
晶化處理對等離子噴涂La2O3/CaB6/HA生物陶瓷涂層表面形貌和耐腐蝕性能的影響
2022-05-12 06:08:42林英華劉京晉王新林
機電工程技術 2022年3期
關鍵詞:裂紋
賀 冬,林英華※,劉京晉,周 浩,陳 皓,王新林,3
(1.南華大學機械工程學院,湖南衡陽 421001;2.南華大學超快微納技術與激光先進制造湖南省重點實驗室,湖南衡陽 421001;3.南華大學電氣工程學院,湖南衡陽 421001)
0 引言
鈦合金由于其優異的機械性能和出色的耐腐蝕性,已普遍應用于骨組織工程中[1]。然而,作為生物惰性材料,其有限的骨傳導性會延遲愈合時間,導致其不適合誘導生物材料與骨組織間界面的形成。然而,羥基磷灰石(HA)因具有特殊的生物相容性和骨傳導性而被認為是有潛力的骨替代材料[2]。因此,通過引入生物陶瓷涂層來改善鈦植入物的生物活性和生物相容性,從而擴大鈦合金的應用領域。HA涂層可以通過物理、化學和電化學方法在鈦基合金基體上形成[3]。其中,等離子噴涂是臨床認可的主要方法,也是在金屬基底上制備HA涂層的一種經濟可行的方法[4]。
HA經等離子噴涂后會產生明顯的分解、非晶化、失羥等現象,這將影響植入后的性能,例如雜質相和非晶相的溶解導致涂層失效。HA涂層的高溶解速率是不可取的,因為其會導致涂層過早失效,而HA涂層的生物降解在很大程度上取決于HA的結晶度。Ji等[5]采用微束等離子噴涂技術在Ti-6Al-4V基體上沉積HA涂層,然后在650℃下分別熱處理3 h和6 h。XRD結果表明,熱處理后的HA峰較相應的噴涂態涂層明顯提高,無定形相降低。熱處理過程中,雜質相磷酸四鈣(TTCP)、磷酸三鈣(TCP)和非晶態磷酸鈣(ACP)發生了向晶態HA的轉變。Li等[6]研究了后熱處理對高速氧燃料(HVOF)噴涂HA涂層性能的影響。結果表明,在650℃左右時,非晶相直接轉化為結晶HA,而不是任何其他磷酸鈣相。所以本文采用熱處理溫度在650℃左右,使非晶化轉變成晶化。
本文主要是針對在鈦合金表面噴涂(HA+5wt%CaB6)+0.4wt%La2O3∕HA+50wt%Ti(過渡層)[7]復合涂層時,HA經等離子噴涂后會產生明顯非晶化現象,而采用熱處理與激光重熔方式進行晶化處理。研究了不同晶化工藝參數對等離子噴涂涂層的形貌、物相和耐腐蝕性能的影響。
1 實驗
1.1 材料
實驗所用基材選用醫用鈦合金Ti-6Al-4V。噴涂粉末為HA(30μm,純度99.9%)、Ti(30μm,純度99.9%)、CaB6(45μm,純度99.9%)和La2O3(10μm,純度99.9%。)。等離子噴涂各層混合粉末成分如表1所示。
表1 混合粉末的成分(wt%)Tab.1 Theingredientsof the powder(wt%)
1.2 技術及表征
采用美科9 M等離子噴涂設備,具體工藝參數如表2所示。

表2 等離子噴涂工藝參數Tab.2 Parameters of plasmasprayingprocess
通過3D智能顯微鏡型觀察涂層表面及截面形貌。通過使用X射線衍射(XRD,XD-3)與CuKα輻射在35 kV和25 mA下獲得XRD圖。樣品在2θ范圍內掃描,從20°~90°,步長為0.02°。
采用CS300電化學工作站在模擬體液(SBF)浸漬過程中測試涂層的耐腐蝕性能,SBF采用Kokubo[8]配置方法。參比電極為飽和甘汞電極(SCE),而鉑電極和樣品分別用作對電極和工作電極。動電位極化曲線是在-0.5~+0.5 V的電位范圍內以5mV∕s的掃描速率獲得的。
2 實驗結果與分析
2.1 涂層形貌
等離子噴涂復合涂層的典型表面形貌如圖1所示。可以觀察到,涂層表面致密、粗糙,并且存留了一些孔隙。原因是在噴涂過程中,粉末被加熱到熔融狀態并高速撞擊向基材表面,從而形成一層層扁平化的粒子相疊加,由于其不完全搭接,從而產生了形狀不規則的孔洞,而這些孔隙有利于植入物材料與人體周圍組織相結合。
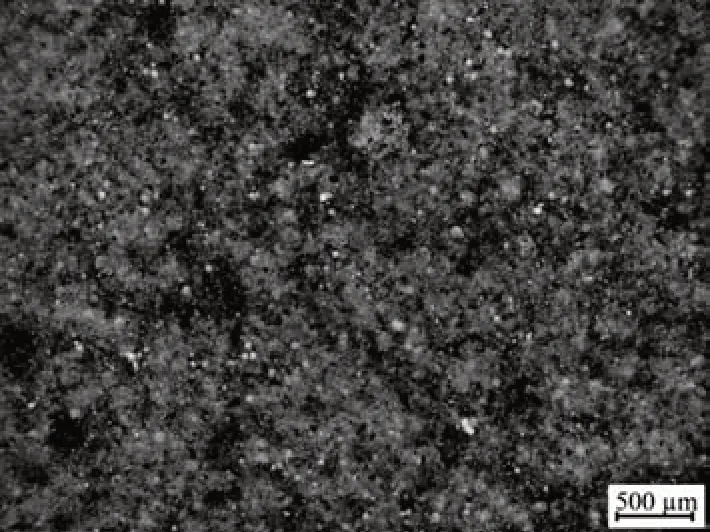
圖1 5BH∕La涂層表面形貌Fig.1 Surfacemorphology of 5BH∕La coating
圖2所示為等離子噴涂涂層分別在550℃、650℃、750℃、850℃熱處理2 h后涂層的表面形貌。可以觀察到,當熱處理溫度超過650℃時,涂層表面出現裂紋,這是由表面拉應力所致。隨著溫度的逐漸升高,表面裂紋變得更加明顯。涂層經熱處理后,非晶相HA發生晶化,同時非HA相也發生了向晶態HA的轉變,由于結晶結構比非晶結構的排列致密,導致結晶后體積減小,從而表面拉應力促使表面裂紋展開。此外,由于金屬基體和涂層之間的熱膨脹差異,熱處理也會導致涂層開裂。隨著溫度升高,晶化的轉變更多,但是裂紋也隨之變得更明顯。所以熱處理溫度在650℃時為最佳,因為涂層晶化度得到有效提高,且沒有裂紋。本文采用HA+50wt%Ti過渡層就是為了減少噴涂應力,并且組分的梯度分布會在一定程度上緩解晶化應力,有利于表面裂紋和寬化程度的減小。

圖2 涂層在不同溫度下保溫2 h后的表面形貌(a~b)550℃,(c~d)650℃,(e~f)750℃,(g~h)850℃Fig.2 The surface morphology of the coating after heat treatment at different temperaturesfor 2 h(a~b)550℃,(c~d)650℃,(e~f)750℃,(g~h)850℃
圖3所示為不同激光功率單道重熔的宏觀表面(圖3(a1)~(i1),(a2)~(i2))與截面形貌(圖3(a3)~(i3)),(光斑直徑為2.5 mm,掃描速度為10 mm∕s)。可以觀察到,經激光重熔后,涂層表面在激光束移動的方向呈現出明顯的熔覆區域。當激光功率較小時,涂層表面能量輸入較小,涂層表面熔化厚度相對較低,隨著激光功率的升高,重熔的熱影響區逐漸增加,等離子噴涂的形貌逐漸消失,涂層表面逐漸變得光滑,但隨著功率繼續增大,涂層表面呈現出明顯的起伏,尤其當功率達到250 W時,涂層表面已被嚴重破壞。
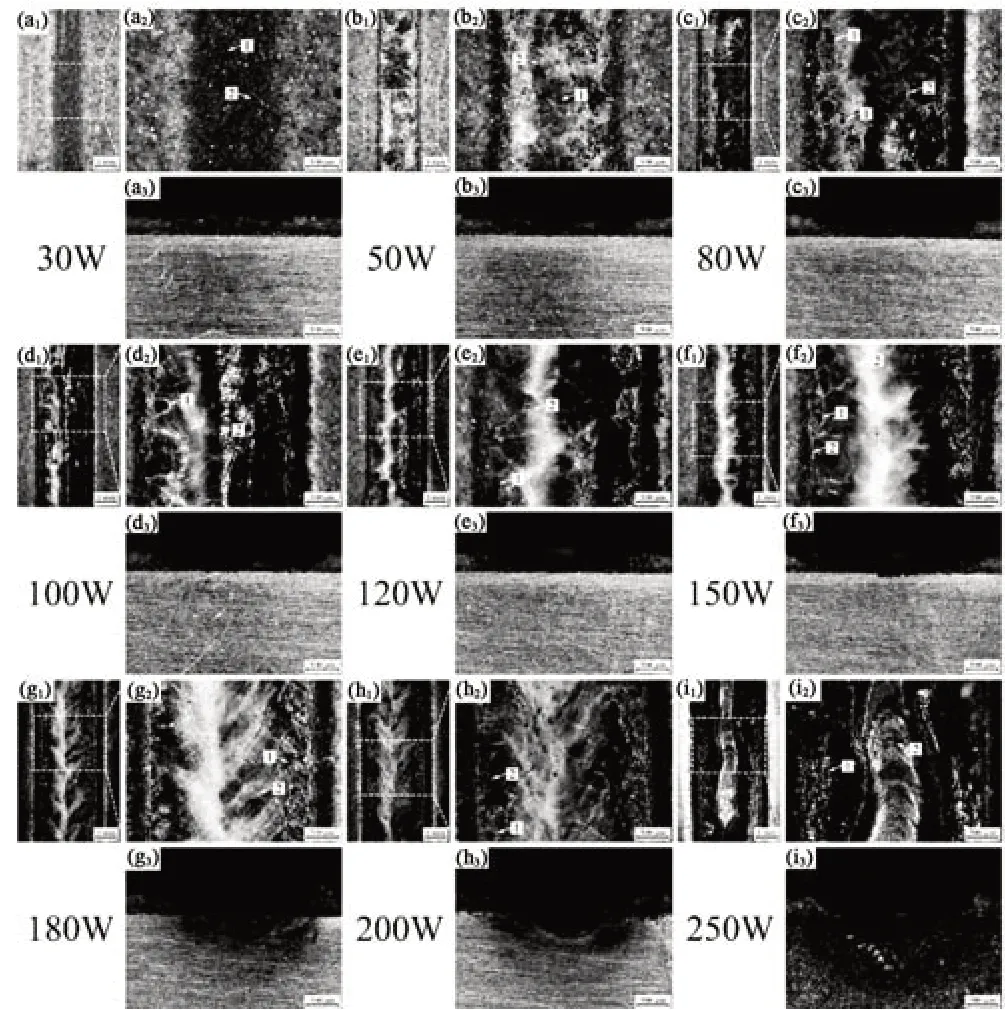
圖3 涂層在不同功率下(30~250 W)單道激光重熔后的表面形貌(激光功率P=50 W,掃描速度V=10 mm∕s,光斑直徑為2.5 mm)Fig.3 The surface morphology of the coating after laser remelting at different powers(30~250 W),(laser power P=50 W,scanning speed V=10 mm∕sand spot diameter of 2.5 mm)
值得注意的是,當功率達到80 W時會影響到HA∕50wt%Ti過渡層(圖3(c3)),功率達到150 W時會影響到Ti-6Al-4V基材(圖3(f3))。在激光重熔的過程中,表面陶瓷涂層瞬時被高溫熔化,形成了高溫熔池。由于陶瓷相和基體的熱膨脹系數存在差異,以及在隨后凝固的過程中,熔池底部的能量主要金屬基體本身的冷而吸收,界面的溫度梯度提升,導致殘余應力的產生,最后形成裂紋。重熔區凝固冷卻時由于體積收縮而產生的應力隨激光功率及重熔區的深度的增大而增大,如果凝固收縮過程中產生的應力沒有及時被釋放出來則會產生裂紋,以及由于等離子噴涂的工藝的性質,導致在重熔時產生孔隙。
經單道激光熔覆的初步探索后,在搭接率40%的工藝參數下(光斑直徑為2.5 mm,掃描速度為10 mm∕s)[7],探究不同功率(30~150 W)激光重熔涂層的表面形貌,結果如圖4所示,涂層在不同激光功率表面處理后均形成大量的網狀裂紋,隨著功率的升高,裂紋也越明顯,當功率達到120 W時,局部地區出現了嚴重剝落,隨著功率繼續升高至150 W時,涂層表面呈現出明顯起伏。
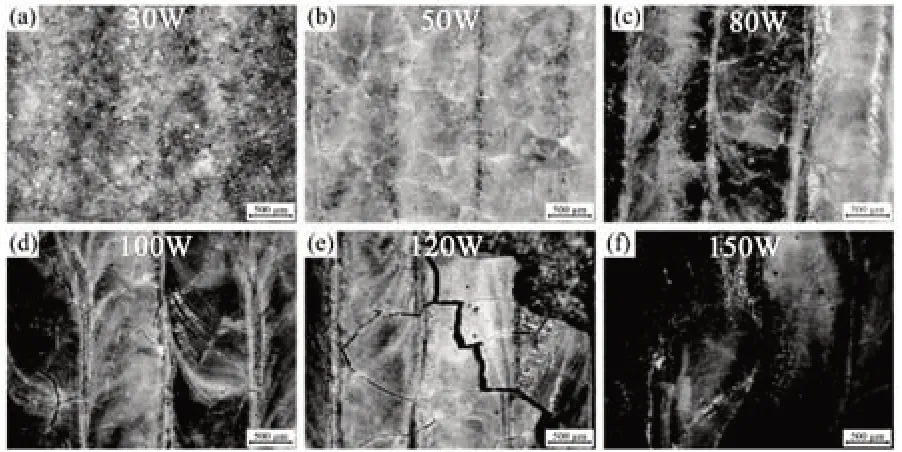
圖4 涂層在40%搭接率下不同功率(30~150 W)激光重熔后的表面形貌(激光功率P=50 W,掃描速度V=10 mm∕s,光斑直徑為2.5 mm)Fig.4 The surface morphology of the coating after laser remelting with different power(30~150 W)at 40%overlap rate,(laser power P=50 W,scanning speed V=10 mm∕s and spot diameter of 2.5 mm)
2.2 物相分析
圖5所示為復合涂層分別在550℃、650℃、750℃和850℃溫度下經過2 h熱處理后的XRD圖譜。經550℃熱處理2 h后,雜質相磷酸三鈣(TCP)和非晶態磷酸鈣(ACP)發生了向晶態HA的轉變,但涂層中仍存在一定量的非晶相。在熱處理溫度為550~850℃,涂層的各衍射峰位置和相轉變均沒有發生。主要是結晶HA慢慢長大的過程。隨著熱處理溫度的上升,涂層的結晶度也在增大,這表明溫度是誘導非晶相轉變為晶相的最有效因素。在650~750℃的溫度下熱處理2 h后,觀察磷灰石相(211)、(112)和(300)峰的積分面積,與等離子噴涂的涂層對比,經熱處理后的涂層結晶度有明顯提高。在850℃的溫度下熱處理2 h,其涂層的結晶度最高。但在熱處理樣品中仍發現了非晶相的局部保留。這表明系統中可能存在某些“穩定”因素,阻止完全轉化為HA。與噴涂態HA涂層對比,涂層經熱處理后具有較高的磷灰石結晶度和較少的TCP相,但CaO保留。
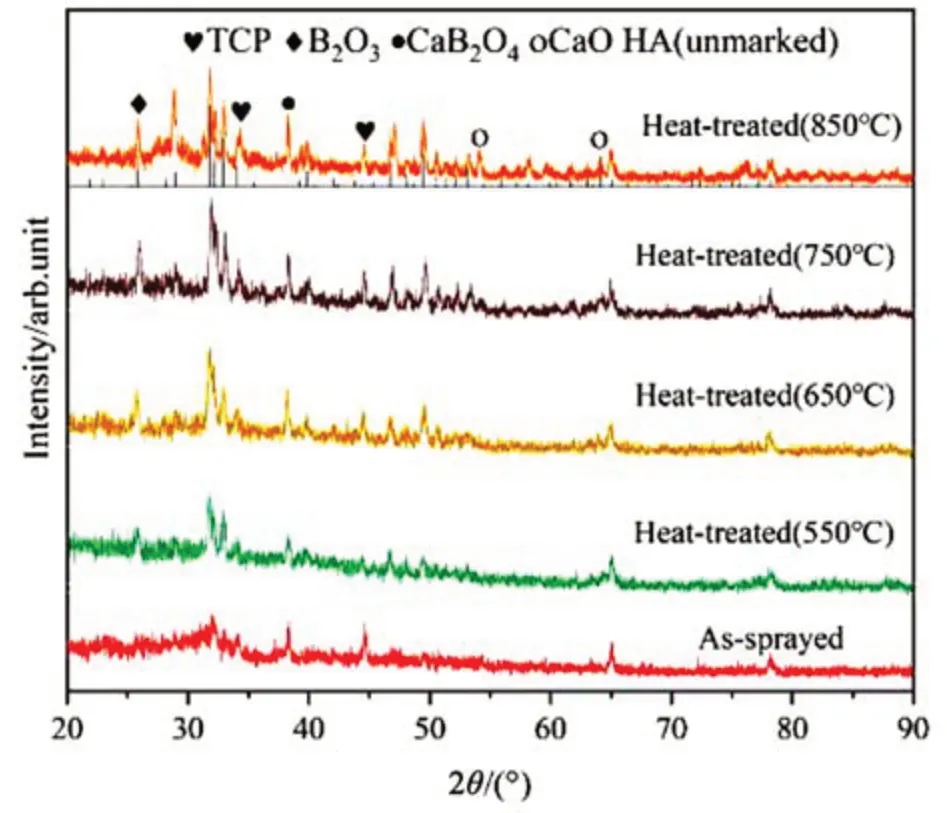
圖5 不同溫度下保溫2 h后的X射線衍射圖譜Fig.5 X-ray diffraction patterns after heat treatment at different temperatures for 2 h
除了提高涂層結晶度外,熱處理還可以有效地將非磷灰石相(TCP)轉化為磷灰石,這與先前的研究一致[9]。與其他非晶相一樣,噴涂樣品中的非晶磷酸鈣在熱力學上是亞穩定的,其可以通過形核和長大兩個過程發生晶化,適當的熱處理可以誘導其再結晶。為了使其植入體內有良好的持久效果,所以提高HA涂層晶化度,目的主要是為了提高其結構的穩定性和完整性。
熱處理溫度和處理時間的選擇主要基于最大限度地從無定形磷酸鈣中形成HA,同時避免改變基質。雖然人們普遍認為較高的溫度有助于加速非晶相的轉變,然而,加熱過程中,由于晶化和羥基化產生非晶相的收縮,從而導致產生裂紋。因此,過高的晶體含量可能會導致涂層結合強度降低以及通過裂紋網絡的溶解增強,影響髖關節和牙齒假體的涂層性能,導致材料性能的退化[10]。采用較低的熱處理溫度可以避免Ti-6Al-4V基體發生嚴重的不可逆結構和性能變化。在本研究650℃下保溫2 h是理想的工藝參數。
除了熱處理的方法,另一種方法是通過激光表面改性來完成無定形磷酸鈣到HA相的改變。通過對表面質量的評估,從而確定只對功率30~120 W(光斑直徑為2.5 mm,掃描速度為10 mm∕s,搭接率40%)的物相組成進行分析,結果如圖6所示。可以看出經過激光重熔后涂層中HA的結晶度均有提高,當激光功率為30 W時,通過對比2θ=31.7°~32.9°處的(211),(112)和(300)峰的強度,可以看到HA結晶度明顯升高;當激光功率增至50 W時,2θ≈25.879°(002),53.143°(004)峰強度明顯升高,隨著激光功率繼續增至80 W和120 W時,2θ≈25.879°(0 0 2),53.143°(004)峰的強度逐漸降低,伴隨著49.468°(213)峰強度逐漸升高。但是當功率增加至120 W時,反而使得HA峰的強度降低。
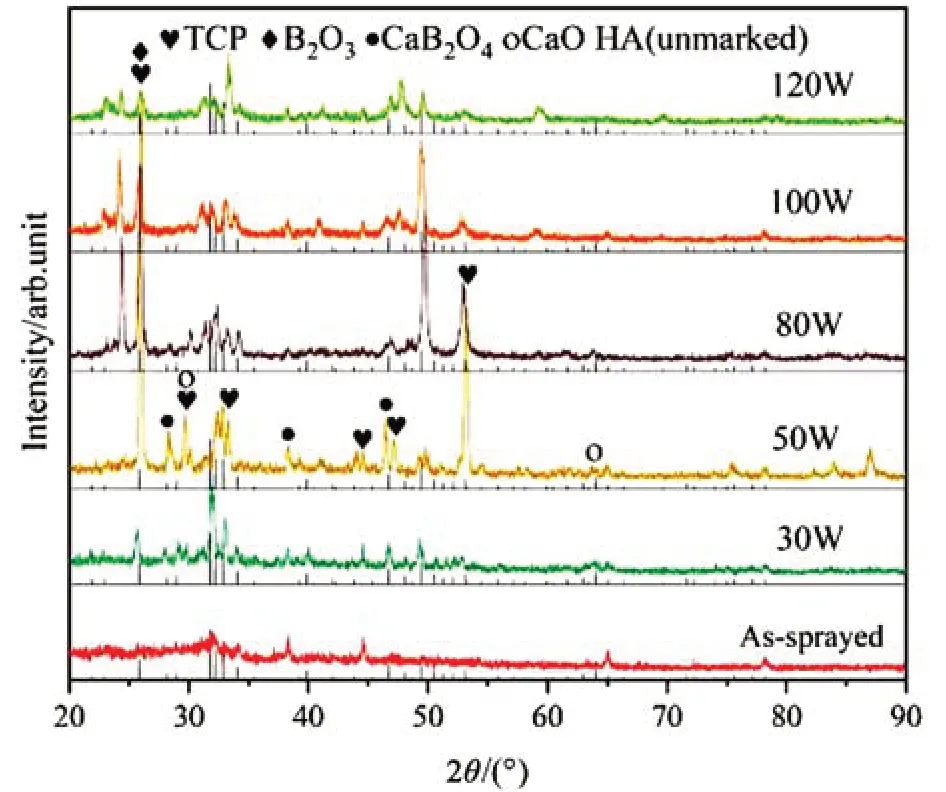
圖6 不同功率下激光重熔后的X射線衍射圖譜Fig.6 X-ray diffraction patternsafter laser remeltingat different powers
重要的是,通過激光重熔有利于2θ≈25.879(002)結晶織構,獲得了高結晶度的HA涂層。這種(002)織構是HA在牙釉質和孤立骨中常見的擇優晶向,使得涂層具有良好的化學穩定性,有益于成骨細胞的生長[11]。因此綜合表面形貌質量和XRD物相的分析結果,最終確定了激光重熔的工藝:光斑直徑為2.5 mm,掃描速度為10 mm∕s,搭接率為40%。
2.2 涂層腐蝕性能的測定分析
材料植入人體后的耐蝕性是影響植入物穩定性和使用壽命的主要因素之一。因此,除了生物活性外,良好的耐腐蝕性對植入裝置也是十分重要的。等離子噴涂涂層、熱處理涂層(650℃保溫2 h)和激光重熔涂層(50 W)在37℃、SBF環境中的動電位極化曲線如圖7所示。基于Tafel外推方法,在電位與log(i)的關系圖中,根據動電位曲線計算了腐蝕電位(Ecorr)和腐蝕電流密度(Icorr),如表3所示。
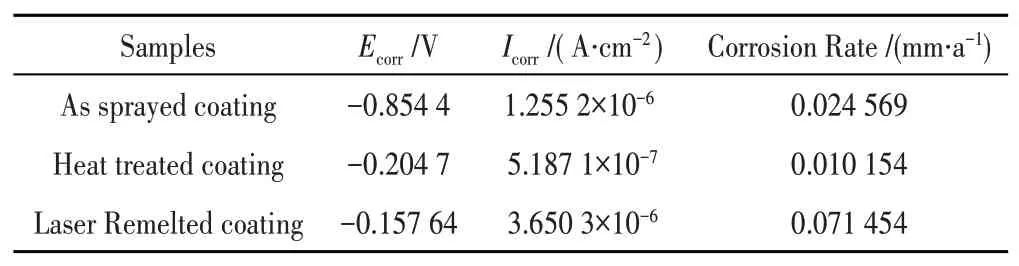
表3 極化曲線擬合結果Tab.3 Polarization curve fitting results
熱處理涂層的曲線向較低的Icorr和較高的Ecorr方向移動。這種轉變表明了熱處理提高了涂層的耐蝕性。如圖7所示,Ecorr的變化也可通過Icorr的降低來確定。腐蝕快慢與給定電位下的Icorr成正比,Icorr值越高表明材料越容易被腐蝕。結果表明,在SBF溶液中,熱處理后的涂層試樣相比等離子噴涂涂層試樣具有更優異的耐蝕性。

圖7 等離子噴涂、熱處理和激光重熔后涂層在SBF環境中的動電位極化曲線Fig.7 Potentiodynamic polarization curveof plasmasprayed coating,heat treated coatingand laser remeltingcoatingsin SBFsolution.
如表3中所示,涂層熱處理后腐蝕速率下降,這可能是因為非晶態到晶態的相變,微觀結構的均勻化以及孔隙率的降低。一方面,涂層中部分非晶態的存在導致電偶腐蝕。另一方面,孔隙率是等離子噴涂涂層的一個特征,強烈影響其腐蝕行為。一般來說,腐蝕的快慢是由于涂層孔隙率的增加而增加。電解液通過涂層中存在的孔隙、裂紋或針孔等結構缺陷滲入涂層內部,并與涂層的較深部分接觸導致腐蝕。表明熱處理樣品中出現了降低孔隙率的積極影響。這是因為熱處理明顯降低了等離子噴涂誘導的片狀結構,如前所述,在形貌變化,導致熱處理涂層具有較高的耐腐蝕能力。
與等離子噴涂的涂層相比,激光重熔后的涂層的腐蝕電流密度升高,從而導致腐蝕速度升高,涂層的耐腐蝕性能下降。涂層的耐腐蝕性與覆層的質量密切相關,在本研究中,腐蝕行為的差異可能歸因于激光重熔導致涂層表面裂紋增多,導致縫隙腐蝕的發生,影響了涂層的耐腐蝕性能。
3 結束語
本文采用等離子噴涂技術在Ti-6Al-4V表面制備(HA+5wt%CaB6)+0.4wt%La2O3∕HA+50wt%Ti(過渡層)的復合涂層,并分別對等離子噴涂的涂層進行了熱處理與激光重熔的晶化處理,可以得出以下結論。
(1)熱處理溫度從550℃升高到850℃,晶化轉變率逐漸提高,但溫度超過650℃時,會出現裂紋;激光重熔功率從30 W升高到150 W,晶化轉變率也逐漸提高,但裂紋會增多,當激光功率達到120 W時,局部甚至會出現嚴重的剝落現象。
(2)兩種工藝均可使涂層中的非晶相和分解相向晶態HA轉變,有效地提高復合涂層的結晶度。在熱處理溫度為550~850℃,涂層的各衍射峰位置和相轉變均沒有發生,但在激光重熔功率30~120 W,涂層的衍射峰強度會出現增強和減弱,并晶體的擇優取向發生了改變。
(3)電化學腐蝕結果表明,熱處理涂層(650℃×2 h)具備較低的腐蝕電流密度Icorr=5.187 1×10-7A·cm-2,而激光重熔(50 W)后涂層的腐蝕電流密度Icorr=3.650 3×10-6A·cm-2,所以涂層經熱處理之后具備更高的耐腐蝕性能。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
Asian Journal of Urology(2018年2期)2018-04-19 05:38:26
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
