
基于視覺識別及機器人技術的變速箱懸置自動擰緊設備
2022-05-12 06:13:14胡國武
機電工程技術 2022年3期
鄧 群,周 波,胡國武
(一汽-大眾汽車有限公司佛山分公司,廣東佛山 528225)
0 引言
螺紋連接是汽車部件及整車生產裝配過程中最為常見的一種聯接工藝,由于結構簡單、工藝可靠、返修方便等優點得到廣泛的應用。經年來,隨著汽車生產的自動化、智能化、數字化趨勢加快,在整車及總成生產領域不斷出現了各類螺紋自動擰緊設備。如靖玉凱等[1]設計了一套全自動噴油嘴螺栓擰緊及凸出高度檢測設備,極大地提高了噴油嘴的裝配合格率。田永成等[2]設計的在線式輪裝制動盤螺栓自動擰緊機,很大程度上減少對人工的依賴,提高了裝配精度和工作效率。楊潤剛等[3]基于機器視覺技術,設計并應用了機車齒輪轂全自動雙軸擰緊機,提高了裝配精度和操作效率,降低了工人的勞動強度。
變速箱懸置作為汽車前艙內承載變速箱的關鍵部件,其連接強度和質量與整車的安全以及NVH性能密切相關。當前汽車主機廠內裝配變速箱懸置大多采用人工操作手動擰緊工具進行作業,工人長時間作業勞動強度大,擰緊合格率極易受工人工作狀態的影響而產生波動,在裝配效率和質量上都有進一步提升的需要[4]。本文基于視覺識別及機器人技術,設計并實施了一套變速箱懸置自動擰緊設備,用于提升裝配效率,優化和改善擰緊質量。
1 工藝及設備規劃前提
1.1 設備工藝流程分解
結合生產現場原有的工藝及設備狀態,經過多維度的評估和分析,優化后自動擰緊設備的工藝流程如圖1所示。
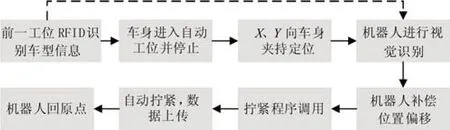
圖1 設備運行的工藝流程
1.2 系統節拍分析
結合圖1的工藝流程分解,該設備完成一個工作循環的總節拍為53 s,各步驟的具體節拍分解如表1。

表1 系統運行節拍分解
2 設備結構設計
該套懸置自動擰緊設備主要由圖2所示的5個部分機構組成:車身定位及夾持機構、機器人主體、視覺識別裝置、擰緊槍以及其他配套設施。

圖2 設備總體結構
2.1 滑撬定位及夾持機構
總裝車間的車身在安裝輪胎之前,主要是通過滑撬、吊具或者可升降大板實現在不同的工位及線體之間的輸送。以滑撬輸送為例,車身通過下部支撐點定位在滑撬上,電機驅動輥床上的摩擦輪帶動滑撬前進。滑撬在輥床上的X向運動由位置傳感器控制來實現減速和停止,Y向則通過一對被動式滾輪實現基本的對中限制。車身在X、Y向的位置偏差可達±20 mm,超過了視覺識別的容限范圍,必須對滑撬進行二次定位。滑撬二次定位及夾持機構如圖3所示,X向抱緊氣缸通過對滑撬下部橫梁進行二次夾緊,可以校正滑撬在初次定位時X向較大的位置偏差;Y向夾持機構將滑撬在Y向左側的間隙修正為0。通過二次定位,可實現滑撬在自動擰緊工位靜止時X、Y向的位置偏差在±5 mm以內,為后續的視覺識別奠定基礎。
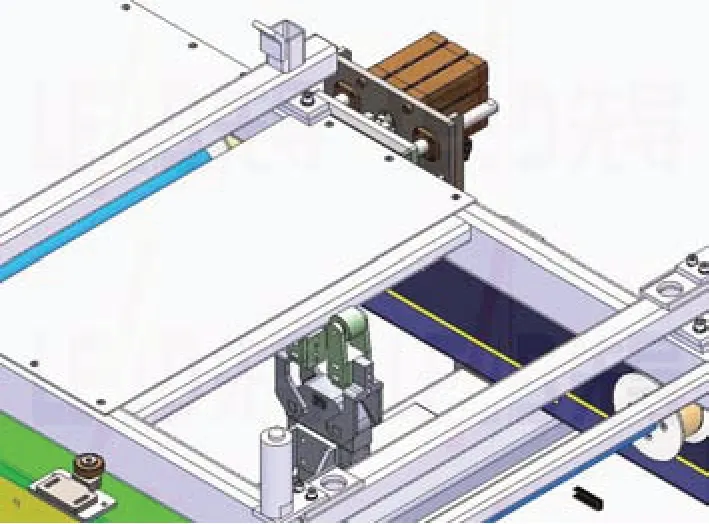
圖3 滑撬定位及夾持機構結構
2.2 機器人主體
為節約設備總體投資,機器人選型采用汽車整車廠廣泛使用的KUKA工業機器人,型號為VKR 210 R2700 extra。此款機器人由于大批量使用,硬件采購及維護成本相對較低,臂展2 700 mm,負載210 kg,可完全滿足懸置自動擰緊在各類工況下的使用需求。
2.3 視覺識別裝置
本套視覺識別裝置由工業相機、光學鏡頭、光源、伸縮氣缸組成。工業相機采用Basler 500 W,水平∕垂直分辨率為2 448 px×2 048 px;鏡頭采用的是Moritex抗震鏡頭,焦距16 mm,工作距離為70~120 mm。由于變速箱懸置安裝于車身左側縱梁上,此處與翼子板內板形成的空間范圍十分有限。為確保在進行視覺拍照及擰緊作業時,機器人及其附件不與車身發生干涉,視覺相機部分設計為可折疊式氣缸結構。在執行拍照流程時氣缸打開,相機及光源伸出;在執行擰緊流程時,相機及光源縮回。
2.4 擰緊裝置
擰緊裝置由擰緊槍、伸縮桿、套筒、Master PC顯示面板、控制器及夾具組成。變速箱懸置螺栓的額定力矩為50 N·m+90°轉角,最終合格的擰緊力矩在70~140 N·m范圍內。擰緊槍型號選用Atlas ETV ST101-270-20-F,扭矩范圍:65~270 N·m。伸縮桿為特殊定制,采用柱體內部彈簧構造,彈性伸縮行程為30 mm,一方面可充分補償車身在Z向的位置偏差,另一方面可確保在擰緊過程中對螺栓施加足夠的下壓力。Master PC顯示面版及控制器均為Atlas擰緊槍的標準配套產品。
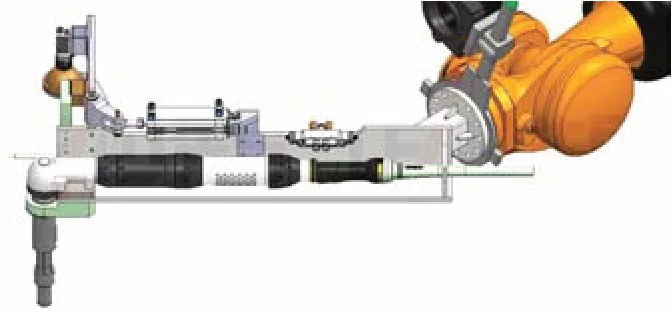
圖4 視覺識別及擰緊裝置結構
3 設備控制系統
設備控制系統由兩部分組成:擰緊控制系統及機器人控制系統,擰緊控制系統影響擰緊的合格率,機器人控制系統影響設備的整體開動率,各部分通過現場總線、Profinet接口、以太網實現與PLC的通訊和相互通訊,控制系統的硬件結構如圖5所示。在系統的設計階段,既要確保兩個系統的功能能充分滿足設備總體的工藝要求,同時還必須實現兩個系統之間完整的交互性,以免造成生產線停線或擰緊失敗。

圖5 控制系統硬件結構
3.1 擰緊控制系統
擰緊部分的控制邏輯如下。
(1)工廠內部FIS系統發送待擰緊車輛信息到Master PC。
(2)Master PC將接收到的信息進行解析,判斷KEN碼對應車輛的擰緊內容,存儲到數據庫中。
(3)Master PC通過RFID識別得到的KEN碼來進行程序的調用,將擰緊內容打包發送給控制器。
(4)控制器接收到報文后按照預設的擰緊程序執行對應車型的擰緊內容,驅動EC電槍完成擰緊動作。
(5)EC電槍擰緊完成后,控制器將數據反饋到Master PC,數據內容包含KEN碼、擰緊上下限、扭矩、擰緊曲線等信息。
(6)Master PC將控制器發送的擰緊文件進行解析并顯示出來,同時上傳至FIS系統進行存儲。
3.2 機器人控制系統
3.2.1 機器人部分的控制邏輯如下。
(2)滑撬前進觸發光柵前對射開關1和2,PLC屏蔽入口光柵;滑撬前進繼續觸發光柵后對射開關3和4,當對射開關3和4信號消失時,PLC重新激活入口光柵。
(3)滑撬前進觸發當前自動工位的到位開關,滑撬停止;二次定位機構的抱閘氣缸抱緊并夾持滑撬,完成二次定位。
(4)機器人運行至視覺拍照位置,完成拍照,視覺相機縮回,視覺信號傳輸至PLC。
(5)PLC完成4顆螺栓的位置偏移計算并傳輸至機器人。
(6)機器人完成位置偏移疊加后依次運行至4顆螺栓上方,接收擰緊控制器指令完成擰緊作業。
(7)擰緊結束機器人返回原點,視覺相機伸出。
(8)滑撬抱閘氣缸打開到位,滑撬駛出工位。
(9)位置傳感器檢測到滑撬完全離開自動工位時,允許前工位輥床放行,開始下一循環。
2.消瘦 隨著嘔吐的加劇,由于奶水攝入不足,體重起初不增,之后迅速下降,尿量明顯減少,數日排便1次,量少且質硬,偶有排出棕綠色便,被稱為饑餓性糞便。由于營養不良、脫水,嬰兒明顯消瘦,皮膚松弛有皺紋,皮下脂肪減少,精神抑郁呈苦惱面容。發病初期嘔吐喪失大量胃酸,可引起堿中毒,呼吸變淺而慢,并可有喉痙攣及手足搐搦等癥狀;后期脫水嚴重,腎功能低下,酸性代謝產物潴留體內,部分堿性物質被中和,故很少有明顯堿中毒者。嚴重營養不良的晚期病例已難以見到。
3.2.2 視覺識別技術的應用
視覺識別技術為工業機器人裝上了“眼睛”,能實現引導、檢測、測量和識別等功能,極大地拓展了機器人的應用場景,已逐漸成為智能制造設備的關鍵組成配置[4-8]。
本文采用視覺識別技術識別待擰緊螺釘的位置,引導機器人將夾持的擰緊槍準確套入螺釘中執行擰緊作業。其主要流程如圖6所示,相機在光源照射下拍攝螺栓獲得初始圖像,經過灰度處理增加圖像的對比度,從圖像中選取包含螺栓的關鍵區域,進行二值化處理提取螺栓位置特征,識別螺栓的像素面積,提取螺栓中心位置坐標信息,最后轉化為機器人空間坐標信息。

圖6 螺栓圖像處理流程
圖7所示為懸置螺栓在視覺識別系統中的識別效果圖,其中綠色大圓為當前抓圓示意圖,藍色十字為當前抓圓中心,紅色十字為抓圓標定位置,綠色字體為左右側圓孔的圓心坐標(單位:像素)。經過空間坐標關系的轉換,delta1、delta2分別為左側及右側螺栓在X向及Y向的偏移距離(單位:mm)。

圖7 螺栓視覺識別效果
4 驗證及結果分析
懸置螺栓的擰緊采用的是扭矩-轉角的監控方法,擰緊過程中扭矩M和轉角W的對應關系如圖8所示。擰緊過程分為兩個階段:第一階段為彈性變形階段,螺栓擰緊至扭矩達到限定的力矩MB,該階段的擰緊需監控過程點A的轉角,其大小必須位于限定的轉角范圍內才能認定過程合格;第二階段為塑性變形階段,螺栓繼續旋轉規定的轉角Wn,此時總扭矩Mc和轉角Wn分別處于規定的上下限值M-~M+以及W-~W+之間,螺栓擰緊才認定為最終合格。

圖8 角度監控的過程屈服擰緊方法
采用該監控方法,螺栓擰緊不合格的類型共有5種情況,分別是最終擰緊低力矩、最終擰緊超力矩、擰緊過程套筒脫開、擰緊過程超轉角、設備套筒未成功套入螺釘。這5種擰緊不合格情況分別對應5種不同的力矩-轉角曲線,如圖9~13所示。
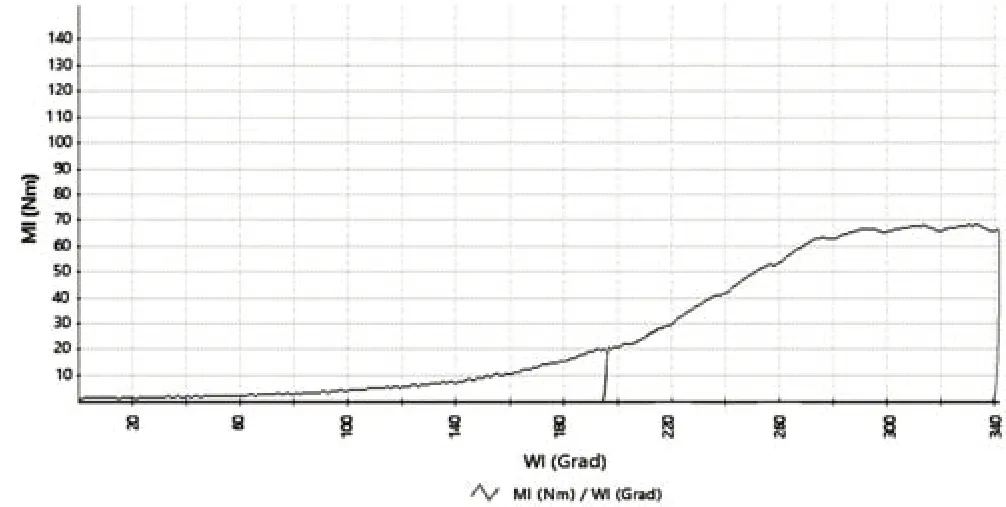
圖9 最終擰緊低力矩
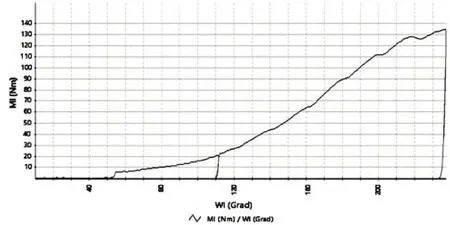
圖10 最終擰緊超力矩

圖11 擰緊過程套筒脫開
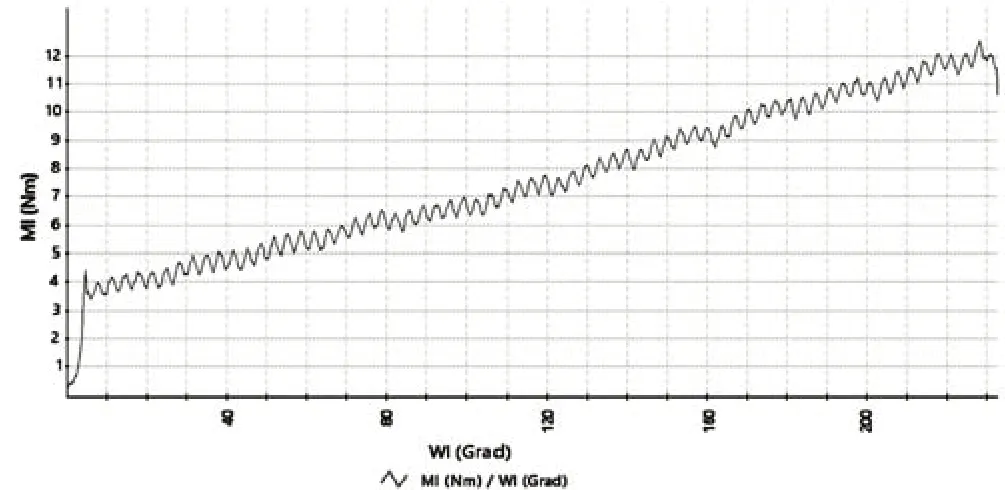
圖12 擰緊過程超轉角

圖13 設備套筒未成功套入螺釘
該套設備經過全面的功能驗證和調試優化,現已投入持續批量運行中。運行期間,設備自動擰緊的一次擰緊合格率平均達99.8%,以班次為單位的運行周期中合格率最高達99.99%。與手工擰緊的合格率相比有了明顯的提升,在每班次裝配約500輛車合計約2 000顆螺栓的情況下,極大地減少了螺栓返修數量和返修工時。
基于擰緊缺陷類型分析,自動擰緊合格率提升的主要原因有以下兩點:
(1)機器人在設定的程序下能保持穩定且一致的作業動作,確保了擰緊全過程的穩定性,從而保障了擰緊合格率;
(2)采用內部彈簧構造的伸縮桿,在擰緊的過程中機器人可以持續給予螺栓端面穩定的壓緊力,有利于達成合格的扭矩及轉角關系。
5 結束語
本文設計并實施了一套變速箱懸置全自動擰緊設備。該設備通過工業機器人確保了擰緊過程的一致性和穩定性,利用視覺識別技術提升了應對車身定位偏差的柔性,采用擰緊網絡技術則進一步確保了擰緊過程的質量可控,經過批量生產的驗證,一次擰緊合格率可提升至99.8%。汽車整車上有近3 000個螺栓擰緊點,其中涉及大量的安全及功能相關項,未來隨著自動化、智能化、數字化的浪潮,視覺識別與工業機器人的組合必然會得到更廣泛的應用。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
現代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(2021年1期)2021-05-21 07:55:24
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
現代工業經濟和信息化(2016年6期)2016-05-17 05:36:13
工業設計(2016年12期)2016-04-16 02:52:00
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
設備管理與維修(2015年12期)2015-04-09 06:57:00
現代企業(2015年8期)2015-02-28 18:55:23
