鋼結構生產中常用坡口選用及經濟性分析
2022-06-02 02:09:56許喆
中國金屬通報 2022年1期
許 喆
焊接在鋼結構生產中是影響成本的一個重要的因素,而坡口形式及尺寸的選用直接影響了焊絲的使用量以及焊接工時等材料和人工成本。對于國內項目的坡口選用依據是《鋼結構焊接規范》(GB 50661-2011)中推薦的坡口形式,在此基礎上如何選用正確的坡口形式和尺寸,是影響焊接成本的關鍵。
1 坡口尺寸對焊接質量的影響
為了保證焊接質量,滿足熔透或者部分熔透的焊縫要求,需要將鋼板上開設坡口。坡口的尺寸過大和過小都會影響著焊接的質量和成本。坡口的主要尺寸有坡口角度、鈍邊、坡口間隙等。
(1)坡口角度:坡口角度增大有利于保證焊縫質量,避免焊接熱裂紋的產生,但是坡口不能過大,否則不但產生大的焊接變形,而且不經濟。坡口減小所造成的最直接的問題是熔深不足,容易造成夾渣。
(2)鈍邊:鈍邊大,則焊接填充量小。但是,對于襯墊焊,鈍邊過大則會造成根部焊縫的未熔合;對于全熔透清根焊,鈍邊過大則會造成清根深度增大,對成本也會增加。對于部分熔透焊縫,鈍邊尺寸不能過大,必須根據圖紙要求進行,否則會造成焊縫強度不夠。
(3)間隙:間隙越小,焊接填充量越小,焊接變形也越小。如果是襯墊焊,間隙必須滿足一定尺寸,否則根部質量無法保證。如果是清根焊,根部間隙在裝配過程中要滿足裝配公差要求。
2 不同工序采用的坡口形式及尺寸分析和比較
根據《鋼結構焊接規范》(GB 50661-2011)附錄A中相關條款,規范中規定了手工電弧焊、氣體保護焊和埋弧焊的坡口類型和尺寸。實際生產中,需要結合構件的結構特點,采用的鋼板厚度,生產工序特點,控制焊接變形等靈活選用坡口,在滿足規范的前提下,有效減小焊接填充量,優化焊縫成本。
2.1 原材料拼接
鋼板的拼接在鋼結構生產中是非常重要的工序。為了提高生產效率,改善焊縫質量,通常采用的是埋弧自動焊進行焊接,對于無法采用埋弧焊的部位,可采用氣體保護焊進行焊接。通常鋼板拼接在平焊位置,采用V形坡口或X形坡口可有效保證焊縫的質量,根據國家規范《鋼結構焊接規范》(GB50661-2011)要求,坡口尺寸宜滿足附錄A中表A的要求,括號中為規范允許的裝配公差。如表1要求。
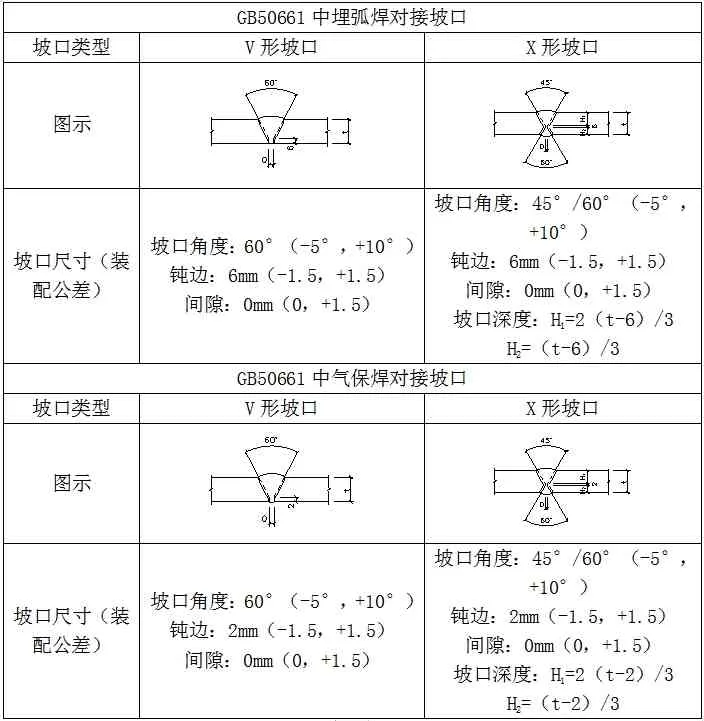
表1 對接坡口形式示意
通過GB50661規定的兩種坡口形式進行對比,對于V形坡口和X形坡口,采用埋弧焊和氣保焊焊接的差異性僅在于鈍邊尺寸。而鈍邊越大,則焊接填充量越小。
因此,鋼板的拼接盡可能采用埋弧焊,薄板的拼接可采用CO2氣體保護焊,其坡口尺寸要滿足《鋼結構焊接規范》(GB50661)的要求。但是,鋼板的拼接既能采用V形坡口,又能采用X形坡口,不同板厚區間宜采用不同的坡口形式。根據標準推薦的坡口形式,V形坡口的焊縫截面積是大于X形坡口的焊縫截面積,考慮到火焰切割以及焊接變形的特性,宜20mm以下采用V形坡口,20mm以上采用X形坡口,6mm以下薄板甚至可以不用開設坡口進行焊接;
另外,對于X形坡口,坡口深度不同,則焊接填充量也不同,根據焊縫截面積可以得到關于坡口深度的數值。
根據以上表一中四組坡口組合形式,將α值和β值代入,求函數的最小值,可以得到最小焊接填充量時坡口深度與板厚t的關系,如下表2。

表2 X形坡口最小填充量時坡口深度與板厚t的關系
上表中,得到了最小的焊接填充量的坡口深度比值,除此以外,坡口深度對焊接角變形會產生很大的影響,即除了考慮焊接填充量減小的材料成本,還需要考慮控制焊接變形所增加的人工和時間成本。
2.2 主要構件的截面組裝焊縫
鋼構件常見的截面形式主要是焊接H形截面和焊接箱型截面,兩種截面的構件占70%以上,在此也僅針對此兩種類型構件的截面組裝焊縫進行分析說明。
2.2.1 BH本體焊縫
BH本體焊縫為了提高效率和焊接質量,采用的是埋弧焊進行焊接,BH本體焊縫的形式主要有角焊縫,部分熔透焊縫,L形坡口熔透焊縫和K形坡口熔透焊縫。
BH本體焊縫的形式如表3所示。

表3 焊接H型鋼拼裝焊縫形式
其中:
(1)角焊縫的焊腳尺寸與焊縫強度緊密相連,應嚴格按照圖紙要求進行。
(2)部分熔透焊縫,其坡口角度與深度與焊縫強度有關,也需嚴格按照圖紙要求進行。
全熔透的L形坡口和K形坡口,如果直接采用埋弧焊進行焊接,需要開設60°坡口角以及6mm鈍邊,可以考慮采用氣保焊打底埋弧焊蓋面的方式減少焊縫填充量。如直接采用埋弧焊進行焊接,其坡口尺寸及公差要求見表4。
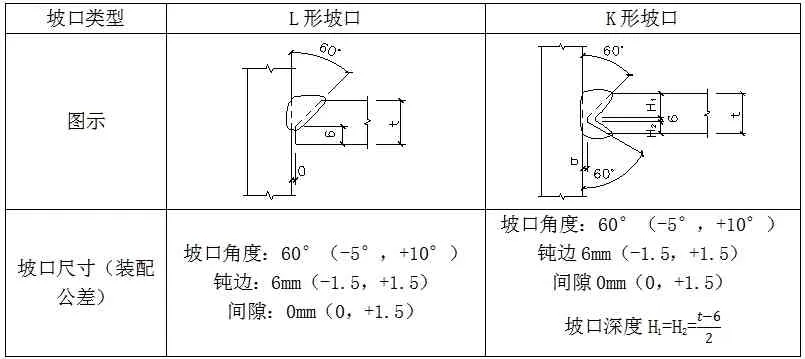
表4 埋弧焊T形接頭坡口尺寸及公差
如果采用氣體保護焊打底,埋弧焊蓋面的形式,則可采用標準推薦的氣體保護焊的坡口形式,其坡口尺寸及公差要求見表5。

表5 氣體保護焊T形接頭坡口尺寸及公差
通常,為了控制焊接變形以及考慮切割因素,20mm以下(包括20mm)采用L形坡口,20mm以上采用K形坡口,則根據這個原則進行計算,對于L形坡口,板厚20mm以下的計算結果見表6。

表6 板厚20mm以下L形坡口焊縫截面尺寸計算結果
通過表5可知,板厚20mm以下的L形坡口,采用60°角,6mm鈍邊的坡口形式,定位焊結束后采用埋弧焊焊接,所使用的焊絲最少。
對于BH的K形坡口,用于20mm以上的鋼板,對比雙面45°坡口2mm間隙和雙面60°坡口6mm間隙進行計算,焊接填充量關系如表6所示,以雙面60°坡口,6mm間隙為基準。
通過對表6進行分析比較,采用雙面45°、2mm鈍邊,氣保焊打底、埋弧焊蓋面時坡口截面積遠遠小于60°,6mm間隙的坡口。當鋼板厚度較大時,減少的焊絲用量能達到近40%。同時,系統對焊接的坡口設計有以下功能:用戶在輸入焊接方法、接頭形式、母材厚度等參數后,系統即啟動知識庫,根據上述初始信息,在知識庫中找到能與之匹配的規則,并將規則的結論部分追加到全局數據庫中,在將設計目標與數據庫中的內容相匹配,成功時即成為設計結果。
2.2.2 箱型截面組裝焊縫
對于箱型構件的主焊縫,一般情況下全熔透采用單面襯墊焊,部分熔透采用L形坡口或者V形坡口,并且采用的是埋弧自動焊進行焊接,坡口形式有部分熔透L形、部分熔透V形,全熔透L形,全熔透V形四種。
(1)部分熔透焊縫。箱型構件的部分熔透焊縫一般采用L形和V形坡口,坡口角度不同,同時如果采用45°角坡口,為保證構件強度需要進行3mm的厚度折減。根據《高層民用建筑鋼結構技術規程》(JGJ99-2012)中相關要求,焊接箱型組裝焊縫為部分熔透時,熔透深度不得低于1/2板厚。
經計算,熔深為40mm(板厚80mm)以下時采用V形坡口,坡口尺寸最小。
(2)全熔透焊縫。箱型構件本體全熔透焊縫采用單面襯墊焊,考慮到層狀撕裂等因素,20mm以下采用L形坡口,20mm以上采用V形坡口。關于單面襯墊焊,常用的有3個尺寸組合形式,分別是45°坡口,6mm間隙;35°坡口8mm間隙,30°坡口10mm間隙。
經過計算,采用30°、10mm間隙時,與45°6mm間隙相比,對于厚板填充量可以減少達30%;與35°、8mm間隙對比,填充量也可以減少10%
(3)V形坡口與L形坡口對比。對于全熔透焊縫,當采用相同坡口角度和間隙等參數時,開設角度對稱的V形坡口或者非對稱的V形坡口乃至L形坡口時,所獲得的填充量是不同的。
經過計算,如果采用襯墊焊(32mm以下采用35°坡口,32mm以上采用30°坡口),對接坡口如果采用V形坡口比采用L形坡口,填充量能減少5%~7%。

表7 板厚20mm以上K形坡口焊縫截面尺寸計算結果
3 其他經濟成本的建議
3.1 關于自然坡口
有些項目中存在因為鋼板斜放,而形成自然坡口的情況。通常情況下為了保證焊縫的強度,以及避免形成應力集中,要將焊縫沿其夾角方向平滑過渡到鋼板上,可以通過加長鋼材的尺寸,并斜切一個坡口減小焊接填充量,但是會增加鋼材的用量如圖1。
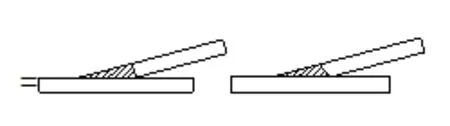
圖1 自然坡口開坡口斜接焊縫示意
上圖中,陰影區域為焊縫截面積,自然坡口的焊接填充量較大;通過延長鋼板尺寸并斜切一個坡口,可以減少部分焊接填充量。
3.2 襯墊焊及清根焊的選擇
很多焊縫即可以采用單面襯墊焊也可以采用清根焊接,需要對其綜合成本進行比對。
因為涉及到的面比較廣,需要進行全面的成本測算,本文在此并不打算進行詳細敘述。
3.3 氣保焊的飛濺
氣保焊焊接過程中造成的焊接飛濺,影響焊絲的使用率。需要強調的是焊工要按照下發的WPS進行焊接。同時,養成良好的焊接習慣,焊絲送絲不暢時要及時修理或清理,愛護焊接設備。
3.4 焊材的使用
焊材的使用,避免焊材的浪費,勿混用焊材等。
4 結論
(1)對接焊縫20mm以下采用V形坡口,20mm以上采用X形坡口,當采用X形坡口時,坡口深度比例為6:4時,焊縫填充量最小。
(2)部分熔透焊縫和角焊縫的尺寸應嚴格按照設計要求進行焊接。
(3)板厚20mm以下的T接焊縫采用V形坡口,直接采用埋弧焊進行焊接的填充量最小;板厚20mm以上的T接焊縫采用K形坡口,且K形坡口用氣體保護焊打底,埋弧焊填充和蓋面焊接,焊縫填充量最小。
(4)板厚30mm以下的襯墊焊采用坡口角度為35°,間隙8mm的組合,填充量最小;板厚30mm以上的襯墊焊采用坡口角度30°,間隙10mm的組合,填充量最小。
(5)對于襯墊焊,相同坡口角度和間隙的情況下,V形坡口填充量小于L形坡口的填充量。
(6)加強現場管控也是控制焊接成本的一種方式。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年9期)2021-07-16 07:10:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
中國公路(2017年15期)2017-10-16 01:31:54
制造業自動化(2017年2期)2017-03-20 14:26:13
