
電噴印絕緣噴嘴結構設計及仿真分析
2022-05-12 06:09:18張軍華陳小勇吳兆華楊靜文
機電工程技術 2022年3期
關鍵詞:模型
張軍華,陳小勇,2※,吳兆華,2,楊靜文
(1.桂林電子科技大學機電工程學院,廣西桂林 541004;2.廣西制造系統與先進制造技術重點實驗室,廣西桂林 541004)
0 引言
電流體動力學噴射打印(Electrohydrodynamic Jet Printing,E-jet),即電噴印,是一種基于電流體動力學(EHD)的微液滴噴射成形技術,與傳統噴印技術不同,電噴印采用電場驅動的方式在液錐(泰勒錐)頂端“拉”出極細的射流,可有效避免傳統噴墨打印時噴嘴易堵塞、打印不連續等問題,精度更高,打印材料更廣泛,廣泛應用于微納電子、光學器件及生物醫療等領域[1-3]。由于電噴印射流穩定性的影響因素眾多,包括電壓、壓力、收集板高度等,在實驗中不易總結其規律且成本較高,故對電噴印的仿真研究尤為重要。Collins等[4]從Navier-Stokes方程的邊界條件入手,利用有限元方法計算液滴在電場作用下液面的變形,成功的得到了泰勒錐演化的過程;張志遠[5]建立了導電噴嘴電噴印射流過程仿真模型,對電壓和壓力對錐射流狀態造成的影響進行了數值模擬;Wei W等[6]通過volume-of-fluid(VOF)耦合相場方法建立了錐射流過程模型,分析了電壓和流量等因素對錐射流錐射流狀態的影響。
隨著工業化水平的提高,電噴印單頭打印的效率難以滿足生產需求,多級噴頭打印已然成為電噴發展的主要方向之一,但多級噴頭中存在的電場干涉會影響打印精度從而影響效率,合理設計噴嘴結構以提升其電場性能尤為關鍵[7]。Li[8]在導電噴嘴內部添加絕緣纖維,通過抑制泰勒錐內部的回流實現了低閥值電壓開啟射流;Wang等[9]建立了絕緣噴嘴的錐射流演化模型,與導電噴嘴作對比,結果表明絕緣噴嘴擁有更穩定的工作狀態。
上述研究中多僅針對低閥值電壓開啟錐射流或維持穩定射流狀態單一目標進行設計,本文對電壓和穩定工作的要求進行綜合考慮,設計了一種新型絕緣噴嘴結構,通過COMSOL軟件對其錐射流演化過程進行模型,驗證了其電場性能的優越性及工作穩定性,并分析了電壓、噴嘴內徑、收集板高度及壓力等關鍵因素對射流狀態的影響,為電噴印噴嘴結構設計提供了新的方法和指導,為進一步在多級噴嘴打印中的應用提供理論依據。
1 電噴印噴嘴結構優化及建模
1.1 穩定射流開啟條件分析
如圖1所示,當電場力、表面張力、重力、粘滯力、庫侖力達到平衡時,電荷產生的電場力會驅使液體向內接地襯底流動,形成錐射流,錐射流的開啟電壓可表示為[10]:
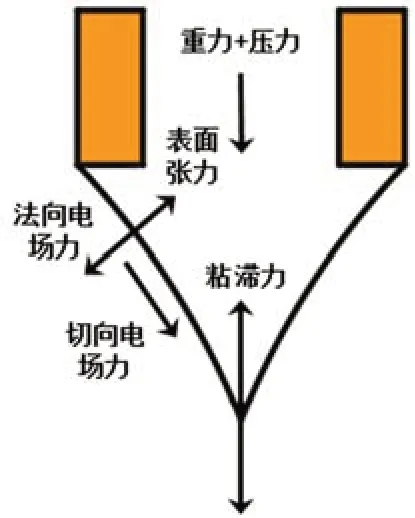
圖1 電噴印基本原理Fig.1 Basic principle of electro-jet printing

式中:γ為表面張力系數;H為收集板高度;rc為噴嘴內徑。
后有研究發現,適當的液體入口壓力亦可對穩定錐射流的形成產生積極影響[11];故在設計噴嘴結構時,需對上述參數進行綜合考慮。
1.2 電噴印絕緣噴嘴結構優化設計
電噴印的噴嘴結構種類多種多樣,一般可分為導電噴嘴與絕緣噴嘴。對于導電噴嘴,毛細管采用導電材料,如不銹鋼噴嘴、銅噴嘴等;對于絕緣噴嘴,毛細管多采用玻璃或其他絕緣材料,需在毛細管內部增設電極。
研究表明,在導電噴嘴中間加入絕緣纖維可抑制泰勒錐內部的回流,從而降低穩定錐射流開啟所需電壓[8]。其存在的問題是導電噴嘴將毛細管作為電極,在射流過程中,毛細管中的正電荷隨射流噴射在襯底上,未噴射的液體中會有多余的負電荷,毛細管會被負離子腐蝕,從而影響射流的穩定性,對于絕緣噴嘴,毛細管內部的金屬電極會受到腐蝕,不會腐蝕毛細管的結構而影響射流的穩定性。在Li JL[8]所設計噴嘴的基礎上進行改進,使絕緣噴嘴內置電極具有抑制泰勒錐回流的結構特征,即可在實現在保護噴嘴結構的同時降低穩定錐射流開啟電壓閥值的目的。
1.3 模型建立
本文通過COMSOL軟件采用有限元方法研究其相關參數對射流狀態的影響。基于漏電介質模型,采用麥克斯韋張量表示電場力,并作為體積力加入Navier-Stokes方程中,以此將層流流場與靜電場耦合,并采用相場方法追蹤液氣界面捕捉錐射流成形規律。
1.3.1 物理場模塊耦合
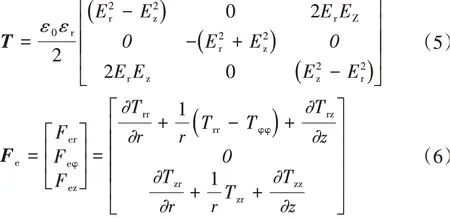
在COMSOL軟件中,流場及電場控制方程已在其相關模塊中完成定義,將電場力作為體積力加入N-S方程,是兩個物理場耦合的關鍵。將電場力以麥克斯韋應力張量的形式表示:

麥克斯韋應力張量如下:

式中:T為麥克斯韋應力張量;I為點位矩陣;D為電位移場;ε0為真空介電常數;εr為相對介電常數。
為減少計算量,所建模型2D模型,則麥克斯韋應力張量表達式和電場力表達式如下:
1.3.2 界面追蹤方程
相場方法即通過Cahn-Hilliard方程來描述兩相之間的界面關系,通過追蹤兩個互不相溶的分離相的擴散界面來捕捉其狀態的變化,在COMSOL軟件中定義一個無量綱的相場變量φ來表征擴散界面在-1~1之間變化。Cahn-Hilliard方程如下:
式中:相場變量φ的值為1時,代表流體,當其值為-1時,代表空氣;u為流速;?為界面厚度控制參數,一般取最大網格尺寸的1∕2;χ為遷移調節參數;σ為液體表面張力系數。

在相場方法中,單獨相的體積分數為:

式中:定義1為流體;2為空氣。
1.3.3 數值模型建立
模型如圖2所示,A為打印溶液,選用乙醇溶液;B為毛細管管壁,對于導電噴嘴,材料為不銹鋼,對于絕緣噴嘴,材料為玻璃;C為噴嘴內置結構,用于抑制泰勒錐內部的回流,對于導電噴嘴,材料為玻璃纖維,對于絕緣噴嘴,材料為不銹鋼;D為空氣。毛細管管壁B部分僅需考慮電場分布,網格劃分稀疏;流體部分A、C及收集板區域設置最大和最小單元尺寸分別為16μm和1μm,得到43 263個域單元以及919個邊界單元。
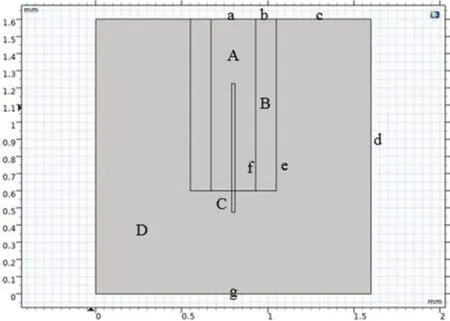
圖2 幾何模型Fig.2 Geometric model
流體介質屬性及邊界條件如表1~2所示,邊界e和f的電場狀態取決于其噴嘴類型,對于導電噴嘴,毛細管管壁需施加高電壓,其電場條件Ve即為施加電壓,對于絕緣噴嘴,電壓施加于內置電極上,毛細管管壁為絕緣材質,其電場條件Ve=0。
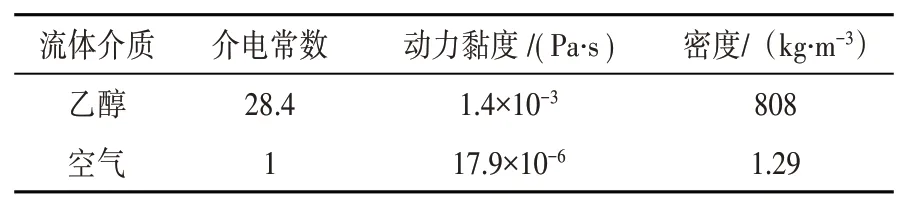
表1 流體介質屬性Tab.1 Fluid medium properties
2 結果分析與討論
當電極電壓條件Ve=1 600 V,入口壓力P=105 Pa時,通過計算可得到錐射流成形過程的數值模擬結果,圖3 (a)所示為自2.8 ms開始每隔0.5 ms采集一次的錐射流演化過程的狀態圖。在電場力的作用下,液體中的電荷被極化聚集在液體表面,隨著電荷密度增加,其受到的電場力愈來愈大,最終突破表面張力的束縛形成泰勒錐,在穩定電壓和壓力條件下,進一步演化成錐射流;圖3(b)所示為Collins模型的錐射流演化過程圖,通過對錐射流演化過程的對比,驗證了該模型的正確性。
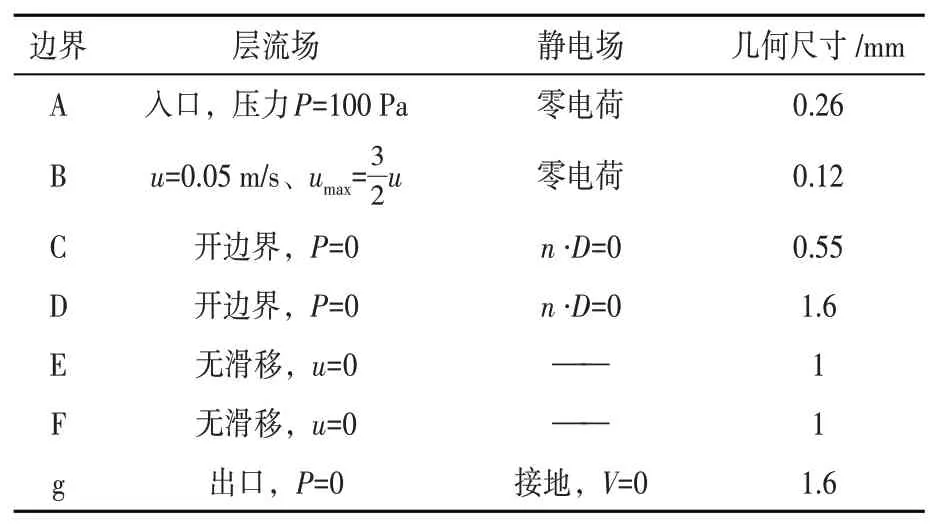
表2 邊界條件Tab.2 Boundary conditions
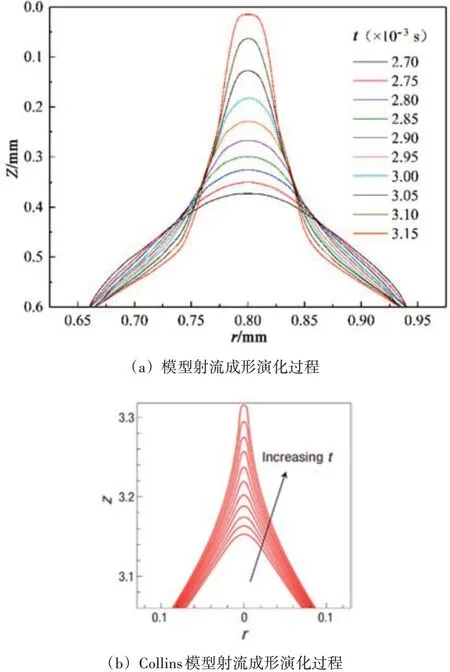
圖3 射流成形演化過程Fig.3 Evolution process of jet forming
2.1 射流模式及電荷分布
如圖4所示,圖4(a)為導電噴嘴錐射流成形演化過程,總時間為0.003 09 s;圖4(b)為絕緣噴嘴錐射流成形演化過程,總耗時0.003 15 s。通過對比可以看出,兩種噴嘴的錐射流演化過程類似,但具有抑制泰勒錐回流的特征的電極結構增加了泰勒錐受力情況的復雜性,絕緣噴嘴成形速度慢于導電噴嘴。
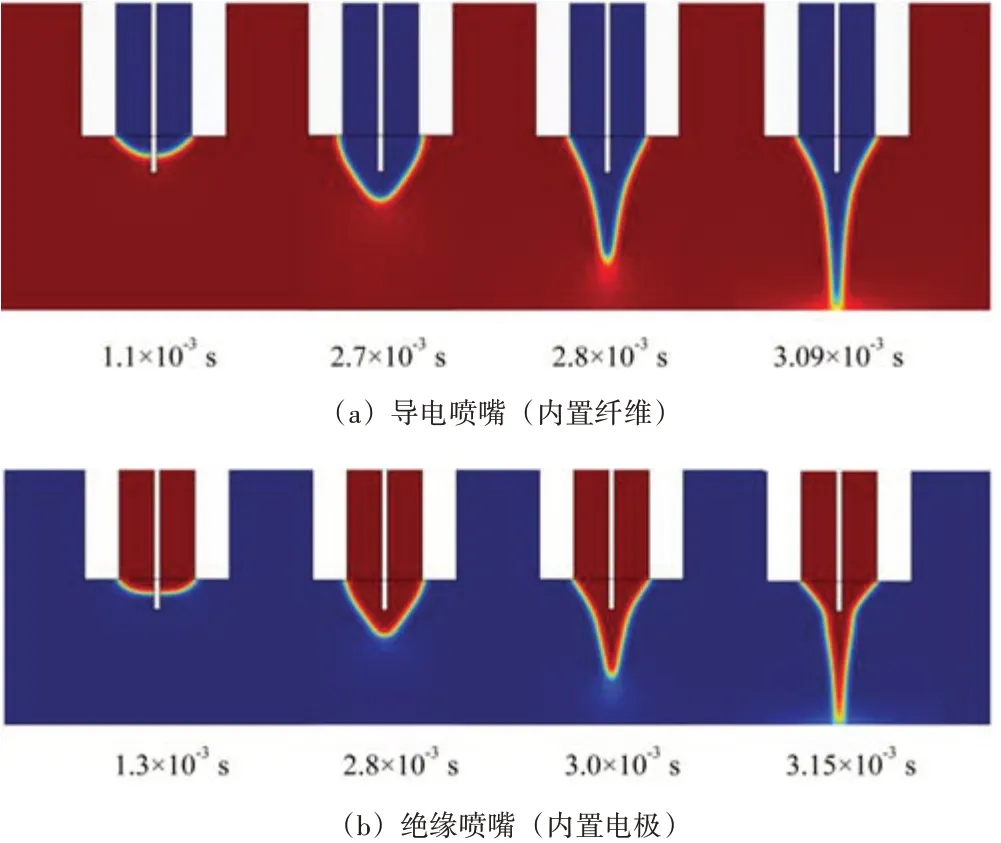
圖4 各階段射流狀態Fig.4 Jet stateof each stag
圖5所示為兩種噴嘴在0.003 s時的電荷分布狀態,如圖所示,電荷主要分布在氣相與液相交界處,這一現象與Talor提出的漏電介質模型中的電荷分布假設相符[12];導電噴嘴毛細管壁結構上存在特征點,即為易腐蝕點,不利于長久穩定工作,絕緣噴嘴則無此種特征,工作穩定性更優。
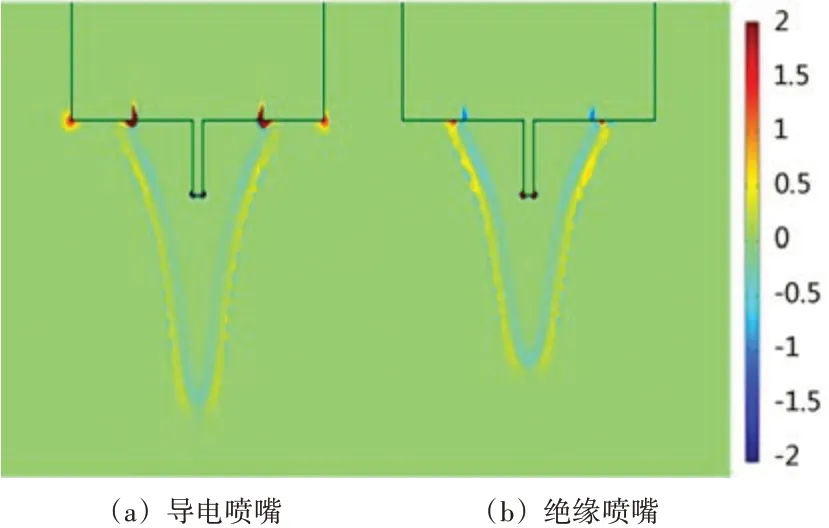
圖5 電荷分布Fig.5 Charge distribution
2.2 電壓對射流形態的影響
如圖6~7所示,電壓條件的變化對兩種噴嘴有相同的影響趨勢:當電壓過低時,電場力不足以克服表面張力,未能形成錐射流,隨著電壓的增大,錐射流狀態開啟,且隨著電壓的增大,其錐度變小,當電壓過大時,泰勒錐表面力失衡,射流狀態失穩出現多股射流;當電壓為1.4 kV時,導電噴嘴未能形成錐射流,而絕緣噴嘴已呈現錐射流狀態,這證明相同工藝參數下,相較于導電噴嘴,絕緣噴嘴的穩定錐射流開啟電壓更低,電場性能更優[13]。
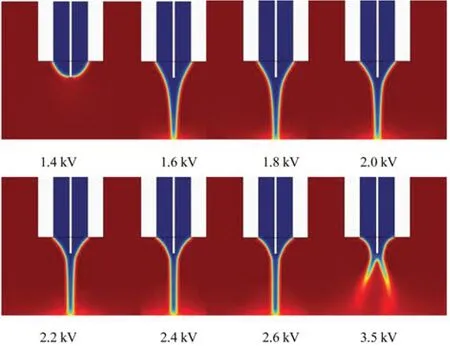
圖6 不同電壓下導電噴嘴的射流成形狀態Fig.6 Jet forming state of conductive nozzle under different voltage
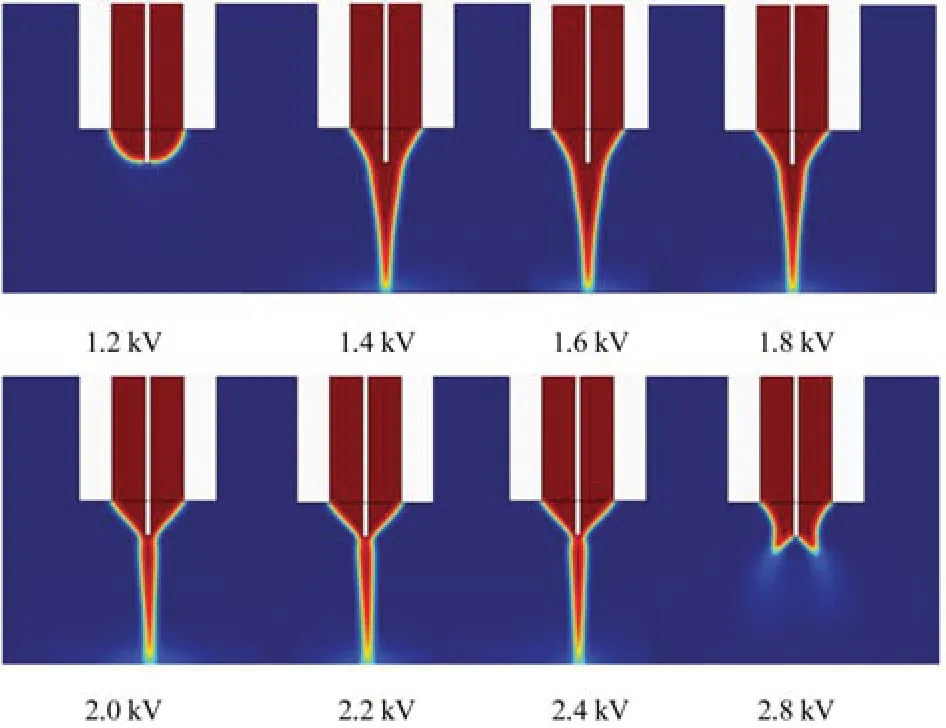
圖7 不同電壓下絕緣噴嘴的射流成形狀態Fig.7 Jet formingstateof insulatingnozzleunder different voltage
2.3 收集板高度對射流形態的影響
如圖8所示,由于收集板高度的增大,空間電場強度降低,同一時刻兩相界面電荷密度與電場力亦減小,射流形成速度減慢;當收集板高度過大時,空間電場強度過低,兩相界面處電場力不足以克服表面張力,無法形成射流,此次仿真中,當收集板高度大于0.7 mm時,射流未能形成。
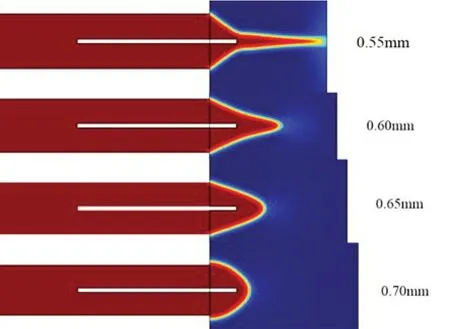
圖8 不同收集板高度下的射流成形狀態Fig.8 Jet formingstateunder different collectingplateheight
2.4 噴嘴內徑對射流形態的影響
如圖9所示,隨著噴嘴內徑的增大,射錐錐度隨之增大,同時射流形成時間縮短;錐度的增大會增加射流的不穩定性,需增加電壓以抵消,故在一定范圍內,噴嘴內徑的增大可提升射流成形速度,提升打印速率,但需選擇合適的電壓條件搭配以保證其穩定性。
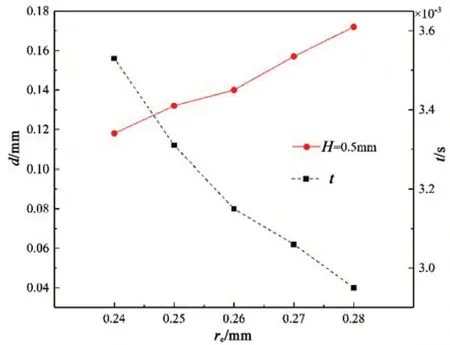
圖9 不同噴嘴內徑對射流直徑及成形速度的影響Fig.9 Influence of different nozzle inner diameter on jet diameter and formingspeed
2.5 入口壓力對射流形態的影響
如圖10所示,隨著入口壓力的增大,射錐錐度隨之增大,同時射流形成時間縮短;錐度的增大會增加射流的不穩定性,需增加電壓以抵消,故在一定范圍內,入口壓力的增大可提升射流成形速度,提升打印速率,但需選擇合適的電壓條件搭配以保證其穩定性。
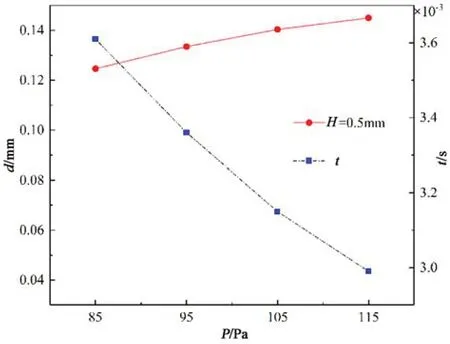
圖10 不同入口壓力對射流直徑及成形速度的影響Fig.10 The influence of different inlet pressure on the jet diameter and forming speed
3 結束語
合理設計噴嘴結構以提升其電場性能是在保證穩定工作的同時提升打印效率的關鍵。本文設計了一種新型絕緣噴嘴結構,通過COMSOL多物理場仿真軟件建立其錐射流演化過程仿真模型,并分析了關鍵工藝參數對錐射流狀態的影響。結果表明,所設計噴嘴具有良好的電場性能及長久穩定工作的能力;此外,在實現穩定射流時,電壓過大易使射流失穩出現多股射流;收集板高度過大時則空間強度過低而無法形成射流;噴嘴內徑及入口壓力的增大可加快射流成型速度,但泰勒錐錐度亦隨之增大,增加射流不穩定性,需增大電壓保證其穩定狀態。本研究為電噴印噴嘴結構設計提供了新的方法和指導,為進一步在多級噴嘴打印中的應用提供理論依據。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
