TOFD與相控陣技術在高壓加熱器筒體焊縫檢測中的應用分析
2022-05-25 06:53:16蘇宣機吳林軍汪建光
化工機械 2022年2期
蘇宣機 吳林軍 汪建光
(福建省鍋爐壓力容器檢驗研究院)
熱電廠高壓加熱器利用汽輪機高壓抽汽加熱鍋爐給水,提高鍋爐給水溫度,降低能耗,提高機組熱效率,是火力發電廠鍋爐給水循環系統中的重要設備[1]。由于筒體壁厚大,焊后容易產生裂紋或未熔合缺陷,而制造單位常用的射線檢測技術對這類面積型缺陷敏感性低,容易漏檢,設備投入運行后,漏檢缺陷在復雜的外界載荷和加熱器內高溫高壓的流體沖擊等多種因素的作用下,還可能出現擴展現象,給設備運行埋下巨大的安全隱患。
某熱電廠高壓加熱器2006 年投入運行,在定期檢驗時超聲檢測發現筒體焊縫存在大量的超標缺陷,但超聲檢測是利用探頭接收到缺陷反射回來的聲波能量大小即回波幅度的高低來評價缺陷的大小,不能準確對缺陷進行定性和尺寸精確測定,難以為缺陷的進一步安全評定與處理提供有效數據。 筆者闡述采用TOFD 和相控陣技術對設備筒體焊縫進行檢測,并比較分析不同檢測技術的優缺點。
1 設備概況
筆者所檢測的高壓加熱器筒體材料為SA516Gr70, 壁厚70 mm, 焊接方法為埋弧自動焊+焊條電弧焊, 先焊外側焊縫清根后再焊內側焊縫,焊后進行620~640 ℃消應力熱處理。 制造過程筒體焊縫采用100%射線檢測+20%超聲檢測,射線檢測選用Co60 進行透照。 無損檢測曾發現13 處超標缺陷并進行返修處理, 超標缺陷均為夾渣,最大條渣長490 mm,同時焊縫中存在大量氣孔,未記錄裂紋、未熔合等面積型缺陷。
2 現場檢測及結果分析
2.1 TOFD 檢測
筒體對接焊縫采用TOFD 進行100%檢測附加100%超聲檢測。TOFD 檢測采用以色列Sonotron 公司Isonic-2006 檢測儀,選用頻率5 MHz、直徑6 mm、角度60°的縱波探頭,以直通波波幅達滿屏高度的80%作為掃查靈敏度。 檢測結果發現3 幅TOFD 圖譜中存在6 處超標缺陷(圖1)。
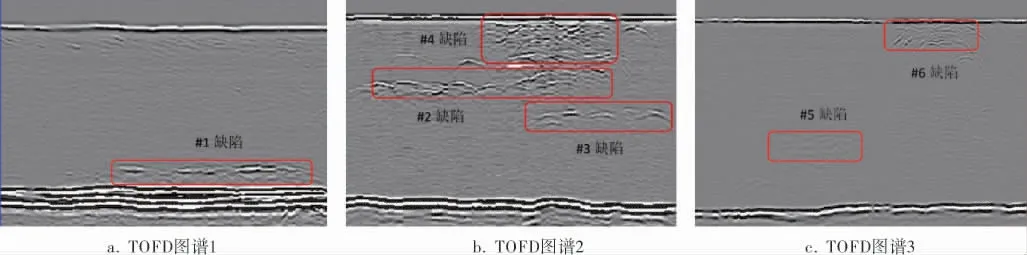
圖1 TOFD 圖譜
TOFD 圖譜1 中的#1 缺陷靠近焊縫下側坡口根部位置,缺陷為線狀顯示,自身高度2.8 mm,有未熔合特征(圖1a),超聲檢測在正常掃查速度下缺陷波與底面波信號相連,探頭前后移動缺陷波和底面波形呈連續變化狀態,無法識別,只有探頭放在特定位置才會顯示可區分的缺陷波和底面反射波兩個波形, 兩者深度差只有5 mm。TOFD 圖譜2 中的缺陷,由斷續圓弧組成,圓弧兩端較短,有裂紋形貌(圖1b),圖中#2 和#3 缺陷在深度方向界限明顯,#2 和#4 缺陷基本相連,界限不清,超聲檢測探頭聲束方向垂直于焊縫做鋸齒形掃查檢測,僅發現#2、#3 缺陷,長度、深度方向較難分開, 記錄為一個深度范圍較大的缺陷,未能發現#4 缺陷; 探頭聲束方向平行于焊縫掃查, 顯示#4 缺陷位置存在多條位置不同的橫向缺陷,而且波幅很高。TOFD 圖譜3 中有2 處缺陷(圖1c), 圖中#5 缺陷顯示非常不明顯, 容易漏判,本次檢測在首次評圖時就將該處圖像顯示判斷為由材料聲阻抗不同引起的, 未進行評定,而在相控陣檢測發現該處存在缺陷顯示后才重新對其進行評定。圖中#6 缺陷形貌與TOFD 圖譜2中的#4 缺陷類似,經超聲檢測顯示#6 缺陷為橫向缺陷。
2.2 相控陣檢測
考慮到所查出缺陷較為嚴重,帶有裂紋或未熔合特征,為慎重起見,對超標缺陷部位采用相控陣檢測進一步確認。 相控陣檢測采用以色列Sonotron 公司Isonic-2009 便攜式相控陣超聲檢測儀,選用頻率2.5 MHz、晶片數量32 個的相控陣探頭, 以CSK-ⅡA 試塊作為靈敏度校準試塊,TCG 方式進行靈敏度設置,掃查靈敏度參照超聲檢測規定將基準靈敏度提高14 dB,并根據掃查面的表面粗糙度再提高3 dB 進行補償,降低6 dB 進行缺陷評定[2,3]。 相控陣圖譜如圖2 所示。

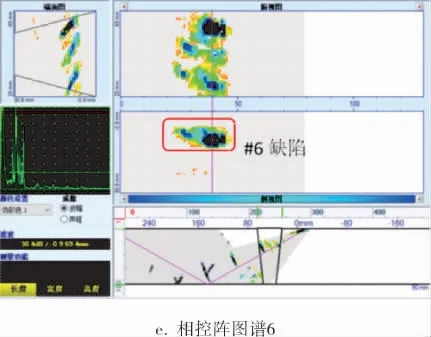
圖2 相控陣圖譜
圖2a 所示為TOFD 圖譜1 處的相控陣圖譜,在扇形掃描圖和A 掃信號中可清晰看見焊縫根部的缺陷顯示, 但只能在焊縫單側掃查到缺陷顯示, 有坡口未熔合特征,#1 缺陷經消除確認為坡口根部未熔合, 是制造遺留缺陷。 圖2b 所示為TOFD 圖譜2 處的相控陣圖譜, 相控陣超聲檢測時探頭聲束方向垂直焊縫做縱向垂直掃查, 只能檢測到#2 和#3 缺陷, 且深度方向未能識別,#4缺陷未能檢出;將相控陣探頭放在焊縫上,聲束方向平行于焊縫做縱向平行掃查,檢測結果如圖2c所示(#4 缺陷3D 圖如圖3a 所示),很明顯看出此處存在多條深度不同、水平間隔6~10 mm 的橫向缺陷, 上述缺陷經消除確認#2 和#3 缺陷為縱向裂紋,#4 缺陷為橫向裂紋。 圖2d 所示為TOFD 圖譜3 處的相控陣圖譜, 相控陣超聲檢測探頭聲束方向垂直焊縫做縱向垂直掃查, 檢測結果僅顯示#5 缺陷,上部區域的#6 缺陷也未檢出;探頭放在焊縫上聲束方向平行于焊縫做縱向平行掃查,檢測結果如圖2e 所示 (#6 缺陷3D 圖如圖3b 所示),圖像顯示存在多條橫向缺陷。 經消除確認#5缺陷為縱向裂紋,#6 缺陷為橫向裂紋。
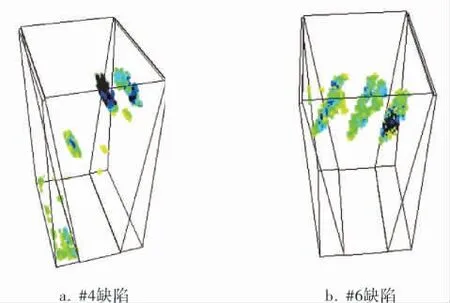
圖3 缺陷3D 圖
本次檢測查出的缺陷經消缺返修均得到確認,缺陷所在位置和尺寸與TOFD、相控陣檢測結果基本對應。TOFD 圖譜1 中的焊縫根部未熔合缺陷為制造遺留缺陷。TOFD 圖譜2、3 中的裂紋缺陷所在的位置, 經查詢出廠資料得知這些部位在制造時均進行過返修處理, 其他未返修部位沒有發現裂紋, 因此判斷這些裂紋是在制造過程返修時產生而射線檢測未能檢出而遺留下來的。 產生裂紋的主要原因是由于返修時焊接區域較小, 如果焊前預熱不到位, 焊后快速冷卻收縮會產生極大的拉應力, 焊縫在無法承受拉應力作用的情況下下很容易產生開裂, 而制造單位采用的射線檢測對裂紋敏感性低不易檢出, 資料未見有進行超聲檢測,因此返修后若產生裂紋缺陷很容易漏檢。
檢測結果數據匯總見表1。
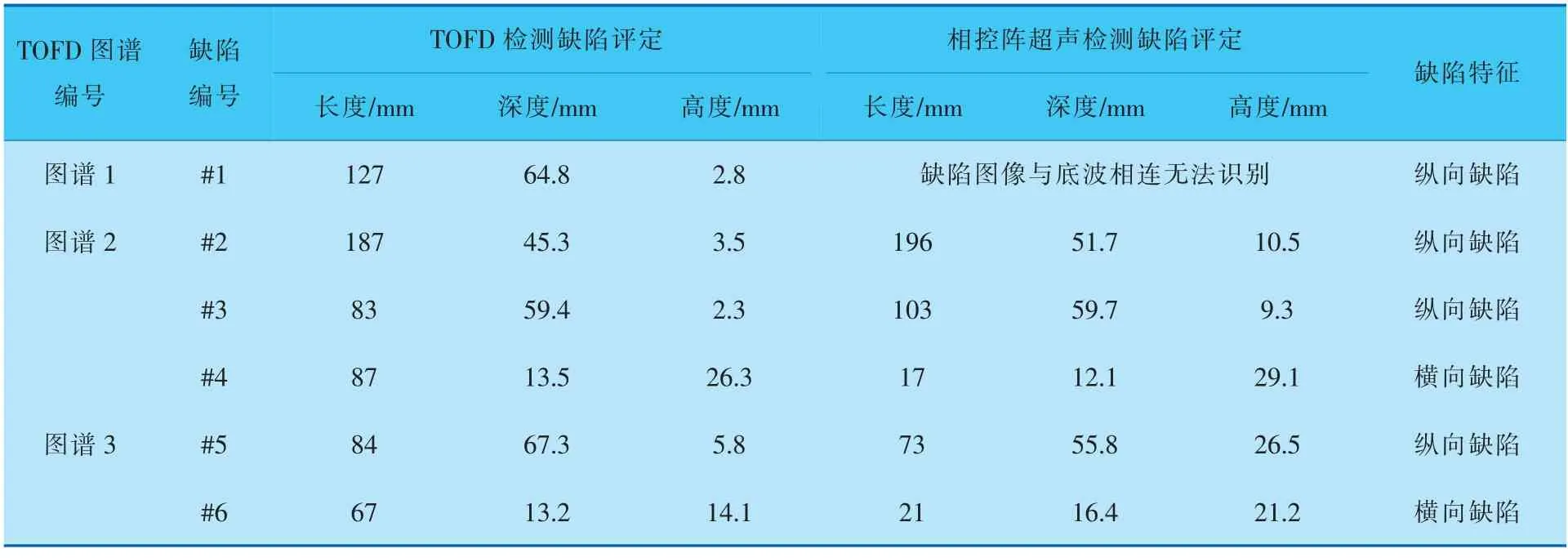
表1 檢測數據匯總表
3 檢測技術對比分析
3.1 射線檢測
射線檢測是利用被測物體各部分的厚度或密度因缺陷的存在而有所不同,導致當X 射線在穿透被檢物時射線被吸收的程度也會不同的原理進行檢測的,射線投射在X 射線膠片上經顯影后可得到顯示物體厚度變化和內部缺陷情況的X 射線底片。 射線檢測對于體積型缺陷具有很好的檢出效果,對薄試件除非裂紋或未熔合的高度和張口寬度小,否則只要透照角度適當,底片靈敏度符合要求,裂紋檢出率也是足夠高的。 但射線檢測不適宜檢驗較厚工件,對厚壁筒體焊縫易產生的裂紋和未熔合缺陷敏感性低, 容易漏檢。筆者所檢測的高壓加熱器筒體壁厚較大,進行射線檢測時幾何不清晰度和固有不清晰度明顯增大;同時為了保證射線能夠穿透筒體焊縫,選用能量高的Co60 進行透照, 散射比和顆粒度也隨之增大,導致底片上裂紋影像對比度下降,邊界模糊,無法識別。 另外裂紋一般都有方向性,如果X 射線穿透焊縫并沒有因裂紋的存在而使投射到X 射線膠片上的強度有所變化,就不能在膠片上留下相應影像,導致缺陷無法檢出。 從該設備制造過程的射線檢測數據就可看出這一點,該方法對體積型缺陷有很高的靈敏度,可檢出大量的夾渣和氣孔,但對裂紋或未熔合等面積型缺陷靈敏度低。
3.2 TOFD 檢測
TOFD 技術是利用在固體中傳播速度最快的縱波在缺陷端部產生的衍射信號進行檢測的,由于采用一發一收雙探頭,檢測不受缺陷形狀和方位的影響,可以檢出與檢測表面不相垂直的面狀缺陷,檢測結果重復性好,缺陷圖譜顯示直觀,可以精確測定缺陷的自身高度,檢測數據能全程記錄并可實現數據回放與永久保存[4,5]。本次高壓加熱器筒體對接焊縫進行100%TOFD 檢測,除可見氣孔和點狀缺陷外,還發現多處裂紋和未熔合缺陷,這些缺陷經過分析判斷應為制造時遺留下來的,但由于制造時采用射線檢測,造成漏檢。 這說明TOFD 檢測對面積型缺陷檢出率明顯高于射線檢測,并且具有定量精度高及缺陷定位和尺寸測定準確等優點,而且對于焊縫底部深度方向的缺陷有很高的分辨力, 如靠近根部的#1 缺陷也能很好地跟底波區分開來。
TOFD 檢測雖然具有很多優點, 但也有不足之處,比如有的缺陷尖端衍射信號較弱聲波波幅低, 而且會與材料晶界的散射信號交織在一起,導致衍射信號識別困難。 本次檢測發現的#5 缺陷就屬于這類缺陷,很容易漏判。 本次檢測采用超聲檢測和相控陣技術進行補充檢測,才彌補了TOFD 檢測的不足。
3.3 相控陣檢測
相控陣超聲檢測和常規超聲檢測原理同屬于脈沖反射法范疇,都是按照探頭接收缺陷反射波的能量大小即回波幅度的高低來評價缺陷的大小,檢測受缺陷形貌和方位的影響較大。 相控陣技術相比于常規超聲的優點是通過電子系統控制探頭陣列中的各個晶片按照一定的延時法則發射和接收超聲波,實現聲束的掃描、偏轉等功能,能夠在探頭不前后移動的情況下實現對檢測區域的掃查, 從而提高檢測效率和缺陷檢出率。 相控陣檢測通過編碼器實時采集記錄數據,圖像顯示直觀,可以減少人員操作不當造成的缺陷漏檢。 但是相控陣檢測一樣存在諸多局限性,比如難以對缺陷進行精確定性、定量,缺陷的位置、 取向和形狀及聲波衰減影響缺陷檢出等問題。 本次檢測中的#2 和#3 缺陷在深度、長度方向上未能分開是由于聲波的聲束是擴散的,隨著聲程的增大深度和長度方向的分辨力都會下降,對于兩缺陷間距小于儀器分辨力的就難以分開,而且聲程距離越大這種現象越明顯[6]。另外,相控陣檢測對缺陷的方位比較敏感,#4、#6 缺陷為橫向裂紋,屬于面積型缺陷,當聲束方向與裂紋平面平行時,探頭就很難接收到缺陷處反射回來的聲波, 如果沒有進行斜向掃查或參照TOFD 檢測,缺陷就會漏檢。
4 結束語
承壓設備焊縫缺陷對結構完整性有著重要影響,為保證設備服役時的安全性,通常采用無損檢測手段進行檢查,但不同的檢測技術對各類缺陷的敏感性差異較大,選擇不當可能造成大量的危害性缺陷漏檢。 筆者檢測的高壓加熱器由于筒體壁厚較大,采用傳統的射線檢測對面積型缺陷敏感性低,附加的超聲檢測受技術特點和人員因素影響較大,特別是橫向缺陷很容易漏檢。 采用TOFD 和相控陣技術相結合則可以優缺點互補,對各類缺陷均有較高的敏感性,而且能夠實時采集存儲數據,受人員因素影響減少,圖譜顯示直觀, 可以大幅度提高面積型缺陷的檢出率,對于重要的高參數厚壁設備可以最大限度避免缺陷漏檢,減少安全隱患。 同時由于TOFD 檢測可以精確測定缺陷尖端距離表面的埋藏深度及其自身高度,檢測結果重復性好,對在役設備檢測中的缺陷評定和檢測特別有價值。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
設備管理與維修(2015年11期)2015-03-16 05:57:40
