狀規律性較好,形成規則條紋狀磁疇結構。條紋狀磁疇的原因是納米晶合金帶材中的存在一定的垂直各向異性,使得帶材中的磁距偏出帶材表面方向排列來補償各向異性能,磁疇壁寬度均勻,磁疇壁較長且平行有序排列。雙層納米晶合金帶材剪切邊緣磁疇結構總體也呈現條紋狀磁疇結構,但越靠近剪切邊緣處磁疇強度較弱,沒出現明顯磁疇結構,而且雙層納米晶合金帶材剪切邊緣磁疇壁較短,磁疇壁寬度減小。隨著剪切層數的增多,納米晶合金帶材剪切邊緣受到應力增大,應力集聚使帶材內部系統能量增加,磁疇結構也發生變化,三層納米晶合金帶材剪切邊緣磁疇區域不再單一呈現條紋狀結構,存在少許迷宮疇結構。這是由于三層納米晶合金帶材所受應力能增大。
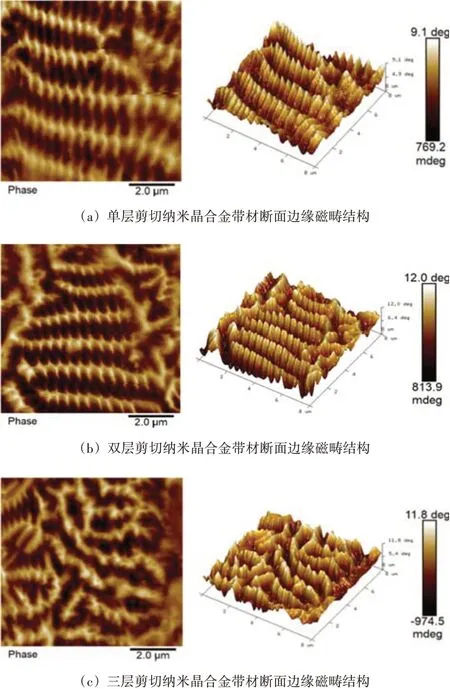
圖12 不同剪切層數的帶材剪切邊緣磁疇結構Fig.12 Magnetic domain structure at the shear edge of strips with different number of shear layers
2.3 剪切速度對疊層納米晶合金帶材剪切質量的影響
剪切速度大小直接影響納米晶合金帶材剪切區內應力的大小及分布,從而改變剪切區材料微觀尺度應力狀態,影響納米晶合金帶材剪切斷面質量的變化。圖13~14所示為徑向重疊量s∕t=100%時不同剪切速度下的疊層納米晶合金帶材剪切斷面及截面形貌。在單層納米晶合金帶材剪切過程中,3種剪切速度都獲得了相似的斷面形貌,剪切斷裂區占特征帶最大比例,并有明顯的刀具滑擦痕跡,斷面上邊緣較平整,下邊緣有少量毛刺,塌角高度較小,具有相對較好的斷面形貌。雙層納米晶合金帶材在剪切速度為10 m∕min時,斷面上、下邊緣較平整,上層納米晶合金帶材呈現與單層納米晶合金帶材相似的斷面形貌,主要由剪切斷裂區組成;在剪切速度為50 m∕min和100 m∕min時的剪切斷面形貌較差,尤其是下層納米晶合金帶材,出現帶材碎裂和拉伸斷裂特征。在三層納米晶合金帶材剪切過程中,中間層和下層帶材由于帶材的擠壓作用出現較大塌角高度,上、下斷面邊緣平整性差并產生較大毛刺,下層納米晶合金帶材出現呈階梯狀的塌角區。隨著剪切速度增加,納米晶合金帶材剪切截面形貌質量有所改善,毛刺明顯高度減小。
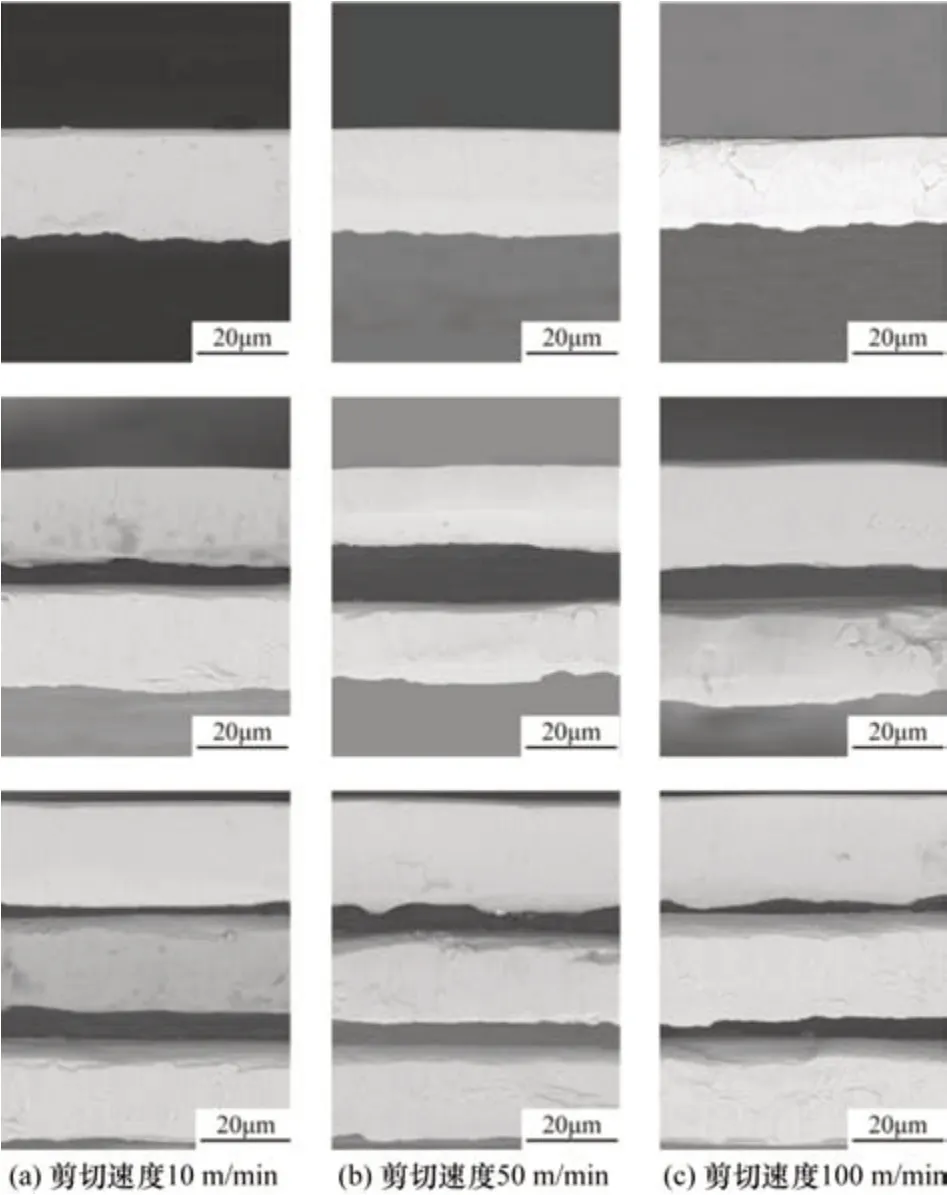
圖13 不同剪切速度的納米晶合金帶材剪切斷面形貌Fig.13 Shear section morphology of nanocrystalline alloy strips with different shear rates
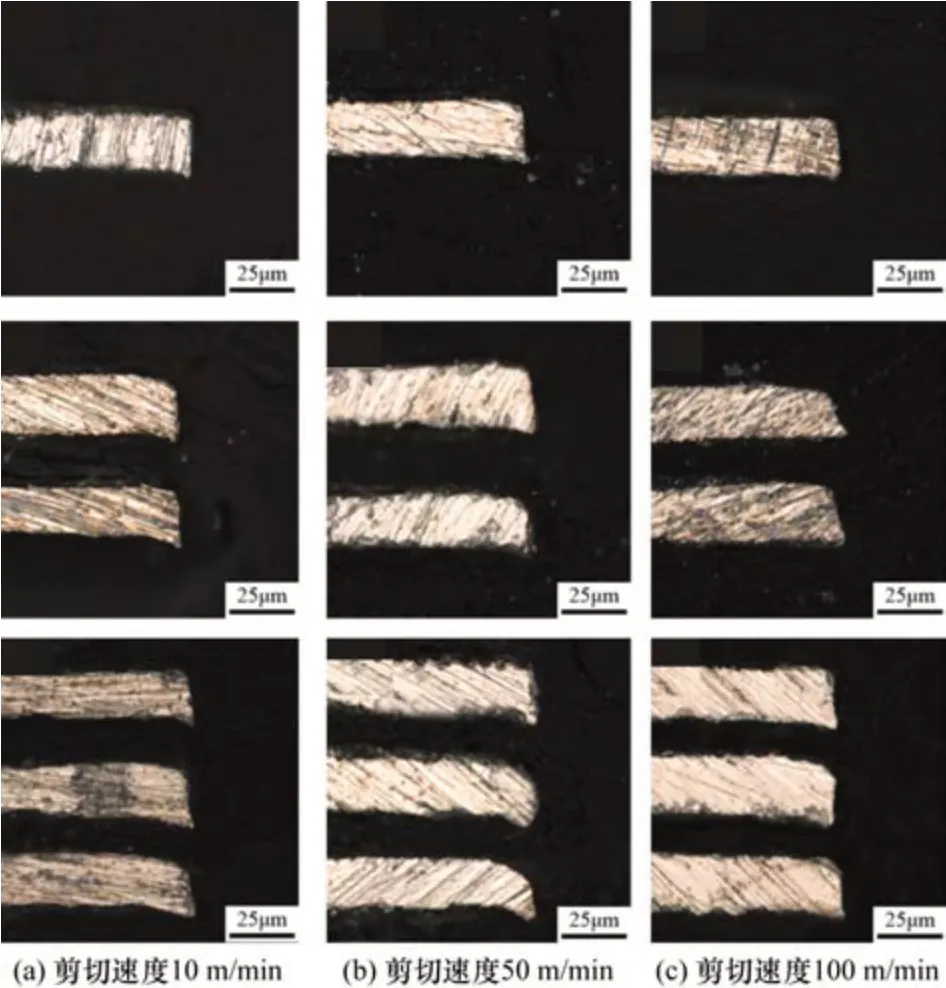
圖14 不同剪切速度的納米晶合金帶材剪切截面形貌Fig.14 Cross-section morphology of nanocrystalline alloy strips with different shear speeds
為了深入研究剪切速度對疊層納米晶合金帶材剪切質量的影響,用冷鑲嵌方式制作不同剪切速度下各層納米晶合金帶材的剪切截面形貌,采用激光共聚焦顯微鏡進行觀察并對不同剪切速度下剪切截面的毛刺和斷面完整性進行了統計,如圖15所示。
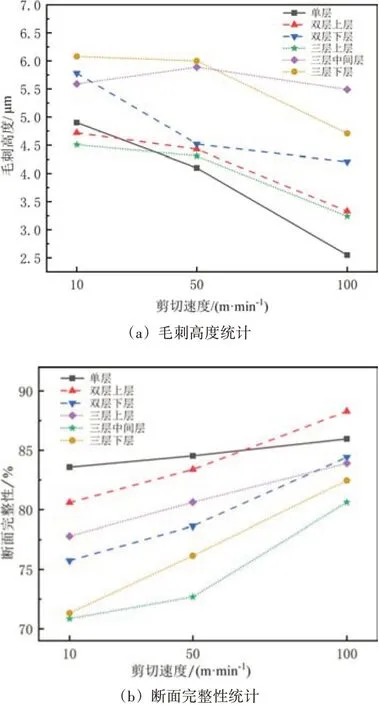
圖15 不同剪切速度的各層納米晶合金帶材毛刺高度和斷面完整性Fig.15 Burr height and section integrity of each layer of nanocrystalline alloy strips with different shear speeds
由圖15(a)中可知,不論單層、雙層及三層納米晶合金帶材剪切毛刺高度除了三層剪切的中間層都隨剪切速度增大而減小,在剪切速度為100 m∕min時毛刺高度達到了最小值;從毛刺高度來看,單層剪切毛刺高度隨剪切速度增大減小最明顯,最小可以達到2.55μm。雙層剪切和三層剪切的上層帶材毛刺相對較小、下層帶材毛刺高度較大,在剪切速度為10 m∕min時,雙層剪切的上層納米晶合金帶材毛刺高度為4.72μm、三層剪切的上層納米晶合金帶材毛刺高度為4.51μm,均小于單層剪切的毛刺高度,觀察發現由于剪切速度較小時刀具在納米晶合金帶材斷面接觸滑擦時間長,產生了較長的拉伸型毛刺,而疊層剪切時上層帶材受到中下層帶材提供的支撐力,使得上層帶材材料組織流動能力減弱,形成毛刺高度較小;進一步對比分析發現下層帶材毛刺高度均比上層帶材毛刺高度大,三層剪切的下層納米晶合金帶材在剪切速度為10 m∕min時產生毛刺高度最大達到6.08μm。三層剪切的中間層帶材由于受到上下兩層帶材的相互擠壓作用,導致應力狀態特殊,毛刺高度隨剪切速度變化也呈現不一樣的變化趨勢,毛刺高度先增大后減小但變化幅度不大,在剪切速度為100 m∕min時的毛刺高度高于其余各層帶材的毛刺高度。
從圖15(b)中可以觀察到各層納米晶合金帶材斷面完整性隨剪切速度增加而增大。斷面完整性主要受塌角和毛刺高度大小影響,由于各層納米晶合金帶材毛刺高度隨剪切速度增加而減少,因此各層斷面完整性隨剪切速度增加而有所增大。此外,疊層剪切的納米晶合金帶材剪切斷面完整性普遍比單層剪切的納米晶合金帶材斷面完整性差,這是由于二層和三層納米晶合金帶材的塌角高度增大,并且沿剪切方向越往下的納米晶合金帶材更容易產生較大塌角。而在剪切速度為100 m∕min時,雙層剪切時上層納米晶合金帶材斷面完整性比單層納米晶合金帶材的斷面完整性好,斷面完整性最佳可達88.28%,這與毛刺高度較小結果對應。而三層剪切的中間層納米晶合金帶材在剪切過程中受到上下層帶材同時擠壓的關系,斷面完整性較差,在剪切速度為10 m∕min時,斷面完整性僅有70.86%。
由以上分析可知,在納米晶合金帶材剪切加工過程中,采取較大的剪切速度可以得到較小的毛刺和較高的斷面完整性。
2.4 徑向重疊量對疊層納米晶合金帶材剪切質量的影響
成對圓片刀徑向重疊量大小可改變剪切區材料應力應變場,圖16~17所示為剪切速度100 m∕min時不同徑向重疊量的疊層納米晶合金帶材剪切斷面及截面形貌。由圖可見,在重疊量為s∕t=75%時,納米晶合金帶材斷面形貌較好,斷面特征較明顯,各層納米晶合金帶材斷面以剪切斷裂區為主。隨著徑向重疊量增大,各層納米晶合金帶材斷面形貌變差,在重疊量s∕t=125%時,納米晶合金帶材剪切斷裂區比例減小,下層帶材受到刀具滑擦痕跡較小,斷面較粗糙,而且發生了不同程度的破損,尤其在三層納米晶合金帶材剪切加工中,中間層納米晶合金帶材過多地擠壓下層帶材,導致斷面發生材料堆積和局部剝落的現象。
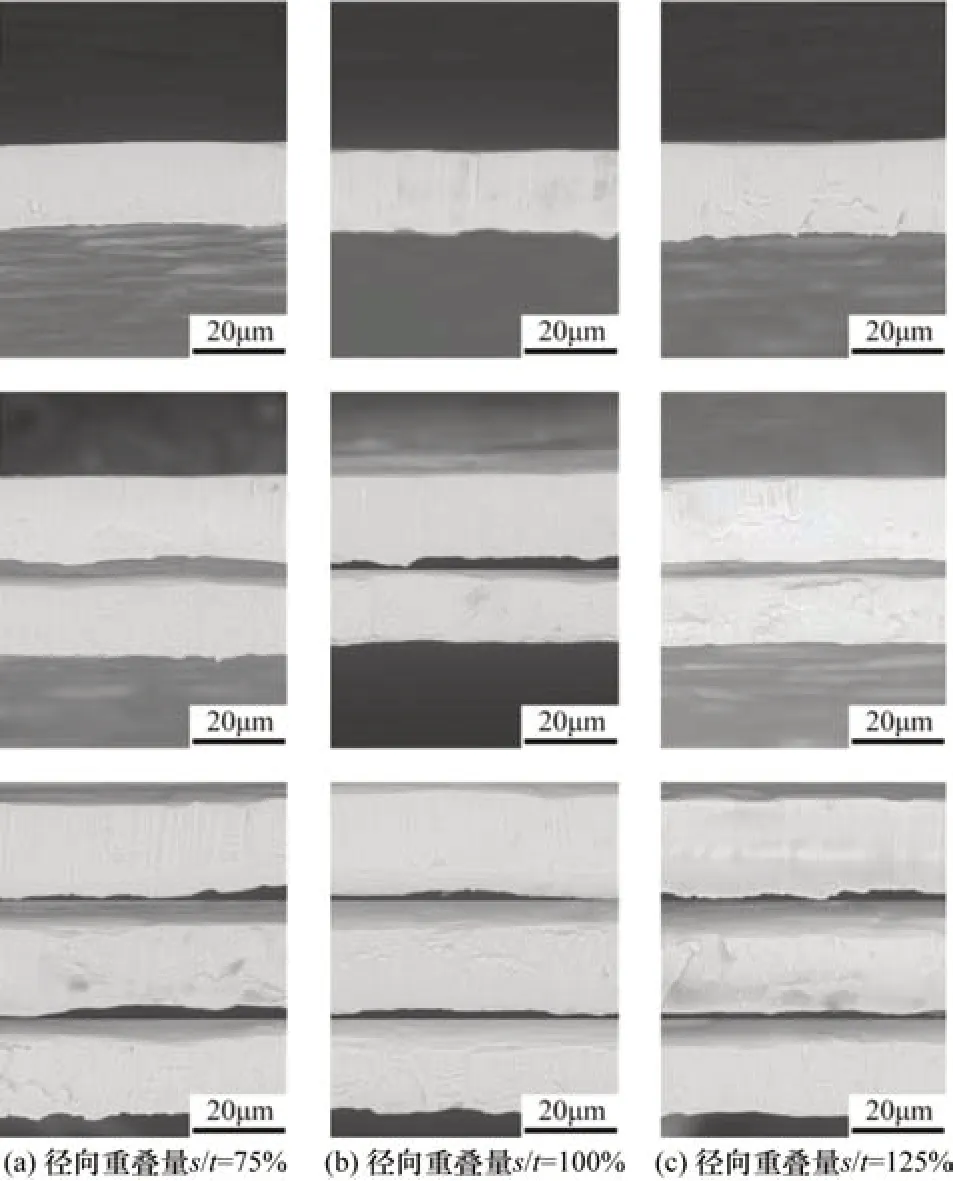
圖16 成對圓片刀不同徑向重疊量下的帶材剪切斷面形貌Fig.16 Shear section morphology of strips with different radial overlap of paired circular knives
圖18所示為剪切速度100 m∕min時不同徑向重疊量下的疊層納米晶合金帶材截面毛刺高度和斷面完整性統計值。從圖18(a)可以看出,隨著徑向重疊量的增大,各層納米晶合金帶材的毛刺高度變化趨勢均呈先增大后減小的趨勢,在s/t=100%時達到最大值。從毛刺高度來看,單層剪切的納米晶合金帶材在重疊量為s/t=75%時毛刺高度最小為2.06μm。
從圖18(b)中觀察到,各層納米晶合金帶材斷面完整性隨徑向重疊量增大而斷面完整性變差。在重疊量為s/t=75%時,由于帶材毛刺高度較小,而使得納米晶合金帶材斷面完整性較大,其中雙層剪切的下層納米晶合金帶材斷面完整性可達85.96%。當重疊量s∕t=125%時,雖然帶材毛刺高度比重疊量為100%要小,但由于過度擠壓的關系,導致帶材產生較大塌角,并產生破損情況,使得斷面完整性變差。三層剪切的下層納米晶合金帶材斷面完整性最差,僅為71.99%。
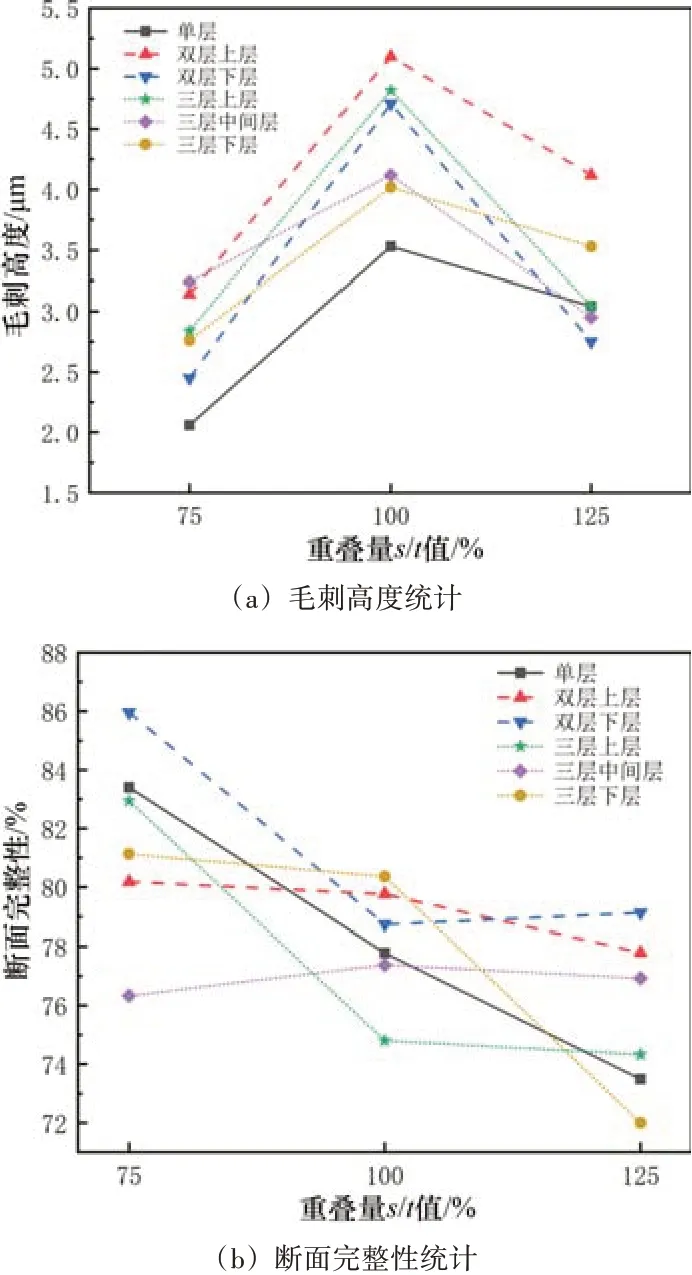
圖18 成對圓片刀不同徑向重疊量的各層納米晶合金帶材毛刺高度和斷面完整性Fig.18 Burr height and sectional integrity of each layer of nanocrystalline alloy strips with different radial overlap of paired circular knives
因此在實際納米晶合金帶材剪切加工中,在保證納米晶合金帶材完全分離的前提下,應選擇較小的徑向重疊量,可獲得毛刺高度小、斷面完整性好的剪切斷面。
3 結束語
(1)鐵基納米晶合金帶材疊層剪切斷面創成原理可歸納為隨著刀具刃口逐漸切入納米晶合金帶材表面,剪切力逐漸增大,帶材發生變形產生塌角;剪切力持續增大并達到帶材的極限屈服強度而開始產生微裂紋,帶材內部發生以剪切帶擴展為主的斷裂變形,形成剪切斷裂區;裂紋不斷擴展直至重合,納米晶合金帶材斷裂分離并形成毛刺。
(2)納米晶合金帶材疊層彎曲實驗中,雙層上層和三層上層帶材所發生的彎曲變形程度較小,帶材彎曲圓弧夾角比單層帶材彎曲圓弧夾角要小,三層上層帶材受到三層中間層和下層帶材更多的支撐作用,使得彎曲變形受到阻礙,彎曲后更容易發生回彈現象。單層納米晶合金帶材彎曲折痕寬度最小,僅為42.78μm,而其雙層上層帶材折痕寬度達到120.32μm,比單層帶材折痕寬度增大了181.25%。
(3)疊層剪切加工與單層剪切加工得到的斷面形貌具有差異性,單層剪切斷面形貌以剪切斷裂區為主,并伴隨小量毛刺;疊層剪切斷面形貌容易發生不同程度損傷,如材料堆積、局部剝落等。此外對比分析疊層剪切與單層剪切下的帶材剪切邊緣磁疇結構,發現疊層剪切加工由于應力能增大,而導致磁疇結構發生微小變化。在剪切速度為50 m∕min,徑向重疊量s/t=100%條件下,單層納米晶合金帶材的毛刺高度為4.09μm;雙層納米晶剪切時平均毛刺高度比單層剪切產生的毛刺高度增加了10.3%;三層納米晶合金帶材平均毛刺高度增加了31.8%。
(4)剪切速度和徑向重疊量是影響疊層納米晶合金帶材剪切加工的重要因素。隨著剪切速度的增加,各層納米晶合金帶材毛刺高度減小,斷面完整性增大,在剪切速度為100 m∕min時可獲得最好的剪切質量;而各層納米晶合金帶材毛刺高度隨徑向重疊量的增大,呈先增大后減小的趨勢,斷面完整性則逐漸減小,在徑向重疊量s/t=75%時可獲得最好的剪切質量。
