
基于模型預測的燒結煙氣脫硝智慧化控制研究*
2022-05-12 06:10:40于顯池趙洪華
機電工程技術 2022年3期
胡 巖,于顯池,趙洪華,馬 良,陳 達
(1.濟南大學自動化與電氣工程學院,濟南 250022;2.山東智能機器人應用技術研究院,山東濟寧 273500;3.山東省公共衛生臨床中心,濟南 250012;4.濟南大學機械工程學院,濟南 250022;5.羅克韋爾自動化(中國)有限公司,濟南 250013;6.銘揚工程設計集團有限公司赤峰分公司,內蒙古赤峰 024000;7.赤峰市民用建筑設計研究院有限責任公司,內蒙古赤峰 024000)
0 引言
隨著節能減排政策的大力推行,國家對氮氧化物、SO2等的排放把控越發嚴格,進一步限制了污染物的排放,要求SO2排放濃度小于35 mg∕m3、NOx排放濃度小于50 mg∕m3[1],并將持續降低污染物的排放標準。有色金屬、鋼鐵、礦冶、火電、建材等行業會產生含有大量的粉塵、二氧化硫和氮氧化物(NOx)等污染物的燒結煙氣[2-3],是造成大氣環境污染的重要原因之一。氮氧化物含量是燃煤機組排放煙氣的一項主要監測指標[4-5]。
目前以治理煙氣中的粉塵、SO2和NOx為主,其中對NOx的治理剛剛起步,相關的標準和規范仍在不斷更新和完善,治理技術也在借鑒其他行業的基礎上不斷探索和創新。各行業脫硝方法很多,多采用脫硝一體化工藝進行氮氧化物的減排處理,即采用選擇性催化還原法(SCR)脫硝工藝對煙氣進行聯合處理。針對SCR脫硝控制系統效果不理想的問題,國內外學者開展了大量的優化研究。荷蘭的Budel Zink鋅廠、日本某冶煉廠制酸系統將SCR法裝置進行改造,并應用于冶煉煙氣制酸中去除NOx,效果良好,設計NOx進入濃度為200 mg∕m3,去除效率可達95%[6]。錢虹等[7]基于長短時記憶功能的深度循環神經網絡,建立了SCR煙氣脫硝系統排放預測模型,模擬擬合效果更佳,但計算時間略長。王天堃[8]采用預測控制理論中的動態矩陣控制(Dynamic Matrix Control,DMC)算法,輔以神經網絡技術的模型輸出預測,設計出基于神經網絡模型和DMC算法的火電廠SCR脫硝新型控制算法并應用于某600 MW火電機組,現場數據表明,算法有著比常規PID算法更為優秀的脫硝控制性能。羅志浩等[9]針對某機組的噴氨控制系統的優化,提出一種前饋有約束模型預測控制算法,顯著提升了系統的響應速度、魯棒性。葉蒙雙等[10]比對了模型預測控制和PID控制效果,建立了性能更優的SCR系統的模型預測控制仿真模型。姚楚等[11]為了使模型預測控制滿足熱工控制的性能要求,提出通過設置多種采樣周期來實現。可以說,模型預測控制作為一種先進控制算法,對于大時滯系統具有較好的優化效果。
本文采用基于模型預測的先進自動控制技術,改進SCR法脫硝工藝技術,以整體化、簡潔化理念進行系統設計,實現精準、可靠的自動化功能與便捷、高效的智慧化服務,滿足國家排放標準并切實保護生態環境,解決脫硝系統優化控制的策略研究這一難點。該系統已經成功應用于國內多個鋼鐵冶煉企業,取得了優良的應用效果和示范。
1 系統設計目標
本文所提出的智慧化控制系統旨在實現以下幾個目標。
(1)提升效率。與以前相比,現在的企業更需要審查自己的生產工廠,找到提高效率和增加利潤的方法。本文通過實現脫硝全流程自動化生產提高脫硝系統的作業效率以及操控的便捷性達到這一目的。
(2)優化效果。脫硝工藝的運行受到種種外在條件的制約及干擾因素的影響,實際運行效果有待進一步提升。本方案建議使用模型預測控制(MPC)解決方案,優化工藝效果。
(3)智慧管理。大型企業涉及較多的生產單位和部門,對諸多單位實現“統建統管”并非易事。本文根據客戶的需求靈活采用不同的產品組件,輕松地擴展系統規模及功能,獲取實時信息及各類設備的關鍵績效指標分析報表,生成的報表都可以作為WEB頁面以表格、曲線和電子面板等各種豐富的形式展示,助力企業管理升級。
(4)遠程集控。在產業轉型升級的大背景下,進行長遠規劃,預留“千里之外,一網監控”伏筆,為企業提升整體運營效率謀劃宏偉藍圖。
(5)安全可靠。當工藝、設備參數、控制系統硬件、軟件出現報警、故障時,系統可在各工序主控室HMI自動給出提示和語音報警,精確定位故障點。
2 系統架構
如圖1所示,本文所介紹的系統主要包括操作層、控制層和設備層,其中操作層包括無線網絡系統、手機端、防火墻、工業數據中心、交換機等,控制層主要包括若干工業控制器,設備層由攝像頭、加工機床、儀器儀表等構成。
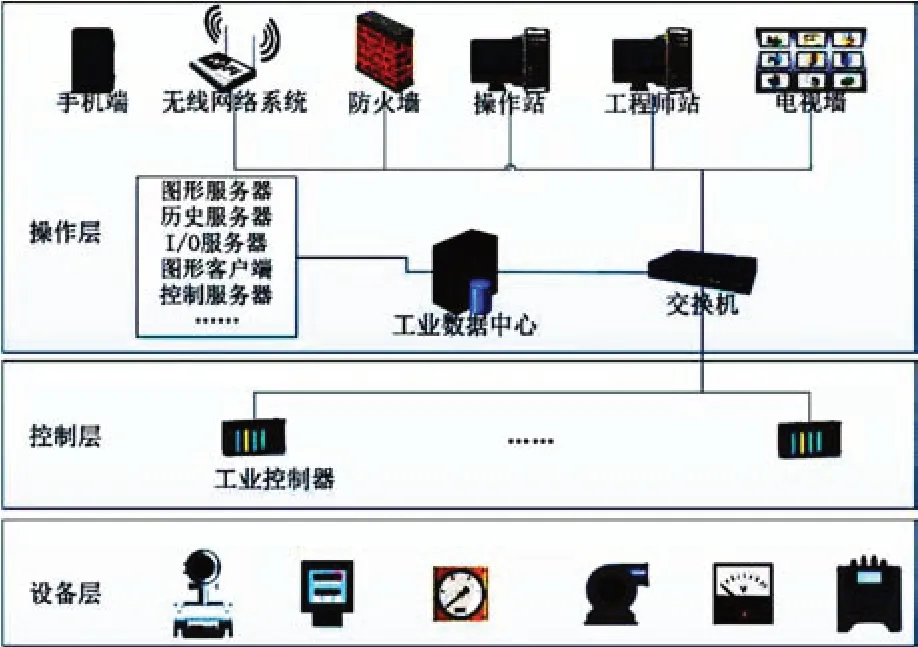
圖1 控制系統架構
上位監控系統功能結構如圖2所示,共有數據通訊、實時監視、設備控制、數據管理和統計分析5個類別,20余項種功能。其中,數據通訊又包括本地控制器通訊、AMS數據交互、能源數據上傳;實時監視包括設備狀態、工藝參數、報警信息、關鍵指標;設備控制包括設備啟停、報警連鎖、回路調節、應急聯動;數據管理包括數據庫管理、數據歸檔、數據導入∕導出、數據打印;統計分析包括成本核算、統計報表、趨勢構造、生命周期管理。為了控制和管理現場設備的運行狀態,支持高可靠性熱備冗余的數據服務器,上位機監控采用自動化控制產品ControlLogix,并采用基于網絡的企業級分布式系統FactoryTalk View SE。為提高數據讀取和項目實施效率,智能檢測等設備在統一的控制編程環境Studio5000中實現集成,可直接讀取智能設備數據,同時可在FactoryTalk View中利用已有的面板顯示操作,實現編程和人機交互代碼的重復利用。數據通信采用EtherNet∕IP以太網網絡實現統一的數據接口和安全、高效的數據傳輸。

圖2 上位機監控系統功能結構圖
3 脫硝系統控制策略
本方案以脫硝項目工藝為例說明脫硝工藝主要控制功能。
3.1 設備構成
脫硝系統工藝流程如圖3所示,控制系統實現相應電氣設備的控制功能。所有電機、閥門設備均實現遠程、就地操作;系統能監控所有泵、電機、閥門、變頻器等的運行狀態;實現備用泵的連鎖啟動,在用泵與備用泵智能互備等功能。脫硝系統所涉及的主要設備如表1所示。
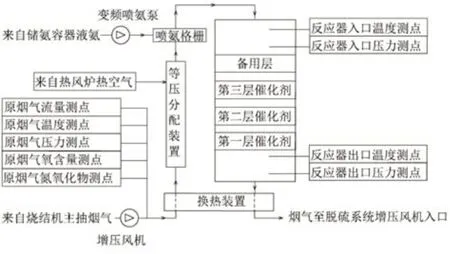
圖3 脫硝系統工藝流程

表1 脫硝系統主要設備
3.2 模型預測控制
模型預測控制技術簡稱MPC,是一種反饋優化控制算法,使用模型來預測過程的未來輸出。自1980年以來開始在煉化行業的過程控制中得到應用,目前有迅速發展擴大之勢。預測控制的核心思想是通過一個基本的預測模型去預估控制系統在未來時刻的輸出,進而產生控制作用。因此,為了使預測控制策略實用化,可間接地要求預測模型應該盡量準確,保證預測控制有良好的調節品質[12]。利用傳統動態矩陣控制算法,選取了被控對象的單位階躍響應數據序列作為控制算法的基本預測模型[13]。MPC的原理是對被控對象建立神經網絡的模型,并以此預測系統變量未來的趨勢并提前采取行動,將系統的擾動降低或消除于無形,從而實現對系統輸出變量的精確控制。因此相較于傳統的PID控制技術及專家系統,MPC的優勢在于適合多變量非線性系統的動態控制問題,能夠解決大長滯后、高耦合等常規控制方法難以解決的問題。
針對脫硝控制系統的特點和應用目標,本方案設計了兩個預測控制模型,分別是自動噴氨模型和燃燒加熱模型。
3.2.1 自動噴氨模型
自動噴氨調節回路是SCR脫硝工藝的核心反應回路,其目標是將煙囪出口NOx排放濃度控制在50 mg∕Nm(基準含氧量16%)的范圍以內,并保證反應器附近氨逃逸濃度小于3 ppm。該回路的原理是通過改變噴氨泵的運行頻率實時調節進入反應器的氨水流量,最終控制出口NOx的濃度。
采用模型預測控制技術對脫硝反應環節進行建模,利用數學模型在滿足約束條件的前提下預測并控制煙氣出口NOx的濃度,并將干擾因素的擾動將至最低水平。本方案相關模型變量設置如表2所示。
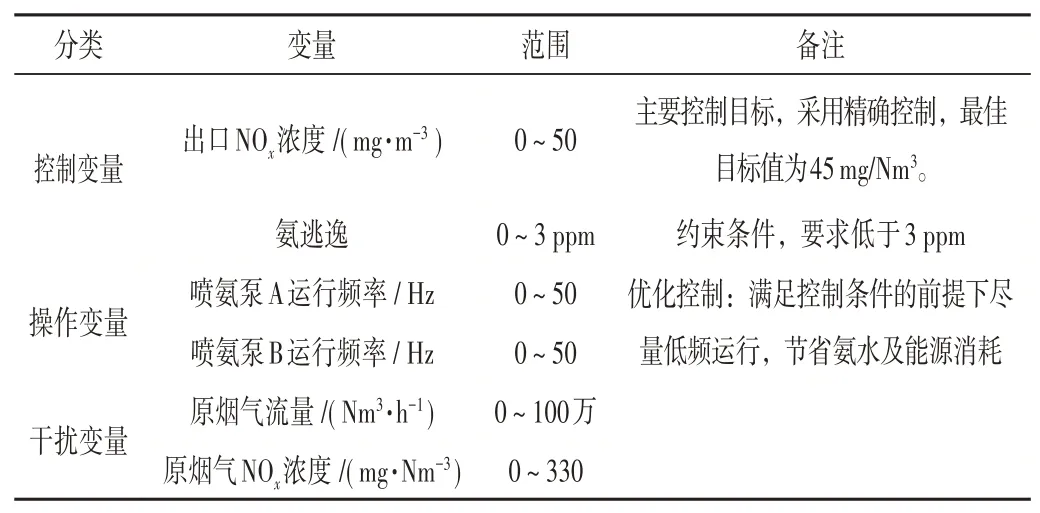
表2 自動噴氨模型變量設置
3.2.2 燃燒加熱模型
燃燒加熱模型的核心目標是在穩定熱風爐爐膛燃燒狀態的前提下控制SCR反應器溫度,正常的工藝條件下應穩定在300℃。如果溫度過低會導致脫硝效果降低、氨逃逸增大、催化劑堵塞等問題;溫度過高則會損傷設備,對穩定運行不利。反應器溫度調節的主要手段是通過改變熱風爐負荷調節熱風輸出量,最終改變SCR反應器的溫度,調節過程受煤氣壓力、煤氣熱值、天氣環境、摻風量等擾動因素的影響和以及爐膛溫度的約束。
采用模型預測控制技術(MPC)對熱風爐燃燒供熱過程進行建模,利用數學模型在滿足約束條件的前提下預測并控制反應器溫度,并將干擾因素的擾動將至最低水平。本方案相關變量設置如表3所示。

表3 燃燒加熱模型變量設置
4 結束語
燒結煙氣含有大量的氮氧化物、SO2等污染物,是大氣環境污染的最重要的污染源。本文采用先進的模型預測模型和自動化控制技術,實現了某些鋼鐵冶煉企業對燒結煙氣脫硝的智慧化控制。結果表明,與原有PID控制系統相比,應用本文提出的基于模型預測的智慧化控制系統,每年煤氣節省100萬元,氨水成本降低15萬元,生產效率提高20%,噴氨系統的控制效果明顯改善。采用本文提出的優化控制策略后,脫硝系統出口NOx濃度在不同工況下均能達到控制要求。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
化工管理(2022年13期)2022-12-02 09:21:52
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
測控技術(2018年2期)2018-12-09 09:00:52
電子制作(2018年11期)2018-08-04 03:26:08
光學精密工程(2016年6期)2016-11-07 09:07:19
工業設計(2016年12期)2016-04-16 02:52:00
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
