關于RH加料系統的優化探討
2022-05-19 12:29:42王世豪
工業加熱 2022年4期
王世豪
(中冶賽迪工程技術股份有限公司煉鋼事業部,重慶 401122)
RH真空精煉裝置因具有脫氣、強脫碳、脫氧、合金化及凈化鋼液等豐富的冶金功能,已成為現代煉鋼工藝技術必不可少的組成部分[1]。加料系統是RH關鍵系統之一,主要實現在真空狀態下向鋼液中加入合金及脫氧劑等。近些年來,隨著一些鋼廠鋼種品種的增加或調整,原有RH真空加料系統暴露出一些問題,主要表現為兩個方面:①加料過程時間長,增加真空處理時間,影響生產節奏和設備維護[2];②稱量精度不夠,影響鋼水合金成分調整。本文結合某鋼廠120t RH的生產情況對加料系統的設計優化及使用進行一些探討。
1 RH加料系統工藝布置
目前常規的RH加料系統主要由貯料倉、稱量設備、物料轉運設備、真空投料設備這幾部分組成。總體的工藝布置主要有低位料倉垂直皮帶提升形式(方案一,見圖1)和高位料倉溜管直接加料形式(方案二,見圖2)。

圖1 RH加料系統方案一

圖2 RH加料系統方案二
方案一的特點是貯料倉及稱量設備布置在RH主體結構平臺標高范圍內,能整體降低平臺及廠房標高,節約投資,但稱量后的物料需要經過若干條皮帶機的轉運加入到真空料斗,加料過程時間較長。方案二的特點是貯料倉及稱量設備布置在真空槽及真空料斗的上方,稱量后的物料可通過溜管直接加入到真空料斗,加料過程全封閉、無轉運,易于操作,但RH平臺及廠房標高會抬高,投資較大。這兩種加料系統方案各有優缺點,目前方案一形式相對較多,具體選型時要結合生產品種、場地條件、投資、冶煉工藝等方面綜合考慮。
2 RH加料時間分析及優化
2.1 加料時間控制
RH真空處理流程如圖3所示。
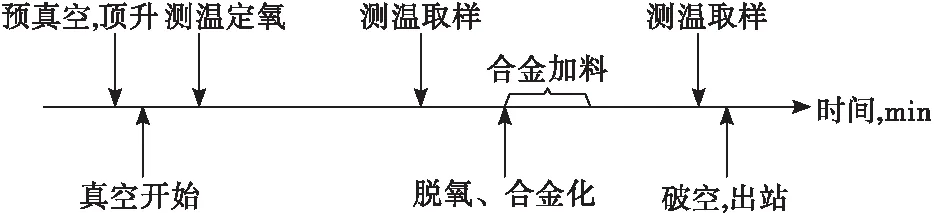
圖3 RH真空處理流程
如圖3所示,RH合金化過程主要在真空處理的中后期。對于以脫氫為主要目標的鋼種,真空處理時間不小于12 min,考慮較好的去除夾雜物,真空處理時間不小于15 min,除特殊要求外,在處理過程中合金加入后要保證5 min以上循環均勻時間[3]。某鋼廠120 t RH真空處理時間約20 min,在處理約10 min時測溫取樣,化驗時間約3~4 min,考慮合金化后均勻時間4~5 min,合金加料時間須控制在2~3 min。
近些年來,隨著煉鋼生產節奏的不斷提高,縮短RH真空處理時間,提升冶煉效能是大勢所趨。因此,目前國內許多鋼廠普遍要求將RH合金加料時間控制在3 min以內,這對加料系統的設計及高效使用提出了更高的要求。
2.2 加料時間長問題分析
RH合金加料過程一般包括如下幾個過程:①合金稱量配料;②合金轉運至真空料斗;③合金投料(從真空料斗投料至熔池)。其中過程③時間比較穩定,影響整個加料過程時間的環節往往是①和②,主要表現在如下方面:
(1)合金倉位分布不合理導致稱量過程中的等待。一般情況下對于某在線鋼種,如果其常用類合金分布在同一稱量斗對應的貯料倉中,配料時合金B需在合金A稱量結束后方可稱量,由此會造成時間等待。
(2)稱量不準確導致的返料及重復配料。對于一些加入量精度要求很高的合金,如果稱量精度控制不夠,超過允許誤差時,要進行事故排料或者補料,時間浪費大。
(3)從稱量斗排料后物料輸送路徑過長,致使轉運時間長。
(4)加料系統程序設置不完善,稱量、排料過程全自動程度不夠。RH加料的操作過程較為復雜,如果各環節中設備的啟停及邏輯銜接未能實現全自動,過程中多次在畫面中手動操作,往往會因人員的差異而造成加料過程效率低下。
2.3 加料系統時間優化
綜合2.2小節中所述因素,結合一些鋼廠真空加料系統的使用情況,本文對RH加料系統加料時間的優化有如下建議。
2.3.1 合理配置料倉與稱量斗,提高自動化水平
RH合金化過程具有合金種類多、精度要求高的特點,加料系統設計時貯料倉下稱量斗數量不宜太少,常規的硅鐵類、錳鐵類合金應分別配置1個稱量斗,鋁粒和碳粉宜設置1個稱量斗、其他類合金應至少設置1個稱量斗,稱量斗數量不宜少于4個。料倉布料時應充分考慮到各類合金合理的對應到相應的稱量斗,同時要優化程序,盡量做到加料過程的自動化操作,減少配料時不同類合金之間的順序干擾及時間等待。
2.3.2 優化物料轉運路徑
如本文第1節所述,采用方案二的布置形式可大大縮短轉運路徑。如果煉鋼車間為新建車間,在前期設計時宜采用方案二形式。對于在舊廠中新建RH,由于受限于車間高度,往往采用方案一,其工藝布置應盡量緊湊,并盡量縮短運距。
2.3.3 提高合金稱量配料的準確率
合金稱量配料是RH加料系統中非常重要的環節,配料精度直接關系到加料時間和節奏。下文3.2小節會對加料系統稱量精度的優化進行詳細的闡述。
3 RH加料系統稱量精度優化
3.1 RH稱量精度問題分析
RH具有合金微調的功能,在冶煉一些高品質合金鋼鋼種時要嚴格對合金元素進行微調,某些合金稱量精度要控制在1 kg[4]。目前RH加料系統在稱量精度方面的問題均可能導致成分調整不準,主要表現在如下方面:
(1)稱重程序參數設置不合理導致稱量終點值偏差大。對于不同類型的合金,其比重、粒度等特性有明顯的差異,若稱量程序中相關參數不能與物料特性及振動設備特性有效的匹配,會造成終點稱量值與目標值的偏差較大。
(2)進入真空料斗中實際物料量和稱量值有偏差。稱量合格的合金通過加料系統皮帶機轉運進入真空料斗中,最終通過真空料斗加入到真空槽熔池中。目前許多鋼廠RH采用多條皮帶機組合來轉運稱量后的鐵合金,在轉運過程中存在合金破碎、濺落、揚塵等現象,致使合金實際加入量和稱量值有偏差,超出了允許偏差范圍。
(3)稱重傳感器讀數跳動。稱量斗稱重傳感器為精密度較高的儀表類設備,其精度直接關系到稱量的準確性。RH加料系統各平臺多為鋼結構平臺,稱量斗稱重傳感器一般都直接安裝在平臺鋼梁上,當平臺及框架受到大型設備的運轉或沖擊而發生擾動后,傳感器讀數會有波動現象,對稱量值造成干擾。
(4)真空狀態下稱重數據漂移。目前許多RH加料系統會設置1~2個帶稱量的真空料斗(在真空料斗中設置一個可連續下料的稱量罐)用于加鋁粒等。真空料斗在一次裝料后關閉上部密封錐閥,長時間處于真空下,多次加料時直接與炙熱的真空槽連通,內部溫度變化劇烈,環境惡劣。有用戶反映生產時稱重數據會時常發生漂移的現象,且在精度不準時較秤困難,影響生產節奏。
3.2 RH稱量精度設計優化
3.2.1 均勻合金粒度、優化振動設備
目前,合金稱量配料的常規模式為通過控制稱量斗上方的振動給料機的下料量以實現實時稱重值達到輸入目標值,基本原理為通過程序設置振動給料機的強振、弱振及轉換點、余量等參數來實現精確稱量。實際操作中精確稱量控制過程往往受到物料及設備特性的影響。某鋼廠在進行RH調試時,分別在不同的料倉內裝入鋁粒、碳粉、硅鐵、錳鐵來調試加料系統稱量精度,其誤差情況如圖4所示。

圖4 合金稱量誤差統計
過程中發現如下情況:①鋁粒、碳粉這類粒度小且均勻的物料,將稱量誤差控制在1 kg的準確率在90%以上,2 kg內的準確率為100%;② 硅鐵這類比重較輕,粒度大且不均勻的合金,其稱量誤差能控制在±3 kg,誤差在±2 kg的準確率約為75%;③錳鐵這類比重大,粒度大且不均勻的合金,其稱量誤差控制在3 kg的準確率約55%,45%的批次誤差在4~8 kg。
經過現場分析,所試硅鐵、錳鐵粒度普遍較大,且物料粒度參差不齊,很不均勻。圖5為錳鐵稱量時給料機停振后槽體口邊緣合金的堆積狀態,處于跌落邊緣的合金粒度很不均勻,其中有些合金塊度能到80~90 mm,單塊的質量達到0.7 kg。如此,在振動給料機下料時,累計稱重值線性變化較差,停振終點難以控制。錳鐵這類比重大的合金,如果停振稍早,下料量達不到目標值,停振稍晚,下料量又會超過目標值,造成較大的控制偏差,而硅鐵的稱量精度的控制相對較好。
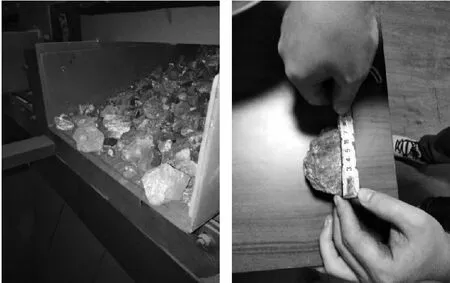
圖5 錳鐵合金物料狀態
因此,對于稱量精度要求高的合金,必須要控制其粒度大小及均勻性,其粒度直徑應至少控制在50 mm(最好能控制在30 mm)內,而且如果合金粒度均勻性太差,有必要對其進行篩分或者粒度分級。
此外,有必要對振動給料機進行優化。文獻[5]提出通過在給料機出口設置擋板來控制停振余量,改善稱量精度。本文根據對合金特性的分析,提出如下優化建議:
(1)對于用量少的合金應配置窄槽體、給料能力較小的給料機,其給料能力宜不大于60 t/h,槽寬宜在300~400 mm,或者設計斷面為圓弧形的槽體;
(2)用量較大的常用類合金,如硅鐵、錳鐵,應分別設置小型振動給料機和常規型振動給料機,前者設置要求如(1)中所述,后者給料機能力宜在100~120 t/h,槽體寬度宜在500~600 mm。使用中,可設置切換點,通過二者相互配合將稱量誤差控制在最小的范圍內。
3.2.2 稱量斗及工藝布置優化
為了能直觀地體現進入真空料斗的實際物料質量,并消除外部干擾因素造成儀表數據的波動及真空料斗中進行稱量的弊端,本文對加料系統稱量斗的布置形式的設計進行了優化,如圖6所示。
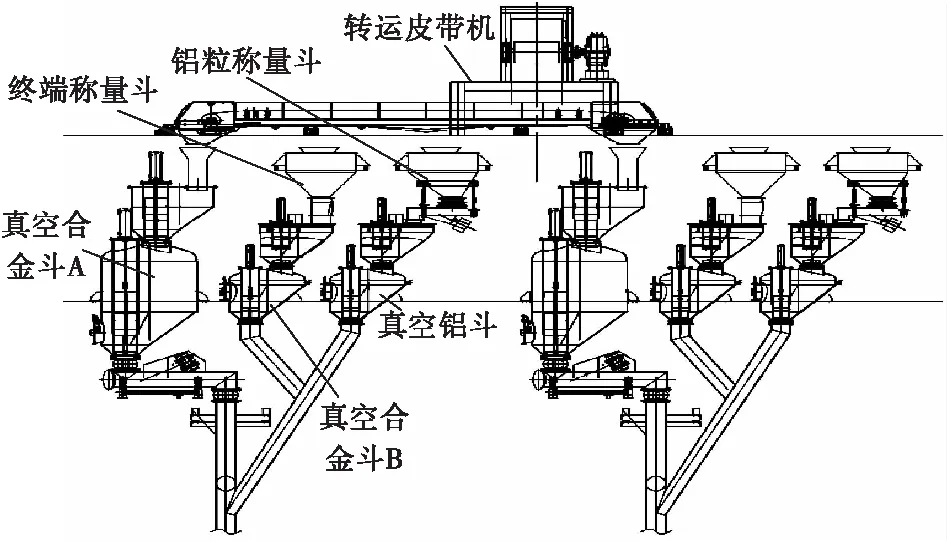
圖6 加料系統工藝布置
此布置主要特點:①在真空鋁料斗上方設置鋁粒直接稱量斗,在線稱量鋁粒,消除環境對傳感器的影響,并方便現場儀表校驗及維護;相應的縮小了真空鋁料斗及高度空間,鋁料斗補料不受非真空條件的限制;②設置合金快速投料真空料斗(真空料斗B),在其上方設置終端稱量斗,用于精調及小批量合金的二次稱量驗證和投料,真空料斗B直接通過下部錐閥開閉,快速投入合金;③設置真空料斗A,用于精度要求不高或大量合金的投料,為防止大量合金集中投入造成浸漬管的堵塞,在真空料斗A下方設置振動給料機進行投料。
此外,稱重傳感器會產生蠕變現象,要確保儀表的準確性,傳感器需定期進行校準,某鋼廠平均一個星期校驗一次,且RH稱重儀表校驗建議采用砝碼校驗或者儀表校驗后須用砝碼進行驗證。RH結構設計時,應盡量避免加料系統平臺與廠房柱共柱或共基礎,真空泵等大功率設備底座需考慮降振措施,盡量避免對鋼結構框架的擾動。加料系統設計時應盡量減少物料通過皮帶機的轉運次數,帶速不宜過快,并做好皮帶機的密封與監控。
4 結 語
(1)為適應高效的生產節奏,RH加料系統合金加料時間宜控制在3 min內。
(2)為縮短合金加料過程時間,在RH設計和使用時,要合理的配置料倉與稱量斗,料倉下稱量斗數量不宜少于4個;盡量選擇較短的轉運路徑,如果為新建車間,設計時盡量采用加料系統高位布置形式;改善設備稱量精度,提高合金配料的準確率。
(3)為提高稱量精度,要控制RH用鐵合金粒度大小及均勻性,合金粒度直徑宜控制在50 mm(最好能控制在30 mm)內,粒度均勻性差時有必要進行粒度分級。
(4) 加入量較少的合金稱量時應配置窄槽體、能力較小的給料機;加入量大的常用類合金,如硅鐵、錳鐵,應分別設置小型振動給料機和常規振動給料機,并在使用中,通過二者相互配合將稱量誤差控制在最小的范圍內。
(5) 對加料系統的布置優化,可改善合金稱量精度,提高加料效率。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
房地產導刊(2022年5期)2022-06-01 06:20:14
少先隊活動(2021年4期)2021-07-23 01:46:22
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
家庭影院技術(2017年9期)2017-09-26 03:41:45
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
