機械設備焊接后補口的防腐保護措施探究
2022-05-31 14:54:10王國路王小力
中國金屬通報 2022年3期
王國路,王小力
隨著焊接工藝技術的發展,研究高性能的焊接接口防護方法,通過先進的連接技術和熔鍍技術,實現機械設備焊接后補口的防腐保護優化,改變焊接工藝參數的同時,提高機械部件的防腐性。當前對機械設備焊接后補口的防腐保護方法主要有化學方法、電極控制方法、電鍍方法以及高壓干法等,通過電弧控制,構建機械設備焊接后補口的防腐保護控制的環境結構模型,通過改變焊接工藝參數,結合電流脈沖控制方法,進行機械設備焊接后補口的防腐保護,提高焊接工藝穩定性。首先在不同焊接工藝參數下,建立機械設備焊接后補口的防腐的電化學試驗和微觀組織分析模型,通過焊接電弧的輸出功率分析和焊層開路電位分析的方法,然后進行機械設備焊接后補口的脈沖模擬,通過脈沖電流熔鍍的方法,進行堆焊層腐蝕性能分析,并進行數據分析,得出有效性結論。
1 機械設備焊接后補口腐蝕狀態分析
機械設備焊接后補口的防腐保護是建立在對焊縫表面成形特征分析基礎上,結合對磁場強度特征分析,在整個金屬表面采用物理溶解等方法,進行區域腐蝕情況分析,在碳遷移對焊接接頭特征分析中,采用焊接接頭腐蝕性能微觀參數模擬的方法,分析焊縫的微觀細粒度特征,結合焊縫區和熱影響區的化學作用特性,采用碳、碳- 錳的低合金鋼等實現氧化反應控制,提高機械設備焊接后補口的耐腐蝕能力。當期,對機械設備焊接后補口腐蝕研究的方法主要有重量法、動態極化曲線法、電化學阻抗譜等。最早將交流阻抗技法應用在雙電層和擴散性電極材料的防腐研究中,通過阻抗數據分析,建立動態極化曲線分析模型,實現對機械設備焊接后補口的焊接電壓、脈沖峰值電流等參數解析,實現機械設備焊接后補口的防腐控制,工作電極試件如圖1所示。
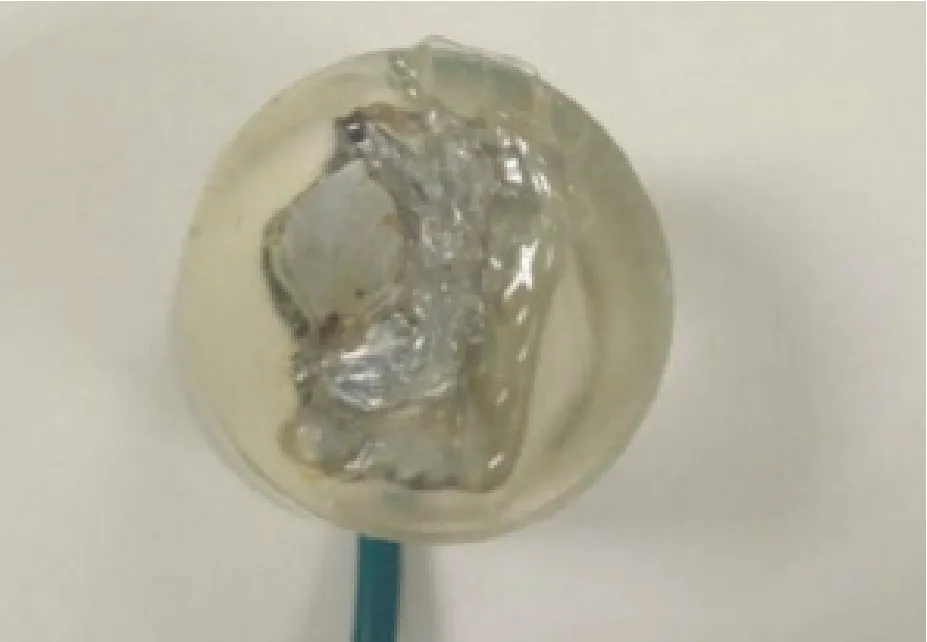
圖1 工作電極試件
2 機械設備焊接后補口防腐參數解算及防腐優化
2.1 機械設備焊接補口預處理與預涂處理
目前,國內的補口機研制已形成系列,可適用于各種管徑的長直管線內補口。補口機主要由行走控制車、噴涂車、除銹車、攝像檢測車、內涂層質量檢測儀以及同位素放射源組成,各車之間由萬向節連接。先焊后補是在管道對口焊接安裝完成后對焊縫部位實施防腐層內補口。補口時,將高壓無氣噴涂機送到管道內壁焊縫處進行噴涂作業,因此又稱為內補口機法,這種補口類型也是當前管道內防腐采用的主流形式。考慮到不同類型的機械設備自身原材料存在差異性,造成設備自身在使用中存在穩定性差、結構性能較劣的問題,為了避免在進行機械設備焊接補口處理時,結構出現性能與參數異常,應在相關研究前,進行設備焊接補口位置的預處理與預涂處理。下文將對提出的內容展開進一步的分析。
進行機械設備焊接補口預處理主要是確保焊接時設備結構表層的清潔度,并對原有結構上的銹蝕與異物進行清除,通過此種方式,使機械設備焊接補口達到一種耐腐蝕的效果,也確保在后續的預涂工作時金屬涂膜具有較強的附著力。目前,制造行業在此方面的主要使用措施有四種。其一為拋丸處理,此種預處理方式在實際應用中,可以將機械表層已經發生氧化的表皮層與鐵銹殘渣進行清潔處理,處理方法的作業效率較高,但在實際作業時,此種行為極易受到場地與作業環境的限制,出現拋丸異常。并且,提出的預處理方法存在使用中的局限性,無法滿足澆薄材質鋼板的處理需求。其二為干式噴砂處理方法,相比第一種預處理方法,此種方法的處理效率更高,在實際作業中,即便使用形狀結構較為復雜的機械設備,絮也可以實現對整體結構表層的除銹與清潔處理,但此方法也存在一定的缺點,例如,方法在使用中的耗能較高,使用中會排放污染物質,一旦處理不及時或處理方法不當,便會造成嚴重的環境污染。其三為濕式噴砂處理方法,相比干式噴砂處理方法,此方法可以在處理中將水源作為輔助處理材料,可以解決上述提出方法存在的污染方面問題,但水體與機械設備金屬表層發生解除后,會加劇表層的后續銹蝕。其四為噴鐵砂處理法,此種預處理方法的表層處理能力較強、處理效率相對較高,即便是整體結構較為復雜的機械設備也可以使用此種方法進行表面處理,并且使用中此方法不會造成環境的污染,但仍無法避免方法在使用中存在的耗能高問題。綜合上述對四種預處理方法的分析,可在實際處理工作,根據不同類型的機械設備,選擇不同的處理方法,確保在預處理滿足需求的同時,將處理耗能降至最低。
完成對機械設備焊接補口的預處理后,進行補口位置的預涂處理研究,可以將此步驟作為設備保護、裝置涂裝的前提條件,在處理時,可通過預涂的方式,將結構中一些邊角位置或難以直接處理的接口位置,進行均勻涂漆,確保焊接補口預處理的完善性。綜合上述對預涂處理的研究,可將預涂處理作為預處理的補償步驟。大部分機械設備在完成焊接后,其補口位置的焊接點會先發生腐蝕,而此類位置也是設備上最難發現的位置,這些位置的銹蝕點會隨著時間的流逝出現擴大化現象,從而加劇對設備的腐蝕,最終對機械設備在使用中的整體性能造成干擾。因此,在預涂處理時,應當注意此部分結構的處理,避免出現“因小失大”的問題。在預涂處理時,可將圓頭刷頭作為涂漆的工具,使用細頭部位蘸取少量的涂料,按照“少量多次”的涂漆原則,進行死角位置的均勻涂抹,以此種方式,確保預涂處理可以達到既定的效果。
2.2 不同壓力狀態下的焊接電壓電位值分析
在電極反應過程中,通過機械設備焊接后補口防腐控制,得到反應出金屬腐蝕試件行為的微觀參數分析模型,得到機械設備焊接后補口防腐控制的電極反應過程分析表見表1。正負電極間具有一定的電壓,而且兩電極間的氣體介質應處在電離狀態。對機械設備進行焊接時,通常是將兩電極(一極為工件,另一極為填充金屬絲或焊條)接通電源,短暫接觸并迅速分離,電源保持兩極之間一定的電位差,即可維持焊接工作持續進行。

表1 焊接電壓和強度的關系分析表
根據上表1 可知,所采用的GB/T 8110 焊絲進行機械設備,在焊接后補口的防腐補焊設計中,可提高焊接材料的防腐蝕性,在WXC2.4DL1 型載人高壓焊接系統中進行機械設備焊接后補口的防腐保護設計。
根據上述對機械設備焊接后補口的防腐接口的點位分析,應用Nikon-ECLIPSE-MA200 焊接平臺,進行機械設備焊接后補口金屬內部結構參數分析,建立機械設備焊接后補口的電極參數分析模型,采用Nikon-ECLIPSE-MA200 金相顯微鏡,進行對機械設備焊接后補口的微觀組織形貌分析。
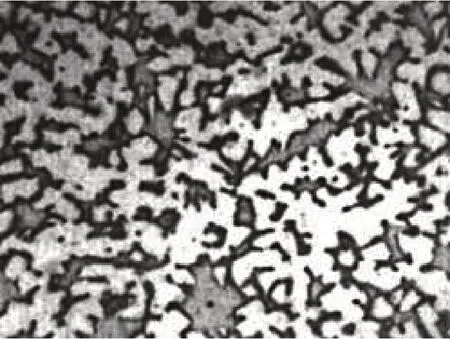
圖2 機械設備未焊接前接口金相微觀組織圖
機械設備焊接接口組織形態變化可以通過分析焊接過程在金相微觀組織變化上的反映得到。在合適焊接條件下,加熱時間短,合金鋼中的鐵素體以初晶形態析出,形成了如圖3 所示的微觀形態。機械設備焊接完成在進行冷卻過程中,焊接補口組織變化情況與冷卻速度有關,在高溫段焊接補口在顯微鏡觀察下出現了條狀形貌。

圖3 機械設備焊接后補口金相微觀組織圖
2.3 基于底漆處理的防腐優化措施
在完成上述分析后,本章提出基于機械設備底漆處理的防腐優化措施,在此過程中,優選具有防腐性能的處理材料,按照預處理與預涂處理的方式,對機械設備焊接后補口進行均勻涂抹。然而,涂裝質量無保證是該技術普遍存在的問題,主要體現在:涂層厚度不均勻、不穩定;長距離涂裝作業時,因管道中部的干燥固化狀態不易判斷而使涂層不易控制,多次涂裝時容易將管道中間部位前一次未干燥固化的涂膜破壞;涂敷器在管道內受管道變形度和焊縫的影響,行走速度不穩,使整個管道的涂膜均勻性受到影響。在涂抹前應做好對原始底漆的清潔處理,確保處理完成后,使用有機樹脂、防銹蝕的彩色燃料、輔助化學試劑等,進行底漆的防護。相比常規的處理材料,采用此種混合材料進行表層的清潔處理,不僅可以提升機械設備表層材料的性能,實現對熱處理焊接過程中損傷點的還原,同時也由于此類底漆處理材料中含有金屬鋅物質,使得材料的防腐性能呈現一種較優的使用效果。
完成上述處理后,進行機械設備焊接后補口的面漆處理,此處理步驟是機械防腐保護措施的最后一個步驟,也是直接影響到設備整體結構使用性能的關鍵環節。因此,需要按照標準化的處理流程進行面漆的處理,處理前的準備工作包括:補口位置表層清潔、使用砂紙打磨表層,使其保持較高的粗糙度,以此提高面漆材料的附著度。在此基礎上,選擇脂肪族丙烯酸聚氨酯材料作為面漆的主要構成材料,此種材料主要由助溶試劑構成,在使用中具有較強的耐水性與隔絕性,并且材料中含有大量的F-C穩定鍵位,可以避免的涂鍍后出現自動脫落的問題。綜合上述分析,實現基于底漆處理的防腐優化分析,實現對機械設備焊接后補口位置的防腐保護。
3 焊接后不補技術
焊后不補技術又稱無內補口技術,即焊后無需再進行內防腐補口。其大體思路如下:在施焊前對管端內壁進行處理,如電刷鍍、化學鍍、堆焊、噴焊、噴涂耐蝕合金或其他材料,然后選擇合理的焊接材料、焊接工藝等,在管道焊縫及其附近形成耐蝕防護體系。無內補口技術原理見圖4。

圖4 無內補口
4 實驗測試
建立機械設備焊接后補口的防腐的電化學試驗和微觀組織分析模型,通過焊接電弧的輸出功率分析和焊層開路電位分析的方法,采用德國IM6 電化學腐蝕工作臺,進行機械設備焊接后補口的電機掃描,實驗平臺如圖5 所示。
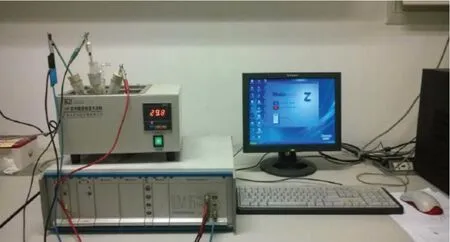
圖5 實驗平臺
根據圖4 的實驗平臺掃描的幅值從-300mV 到+300mV,得到機械設備焊接后補口正弦波的幅值是10mV,通過高壓脈沖GMAW 與電化學工作站連接,構建機械設備焊接后補口的極化曲線分析模型以及電化學阻抗譜分析模型,得到機械設備焊接后補口的極化參數。
低環境壓力下,焊接位置微組織成分主要為鐵素體與滲碳體,組織均勻且致密性良好,隨著環境壓力的升高,組織中鐵素體轉為針狀鐵素體,當環境壓力升高時,焊接補口的組織均勻性與致密性降低,因此更容易發生腐蝕。
根據上述分析,通過Nyquist 和Bode 分析機械設備焊接后補口的防腐能力,結合阻抗數值分析和環境壓力特征分析的方法,實現機械設備焊接后補口的防腐優化設計,測試結果表明,機械設備焊接補口的腐蝕傾向隨焊接電壓增大而減小趨勢,焊接電壓越高焊接后補口的防腐能力越強。
5 結語
本文提出基于焊接工藝參數優選控制和脈沖電流層防腐控制的防腐方法。在不同焊接工藝參數下,通過機械設備焊接后補口防腐控制,得到反應出金屬腐蝕試件行為的微觀參數分析模型,建立機械設備焊接后補口的電極參數分析模型,進行機械設備焊接后補口的脈沖模擬,通過脈沖電流熔鍍的方法,進行堆焊層腐蝕性能分析,并進行數據分析。測試得知,本文方法進行機械設備焊接后補口防腐設計的效果較好,防腐性能較高。但此次研究僅從一個單一的方面進行了防腐設計方法的測試,未能從多個方面對設計方法的可行性與有效性進行證明,因此,需要在后續的研究中,加大對設計方法的實驗研究投入,通過多次實驗與多組數據進行方法的進一步推斷。同時,可在后期對防腐保護措施中增設機械設備保養環節,定期進行設備焊接位置的表層清潔,保持設備的干燥性,并及時發現設備在投入使用后的腐蝕現象,做好后期維修與養護,實現對腐蝕區域擴散的控制,將設備損失降至最低,實現對設備有效使用年限的提升。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
兒童故事畫報(2019年5期)2019-05-26 14:26:14
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
