核電工程現場的職業衛生防治
2022-06-01 10:41:16馬新朝
電焊機 2022年5期
關鍵詞:作業
馬新朝
中國核電工程有限公司,北京 100840
0 前言
核電工程中廣泛應用的焊接方法有焊條電弧焊,手工氬弧焊GTAW、GMAW,埋弧焊、CO2氣體保護焊,螺柱焊,管道熱絲TIG焊,MAG焊等方法,焊接質量穩定可靠。焊接職業衛生健康管理水平的高低、能否實現綠色施工,充分發揮以人為本的安全管理理念,減少焊接職業衛生病患,是保證焊工及操作工健康的關鍵。
焊工職業病的發生主要取決于以下因素[1]:焊接煙氣的濃度、性質及其污染程度,焊工接觸有害污染的機會和時間,焊工的個人體質和個人防護狀況,焊工生產環境的質量和各種有害因素的相互作用。焊工只有在惡劣的工作環境中工作或長期缺乏勞動保護時,才有可能引發職業病。焊工職業病包括焊工塵肺、錳中毒、氟中毒、金屬煙熱和電光眼炎[2]。焊接煙霧和有害氣體的醫學和臨床表現為咳嗽、咳痰、胸悶、氣短甚至咯血;高頻電磁輻射對人體的主要影響是神經衰弱綜合征,如頭暈、疲勞、心悸、體重減輕、脫發等3];在焊接過程中,光輻射會導致電光性眼炎,包括輕微情況下的眼睛不適和異物感,以及嚴重情況下的燒灼感和劇烈疼痛。
1 典型焊接職業衛生事件
案例一:2001年某核電工程管道班在2KX K754房間一個地坑安裝核級管道,鉚工配合焊工完成管道安裝并實施焊接監護。該管道采取背部充氬保護手工氬弧焊,焊前充純度≥99.99%的純氬氣,充氣4~5 min后,焊工下地坑側身仰臥準備焊管,該焊工請監護鉚工調節焊機電流。當監護人調好焊機電流返回到作業點,告訴焊工已調好電流的信息時,發現焊工已昏迷,經搶救終因吸入氬氣過量窒息而亡。
案例二:2003年某核壓力容器制造廠共有焊工16人實施容器筒體焊接、鋼結構件焊接及相應的管道焊接。經體檢發現,其中3人存在“尿錳、發錳、血錳”及肌張力不足,同時患有電光性眼炎、青光眼、白內障,另有2人發生舌顫、眼顫,某鉚工體檢手顫,吃餃子時如筷勺不共用則不能準確夾到餃子。這些現象均是由于不注重焊接職業病及防護所致,對身體造成了很大傷害,被診斷為焊接職業病。
另外,對于部分結構件或臨時非工程構件如鋼筋的焊接,往往發現部分焊工甚至不用焊工面罩就實施焊接,這均會造成相應人群患電光性眼炎的可能。
2 原因分析
2.1 未認識及辨識焊接過程中的職業危害
焊接是一種熱加工工藝,通過加熱加壓、高溫高壓的方式使金屬或其他熱塑材料熔化熔合,實現原子狀連接。焊接作業中的危害主要分為化學危害(焊接煙塵,有害氣體)和物理危害(噪聲、高頻電磁輻射和光輻射)。電焊煙塵的化學成分取決于焊接材料和被焊材料(焊件及填充金屬材料、輔助工藝材料,助熔劑、焊劑、焊條藥皮、造氣劑等)的成分和蒸發難度。不同成分的材料在焊接過程中會產生不同的焊接煙霧,焊接煙霧顆粒較小,煙霧破碎。煙氣溫度高時,粉塵量大。焊接高溫電弧產生的有害氣體主要包括臭氧、氮氧化物、一氧化碳、氟化物和氯化物。高頻電磁輻射(氬弧焊和等離子焊)的強度取決于高頻設備的輸出功率、高頻設備的工作頻率、高頻振蕩器的距離以及設備和傳輸線是否被屏蔽。光輻射強度取決于焊接工藝參數、焊接方法、與焊接點的距離和相對位置、保護方法等。
焊條電弧焊,TIG焊(GTAW焊)等弧焊均會產生高溫電弧熔融金屬,焊條(焊芯:鋼、碳、錳、硅、鉻、鎳、硫、磷等;藥皮:氧化鐵、錳、鈦或大理石、熒石)及金屬構件在加熱、加壓過程中會產生焊煙塵(氧化物顆粒)、焊煙氣(錳、鉻、鎳氧化物、氟化氫)、電弧光(紫外輻射)、一氧化碳、氮氧化物、臭氧、高溫;焊件、焊條;高溫、紫外輻射;放射線(釷鎢電極)等物質。
電焊煙塵對健康的影響:電焊煙塵成分較復雜,與焊條、焊件的成分有關,一般含錳、氮氧化物、CO、CO2、臭氧、氟化物等。此外,電焊過程中還存在電焊弧光(紫外線)的危害。
油漆的原料通常為樹脂類、油脂類,溶劑為汽油、苯系物、乙醇、乙酸乙酯、酮類,SMAW焊接過程中會發生相應的磷酸鹽等不良因素,會對人體產生呼吸困難、苯中毒等危害,而苯中毒會造成血液中血紅蛋白造血障礙,危害更大。因此,在焊接油漆構件時必須做好油漆的打磨,嚴格遵守焊接工藝紀律。
氬弧焊弧光輻射的強度大,強烈的紫外線照射會引起紅斑、小水泡等皮膚疾病,存在高頻電磁輻射和放射性危害,有毒氣體臭氧和氮氧化物會造成呼吸系統疾病,存在觸電危險[4]。
2.2 未辨識環境的安全作業條件
未有效辨識作業環境會造成危害,如在密閉空間/受限空間作業,在高溫/低溫環境作業;未辨識出臨時用電、接近高溫熱源等高風險作業對人體的危害等因素。
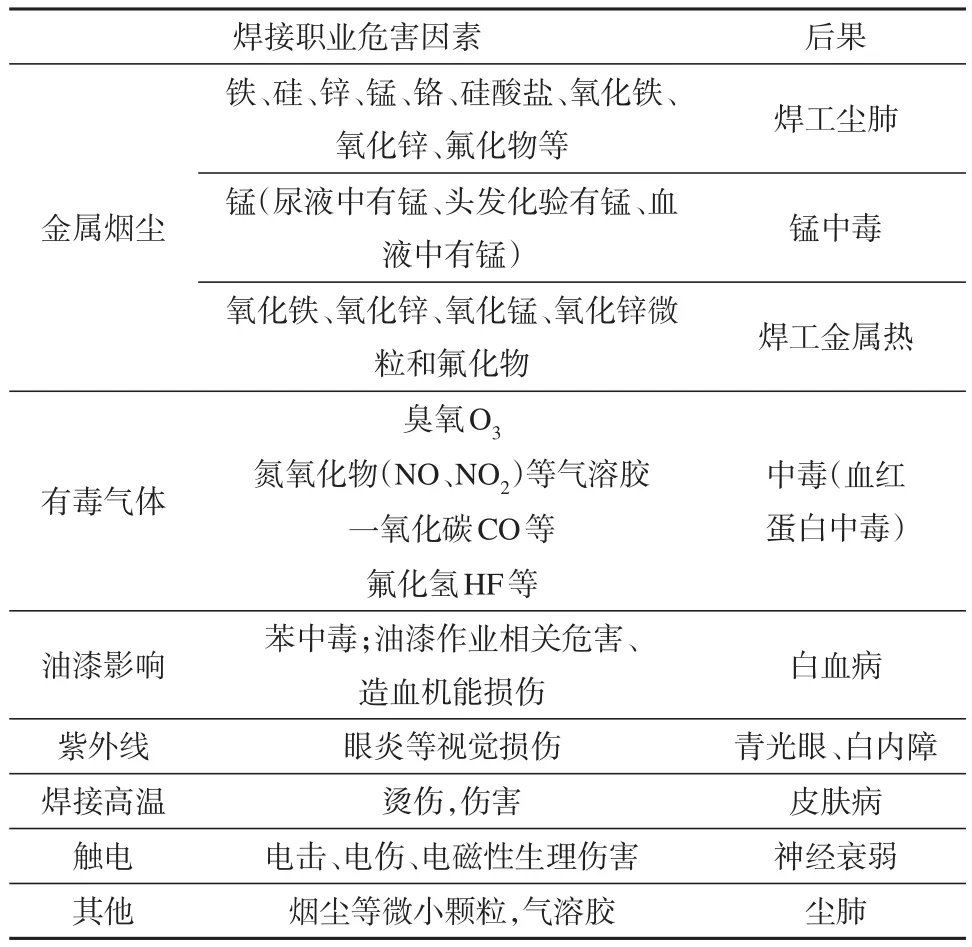
表1 焊接職業危害因素Table 1 Factors endangering welding occupation
案例一中充氬焊工窒息死亡事故的直接原因是:焊工在無監護人的情況下進入2KX K754房間焊接區域,施工區域未設置并開啟吸氣措施,由于氬氣密度大于氧氣,地坑狹小,下部嚴重缺氧而造成氬氣窒息。工廠未按照受限空間的安全管理要求進行管理,致使焊工未遵守安全管理規定造成安全事故。
焊接前未清理所焊構件的油漆等異物,違反焊接工藝超電流或加大電流焊接,不嚴格執行焊接工藝規程要求等。
2.3 管理重視不足
未有效開展技術安全交底工作,對地坑等開口空間的內部焊接重視不足、安全敏感性不足,對惰性氣體換氣的安全防護措施不到位,監護環節脫節造成了死亡事故;同時,對于焊接的職業衛生健康防護管理和重視程度不夠,存在風險辨識不到位。
3 治理措施
通過對窒息、錳中毒、眼疾等職業傷害的產生原因分析,圍繞作業環境、季節因素、作業過程、人因等環節,逐一采取措施進行治理,在保證焊接質量的同時保證人員不受職業病折磨。
通過職業衛生知識和技能培訓,增強焊工及焊接操作工的個人意識培訓,提升個人的防護意識,積極預防并加強個人營養管理,形成良好的工作習慣,規范作業,從制度及組織上做好職業防護。
3.1 綠色施工
3.1.1 應用新工藝和新材料優化施工
將手工焊接改為自動焊接,減少焊工直接操作所受高溫熱輻射及焊接煙塵的影響,應用埋弧焊、熱絲TIG自動焊、MAG焊等新工藝新流程;改進焊接材料,選擇無毒或低毒的的焊絲或焊條,減少材料金屬煙塵對身體的損傷;改造手工焊操作難度高、工作量大的施工位置,如將4G改為1G焊接,現場焊接調整為車間預制、模塊化現場焊接,減少焊接強度;減少厚度6 mm鋼襯里壁板對接焊縫背部清根(碳弧氣刨等工序)等工序,用單面焊雙面成形實施焊接。
對CO2氣體保護焊,手工TIG焊、熱絲TIG焊等焊接方法,必須采取焊接區域的低部區域送排風,減少這類氣體沉積在地面或作業場所底部,避免形成地窯/窖,造成人員窒息傷亡。
3.1.2 改造老舊設施
改進現場工作環境,如在容器預制車間主體廠房側墻及前后大門梁上部容易施工的墻體結構,在核準安全和穩定的基礎上擴大窗戶、增加軸流風機加強排風;焊接區域安裝排風罩及空氣凈化裝置進行換氣;實施敞口區域焊接,保證焊煙能及時排出;焊接區域增設相應的抽風、送風設施,保證區域新風質量。
3.1.3 環境控制
在施工現場醒目部位張貼職業健康環保的風險公示牌,并設置環境監測設備,用相對溫濕度儀、有毒有害氣體測量儀進行監測,對不符合標準的場所,采取技術措施進行控制,以確保環境符合職業健康要求。
必須將管溝內、地坑、廊道等狹長型構筑物,管道、容器、穹頂、小型房間按受限空間的安全管理規定進行管理,實施工作許可制。做到通風、檢測、焊接,再通風、再檢測、焊接,間隙控制,必須做到施工環境符合安全條件后才能實施焊接。
實施焊接點必須有專人巡視監護和監火,做到動火焊接監護有效,避免發生火險及意外。
3.2 高溫的危害及防治
氣溫高、日照時間長,易引發作業人員頭暈、中暑癥狀,作業人員易疲乏、易違章作業[5];導致作業人員個人防護用品穿戴不規范;容易引發作業人員其他并發性疾病,如心臟病、高血壓。職工休息區須配備清涼飲用水、防暑降溫用品;采取輪班更替作業、減少焊接作業的勞動強度,必要時配備奶蛋營養用品,增強焊接作業人員的免疫力和抵抗力。
3.3 焊接煙塵的防治
區分工作與生活區相隔離,焊接煙塵必須采取防塵措施并佩帶防毒口罩,禁止在工作場所吸煙、進食等與工作無關事宜。
焊工操作時須屏蔽和增大與輻射源的距離,消除焊接弧光的影響,使用移動屏障圍住操作區,以免其他工種工人受到紫外線、弧光照射[6];非電焊工禁止進入操作區域裸眼觀看焊接電弧,焊工及其輔助工必須佩戴專門的面罩、防護眼鏡,以及適宜的防護服和手套。
焊接過程中產生的有害氣體和煙塵,須采用局部排風加以排除。8h OELs:輻照度 0.24 μW/cm2;照射量3.5 mJ/cm2。用環境監測儀動態測量控制保證,典型照片如圖1所示。

圖1 現場凈化排風裝置Fig.1 Field purification exhaust device
3.4 班組管控
3.4.1 供給飲料和營養
高溫作業工人須補充與出汗量相近的水分和鹽分,最好辦法是供給含鹽飲料:一般每人每天供水3~5 L,鹽20 g左右。在8 h工作日內汗量少于4 L時,每天從食物中攝取15~18 g鹽即可;若出汗量超過此數時,除從食物攝取鹽外,尚需從飲料適量補充鹽分如鹽汽水。飲料的含鹽量以0.15%~0.2%為宜;飲水方式為少量多次,飲料溫度不宜超過15℃。在高溫環境勞動時,能量消耗增加,應達到12 600~13 860 kJ,膳食總熱量比普通工人稍高,可由營養師調配,蛋白質增加到總熱量的14%~15%為宜;此外還可補充維生素和鈣等。
3.4.2 個體防護
勞保配備可防止輻射熱、耐熱、熱導率小而透氣性能好的白帆布或鋁箔制的工作服,工作服宜寬大又不妨礙操作、可收口。根據不同作業的需要,供給工作帽、防護眼鏡、隔熱面罩、阻燃手套、鞋蓋、護腿等個人防護用品[7]。
3.5 醫療預防
對從事焊接、接觸高溫能量介質的焊接作業工人須進行就業前和入暑前體格檢查和篩查:凡有心血管系統器質性疾病、血管舒縮調節機能不全,持久性高血壓、潰瘍病、活動性肺結核、肺氣腫、肝病、腎疾病、明顯的內分泌疾病(如甲狀腺功能亢進)、中樞神經系統器質性疾病、過敏性皮膚疤痕患者、重病后恢復期及體弱者,均不宜從事焊接,從源頭控制好焊工資格。每年要進行健康體檢,對照體檢報告核對關鍵檢驗指標,及時發現超標項進行康復療養。
5 結論
在施工現場醒目部位張貼職業健康環保的風險公示牌,并設置環境監測設備,警示職工做好個人防護及醫療預防,提高安全環保風險意識。焊接作業前要分析辨識焊接過程的安全風險并消除事故隱患,要做好安全先決條件檢查和確認,合理調整勞動強度,防止疲勞作業。
為保證焊接施工質量及職工健康,必須做到焊接區域通風良好,不能形成穿堂風,控制焊接環境的風速小于9 m/s的標準要求;從事氬弧焊等惰性氣體焊接時必須保持相應的休息頻次,通過底部送排風來解決這類氣體沉積在地面或作業場所底部的問題。在管道、容器以及人孔、地坑或其他可界定為密閉空間作業,必須辦理作業許可證,并采取加強機械送風措施,定時測試氧氣含量,并派專人監護,可靠的安全措施有效落實后方可實施焊接,以保證人員安全。
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學版(2020年7期)2020-01-02 10:10:44
趣味(數學)(2018年12期)2018-12-29 11:24:10
小學生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08
