HTIG焊接技術(shù)在造船工程中的應(yīng)用試驗(yàn)*
2022-05-21 08:08:20汪家政劉在良李川江
機(jī)械研究與應(yīng)用 2022年2期
汪家政,劉在良,李川江
(1.舟山長(zhǎng)宏國(guó)際船舶修造有限公司 設(shè)計(jì)部,浙江 舟山 316052;2.浙江國(guó)際海運(yùn)職業(yè)技術(shù)學(xué)院船 海洋裝備工程學(xué)院,浙江 舟山 316021)
0 引 言
在當(dāng)前我國(guó)的造船工程焊接作業(yè)中,TIG焊在普通碳鋼管路焊接的打底焊,不銹鋼類管路、不銹鋼類舾裝件的焊接等方面有著廣泛的應(yīng)用。HTIG焊是一種新型高效、低成本的焊接方法,可以理解為傳統(tǒng)氬弧焊的升級(jí)版,其中H代表High-Efficiency,是高效的意思。HTIG焊接是一種新型的鎖孔深熔焊接工藝,它是利用較大直流電(>300 A)所產(chǎn)生的高能量電弧來(lái)實(shí)現(xiàn)深熔焊接,并且在 HTIG 焊接過(guò)程中還會(huì)產(chǎn)生類似穿孔型等離子焊所產(chǎn)生的小孔,可實(shí)現(xiàn)單面焊接雙面成型[1-2]。HTIG焊通過(guò)大電流形成較大電弧壓力與熔池液態(tài)金屬的表面張力實(shí)現(xiàn)相對(duì)平衡,形成動(dòng)態(tài)小孔實(shí)現(xiàn)深熔焊接,所以HTIG焊又稱為KEY HOLE TIG[3]。HTIG焊接相對(duì)于普通TIG焊接,可以實(shí)現(xiàn)低碳鋼最大厚度8 mm,不銹鋼最大厚度12 mm對(duì)接不開坡口雙面成型。
筆者針對(duì)HTIG焊接設(shè)備在船舶建造過(guò)程中的試驗(yàn),重點(diǎn)通過(guò)對(duì)船舶管路焊接作業(yè)中技術(shù)測(cè)試,驗(yàn)證經(jīng)HTIG焊機(jī)焊接的試樣的機(jī)械性能,并委托持有ILAC-MRA及CNAS資質(zhì)的第三方實(shí)驗(yàn)室進(jìn)行NDT檢查和機(jī)械性能檢測(cè)。探索HTIG焊接技術(shù)在海洋工裝備制造領(lǐng)域應(yīng)用的有效應(yīng)對(duì)方法。
1 HTIG焊接優(yōu)勢(shì)及對(duì)接組對(duì)的技術(shù)要求
1.1 HTIG焊接優(yōu)勢(shì)
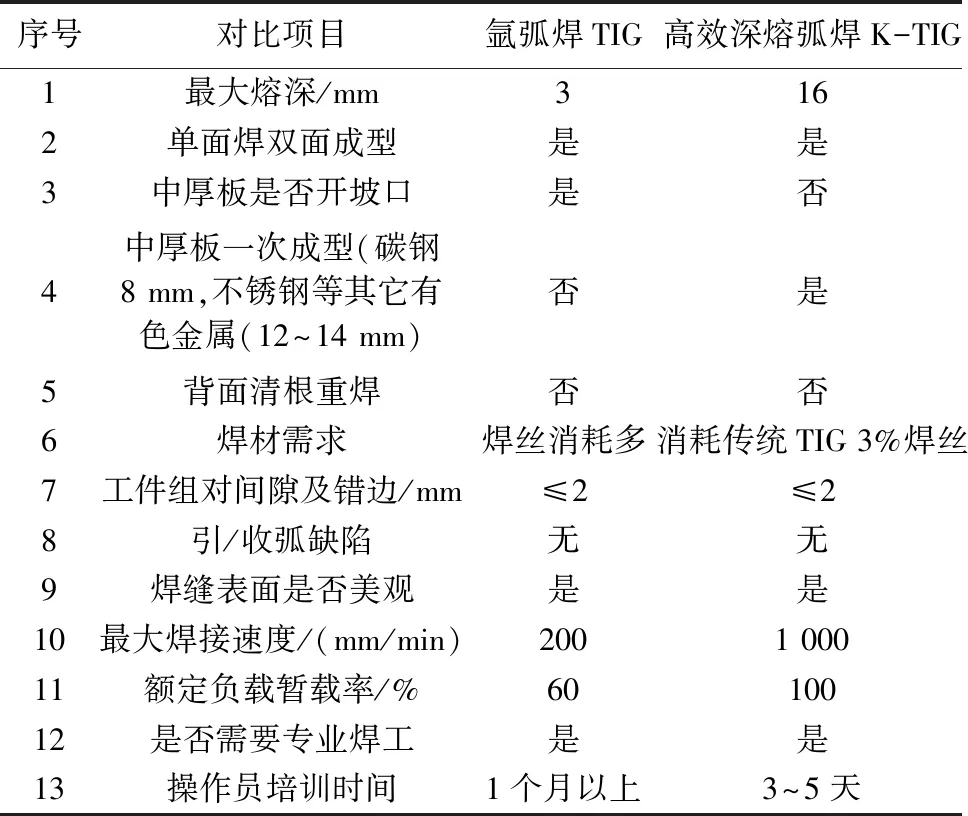
表1 傳統(tǒng)氬弧焊(TIG)和HTIG對(duì)比表
對(duì)于造船企業(yè)而言,HTIG焊接的最大優(yōu)勢(shì)可以歸納為如下三點(diǎn)。
(1)如圖1和圖2所示,相對(duì)于傳統(tǒng)TIG焊接,HTIG焊接不用開坡口即可實(shí)現(xiàn)低碳鋼最大厚度8 mm,不銹鋼最大厚度12 mm對(duì)接焊的單面焊雙面成型,這就意味著可以節(jié)省開坡口,打底焊,埋弧蓋面等至少3道工序,大大提高了工效,降低了勞動(dòng)成本。
(2)由于不用開坡口,大大減少了焊絲,焊劑的消耗量,這也大大降低了生產(chǎn)成本。特別對(duì)于不銹鋼管路的焊接,節(jié)省的不銹鋼焊絲成本非常可觀。
(3)由于沒(méi)有打底焊,熔深大,一次成型,HTIG焊接質(zhì)量更可靠,缺陷發(fā)生率更低。拍片一次合格率可以達(dá)到98%以上,遠(yuǎn)高于傳統(tǒng)焊接方法。
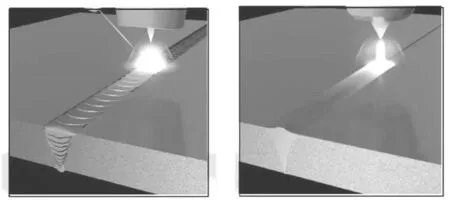
圖1 普通TIG焊接技術(shù)示意圖 圖2 HTIG焊接技術(shù)示意圖
1.2 HTIG焊接對(duì)于對(duì)接組對(duì)的技術(shù)要求
HTIG焊接對(duì)于工件在焊前的組對(duì)精度也有技術(shù)要求,具體為組對(duì)間隙0~1.5 mm,組對(duì)錯(cuò)邊0~1.5 mm。如果工件在焊前的組對(duì)精度超標(biāo),必然影響焊縫的最終成型和焊接質(zhì)量。其中焊縫錯(cuò)邊量會(huì)顯著增大靜應(yīng)力,使之接近材料的極限強(qiáng)度,并且局部應(yīng)力放大會(huì)顯著影響該區(qū)域的疲勞壽命,極大地增加了管路產(chǎn)品疲勞破壞的可能,需要在生產(chǎn)過(guò)程中嚴(yán)格關(guān)注和控制[5]。
2 HTIG焊的WPS測(cè)試
鑒于HTIG焊的諸多優(yōu)點(diǎn),舟山某船舶修造有限公司決定在其船舶修造的管路制作焊接作業(yè)中對(duì)此技術(shù)進(jìn)行測(cè)試。并且,為了驗(yàn)證經(jīng)HTIG焊機(jī)焊接的試樣的機(jī)械性能,委托持有ILAC-MRA及CNAS資質(zhì)的第三方實(shí)驗(yàn)室進(jìn)行NDT 檢查和機(jī)械性能檢測(cè)。
2.1 試焊及外觀情況
試樣定位焊由普通氬弧焊進(jìn)行定位,焊縫間隙0~2 mm,部分存在錯(cuò)邊0.5 mm左右。焊接試樣的基本信息及外觀成形結(jié)果如表2所列,焊縫內(nèi)外成型如圖3~6所示。
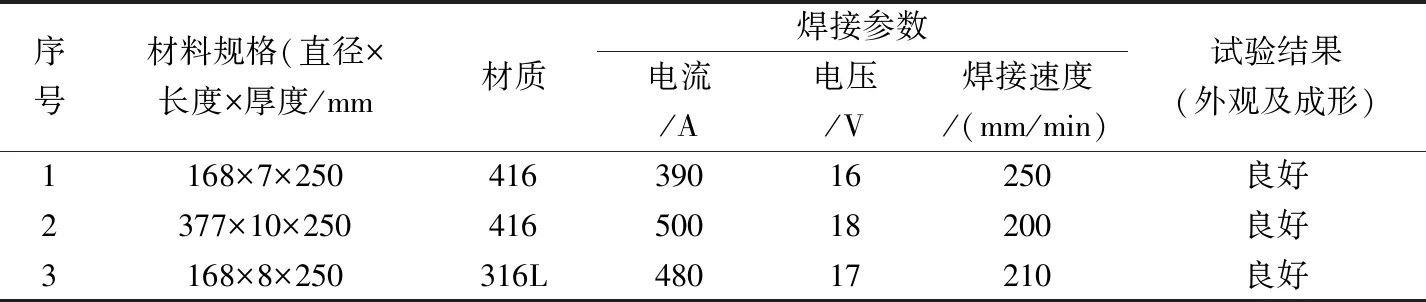
表2 焊接試樣的基本信息及外觀成形結(jié)果

圖3 低碳鋼管焊縫外部成形 圖4 低碳鋼管焊縫內(nèi)部成形
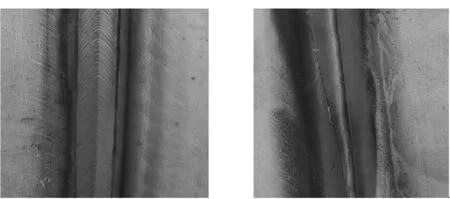
圖5 低碳鋼管焊縫外部成形 圖6 低碳鋼管焊縫內(nèi)部成形
2.2 NDT無(wú)損檢測(cè)
此次試驗(yàn)是根據(jù)DNVGL規(guī)范要求,并按照NB/T47013.2-2015 RT檢測(cè)標(biāo)準(zhǔn)進(jìn)行,發(fā)現(xiàn)管子局部存在點(diǎn)狀氣孔和夾渣,后期焊接過(guò)程中需加以防范。但總體檢測(cè)結(jié)果較好,質(zhì)量符合2級(jí)片標(biāo)準(zhǔn)(1級(jí)最好,3級(jí)最差),屬于合格范圍。具體如表3所列。
丹七軟膠囊脂溶性成分的GC-MS指紋圖譜研究…………………………………………………… 龐 穎等(6):766
2.3 機(jī)械性能檢測(cè)
機(jī)械性能各項(xiàng)參數(shù)符合規(guī)范要求,具體見表4的機(jī)械性能檢測(cè)結(jié)果。
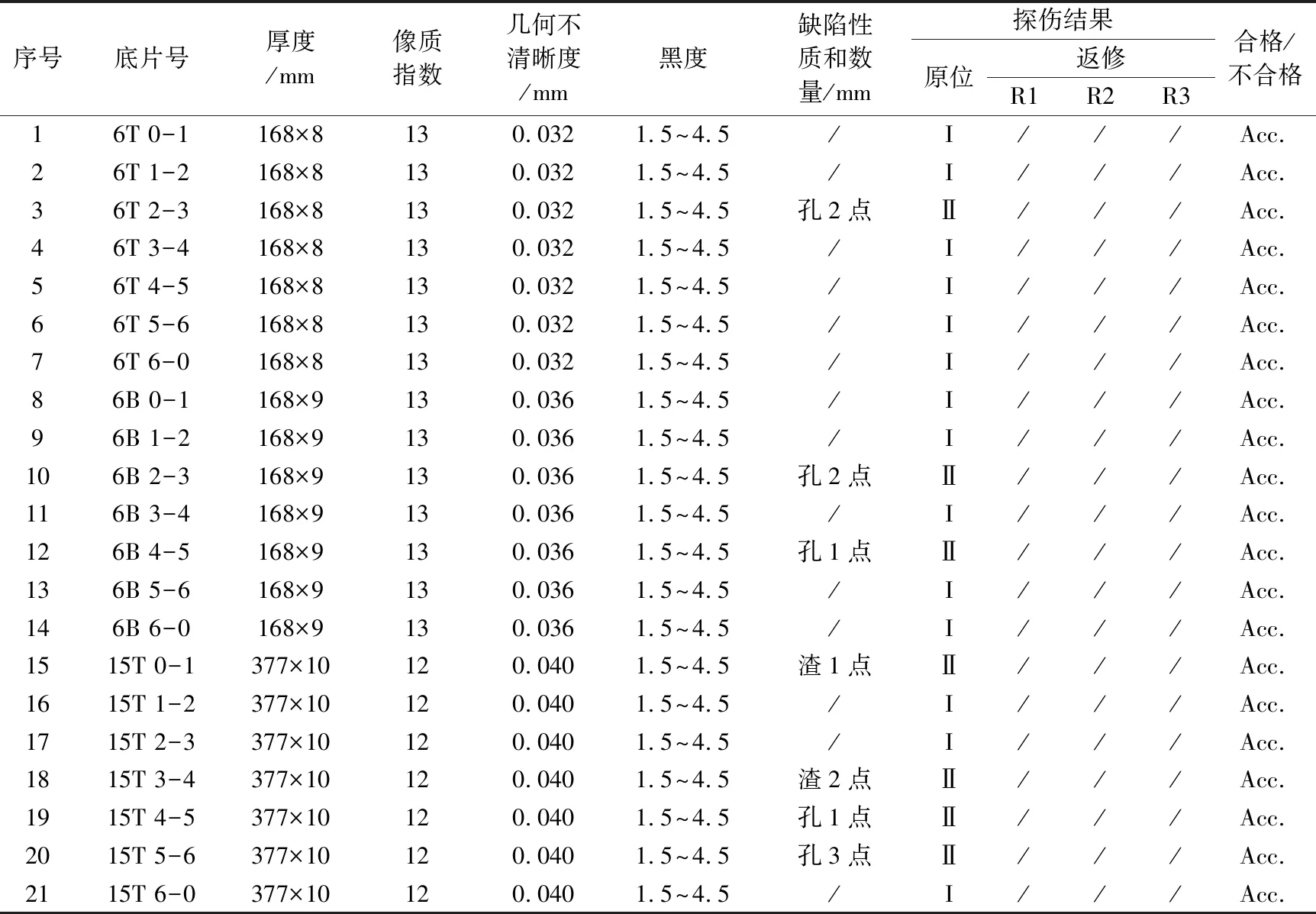
表3 NDT檢測(cè)結(jié)果
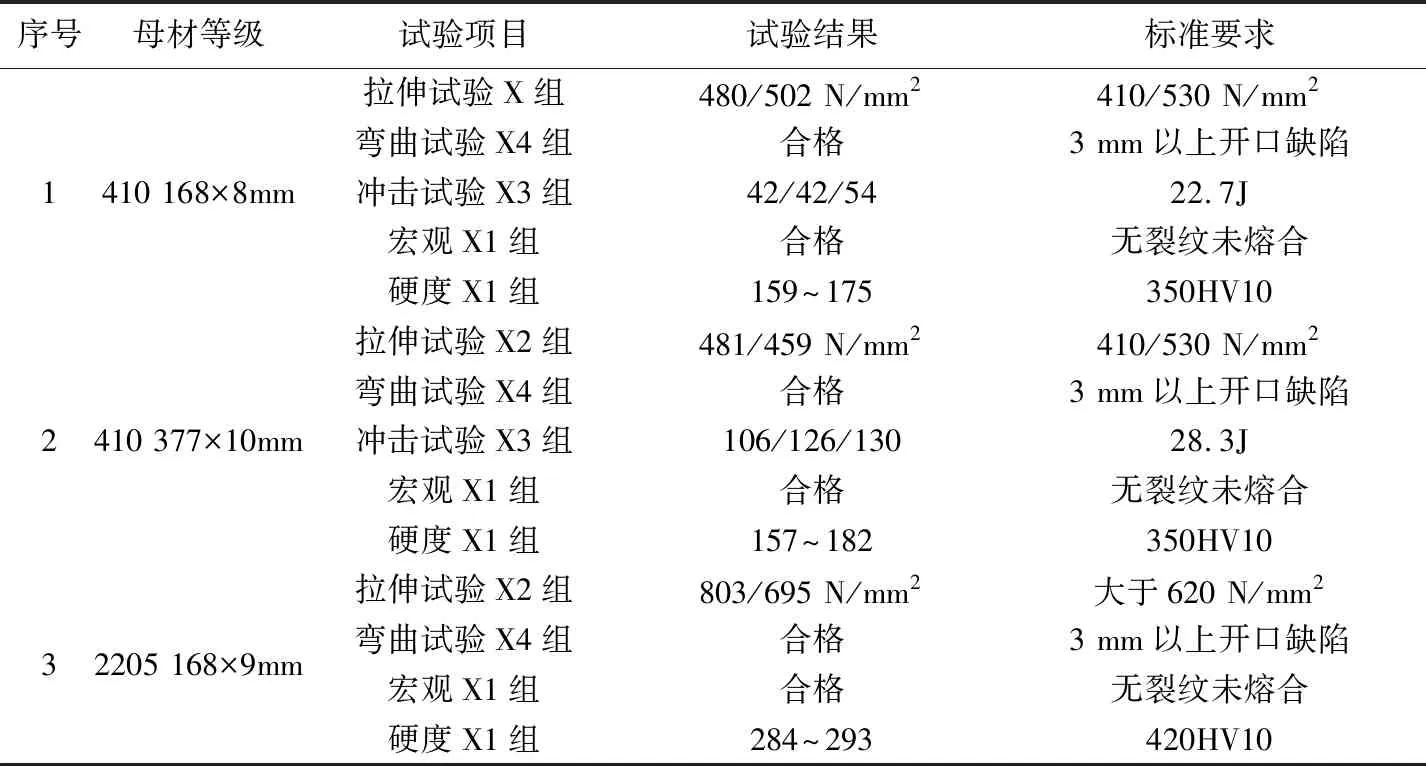
表4 機(jī)械性能檢測(cè)結(jié)果
3 問(wèn)題及解決思路
通過(guò)完整的焊接WPS試驗(yàn)后,該船舶修造有限公司開始在其修造船業(yè)務(wù)的管路制作中逐步試用此HTIG焊接設(shè)備,隨著設(shè)備調(diào)試和試運(yùn)行,通過(guò)試焊,發(fā)現(xiàn)局部存在背面成型不均勻、未熔透、燒穿、液態(tài)金屬流掛、焊縫余高不足或余高過(guò)高的現(xiàn)象,如圖7。
3.1 原因分析
(1)管件對(duì)接端口存在自然坡口的現(xiàn)象(等離子切割下料導(dǎo)致接縫端面平直度和垂直度不足);這種自然坡口的存在使得接縫間隙不均勻,局部超過(guò)2 mm。
(2)管子自身的圓度存在公差,導(dǎo)致接縫處出現(xiàn)錯(cuò)邊。Φ480以上的大口徑管路對(duì)接的最大錯(cuò)邊可達(dá)2 mm。
(3)管件在轉(zhuǎn)輪上的回轉(zhuǎn)中心不固定,回轉(zhuǎn)時(shí)出現(xiàn)管件輕微跳動(dòng)。
(4)焊接參數(shù)設(shè)置不合理,焊接過(guò)程中臨時(shí)調(diào)節(jié)焊接參數(shù)(電流、電壓、焊接速度)導(dǎo)致背面成型不均勻。
(5)操作人員的技能和熟練程度也會(huì)導(dǎo)致背面成型問(wèn)題。
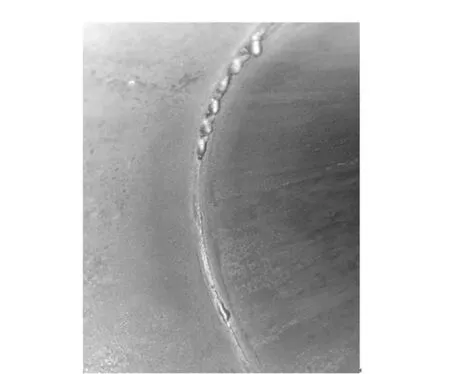
圖7 焊縫內(nèi)部成形出現(xiàn)燒穿,金屬流掛缺陷
3.2 解決思路
(1)管材下料采用鋸床切割下料,提高管材下料精度,保證管口切割平直度和垂直度,確保焊接裝配間隙均勻。
(2)明確管件拼裝作業(yè)技術(shù)要求,嚴(yán)格控制管件拼裝作業(yè)流程。
(3)后續(xù)焊接嚴(yán)格按照工藝要求進(jìn)行,避免參數(shù)設(shè)置不合理導(dǎo)致焊縫成形問(wèn)題的產(chǎn)生。
(4)為了更便于在施焊時(shí)找到管件的固定回轉(zhuǎn)中心,考慮定購(gòu)無(wú)坡口的非標(biāo)特種彎頭。
(5)在設(shè)備試用階段,要求設(shè)備廠家協(xié)助培訓(xùn)相應(yīng)數(shù)量的焊接操作人員。
(6)如果設(shè)備自身能實(shí)現(xiàn)對(duì)鎢極與工件距離的自適應(yīng)性調(diào)整,將對(duì)進(jìn)一步改善焊縫成形有很大效果。
按照以上解決問(wèn)題的思路,該船舶修造公司隨即對(duì)管路零件組對(duì)前的準(zhǔn)備工作進(jìn)行整改,確保下料精度,保證組對(duì)的間隙和錯(cuò)邊量在設(shè)備可接受的范圍之內(nèi)。同時(shí)加強(qiáng)了對(duì)管路制作和焊接作業(yè)人員的培訓(xùn)。通過(guò)以上整改措施的實(shí)施,后續(xù)的HTIG焊接焊縫成形更加穩(wěn)定和美觀。
3.3 焊接參數(shù)設(shè)置
對(duì)于不同管徑、不同壁厚的管件在焊接電流、回轉(zhuǎn)速度等參數(shù)設(shè)置上尚未形成匹配明確的默認(rèn)值選項(xiàng),這對(duì)于工人施焊操作增加了難度。要求此HTIG焊接設(shè)備的供應(yīng)商開發(fā)針對(duì)不同管徑和壁厚的焊接參數(shù)選型,在不同的默認(rèn)焊接參數(shù)范圍內(nèi),設(shè)備能實(shí)現(xiàn)自適應(yīng)性的微調(diào),以達(dá)到更佳的焊接效果。
4 結(jié) 語(yǔ)
HTIG焊接質(zhì)量可靠,經(jīng)濟(jì)性可觀,是一項(xiàng)新型的先進(jìn)焊接方法,在船舶管路焊接方面有較好的應(yīng)用空間。但是在焊接工件的組對(duì)精度上要求較高,需要針對(duì)性進(jìn)行控制。同時(shí)HTIG焊接設(shè)備目前自動(dòng)化程度和自適應(yīng)能力還需要進(jìn)一步提升,以適應(yīng)大批量施焊作業(yè)過(guò)程中的簡(jiǎn)便操作需求。通過(guò)對(duì)船舶管路焊接作業(yè)中HTIG焊機(jī)焊接試樣的機(jī)械性能,并委托第三方實(shí)驗(yàn)室進(jìn)行NDT檢查和機(jī)械性能檢測(cè),通過(guò)試用過(guò)程中暴露的問(wèn)題給出有效的解決問(wèn)題建議,對(duì)于探索HTIG焊接技術(shù)在海洋工裝備制造領(lǐng)域應(yīng)用具有一定的參考意義。
猜你喜歡
艦船科學(xué)技術(shù)(2022年14期)2022-09-22 03:07:40
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
船舶(2021年4期)2021-09-07 17:32:22
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學(xué))(2019年10期)2020-01-18 09:16:22
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12