大電流MAG 焊焊接技術研究
2022-06-04 06:42:42覃流強幸華坤鄧宏宇
裝備制造技術 2022年2期
覃流強,幸華坤,鄧宏宇,韓 權
(廣西柳工機械股份有限公司,廣西 柳州 545007)
0 引言
熔敷速度決定了焊接的效率,高熔敷速度一直是工程機械焊接研究的熱點之一。在保證焊接質量的前提下,提升熔敷速度,進而減少焊接作業時間,可大幅降低工程機械結構件的制造成本,提升產品的市場競爭力。
工程機械結構件廣泛采用實芯焊絲MAG 焊,傳統的實芯單絲MAG 焊受限于焊接設備,焊接電流無法進一步提升,限制了熔敷速度的提升。隨著焊接電源設備技術的發展,出現了大容量并聯焊接電源,可輸出大電流以及高負載電壓,進一步提升了可施焊的焊接電流和電壓。配合精密波形控制以及高速送絲系統,實現穩定的大電流焊接。因此,研究大電流MAG焊的工藝參數和焊接接頭質量,并與常規工藝參數焊接接頭質量對比,分析大電流MAG 焊焊接工藝性可行性,并確定大電流MAG 焊的最優工藝參數,從而提升焊接熔敷速度以及焊接效率,降低工程機械產品的制造成本。
1 試驗條件
1.1 試驗材料
試驗工件母材為SS400-W,性能與GB/T 700-2006《碳素結構鋼》標準中的Q235 鋼接近。試驗選用φ1.4 mm、φ1.6 mm 兩種規格的JM-58(ER50-G)焊絲,常規工藝選用φ1.6 mm 的JM-58 焊絲。
1.2 焊接工藝
試驗采用熔化極活性氣體保護焊方法,保護氣體為80%Ar+20%CO2。焊接位置選取對接焊縫水平位置焊,對接焊縫坡口為45°V 形坡口,根部帶墊板,如圖1 所示。大電流MAG 焊每種規格焊絲分別選用兩組不同的焊接參數進行焊接,焊接電流范圍為400A~580A。根據焊接熱輸入公式E = UIη0/V[1],計算各道焊縫的熱輸入。具體參數和熱輸入大小見表1。
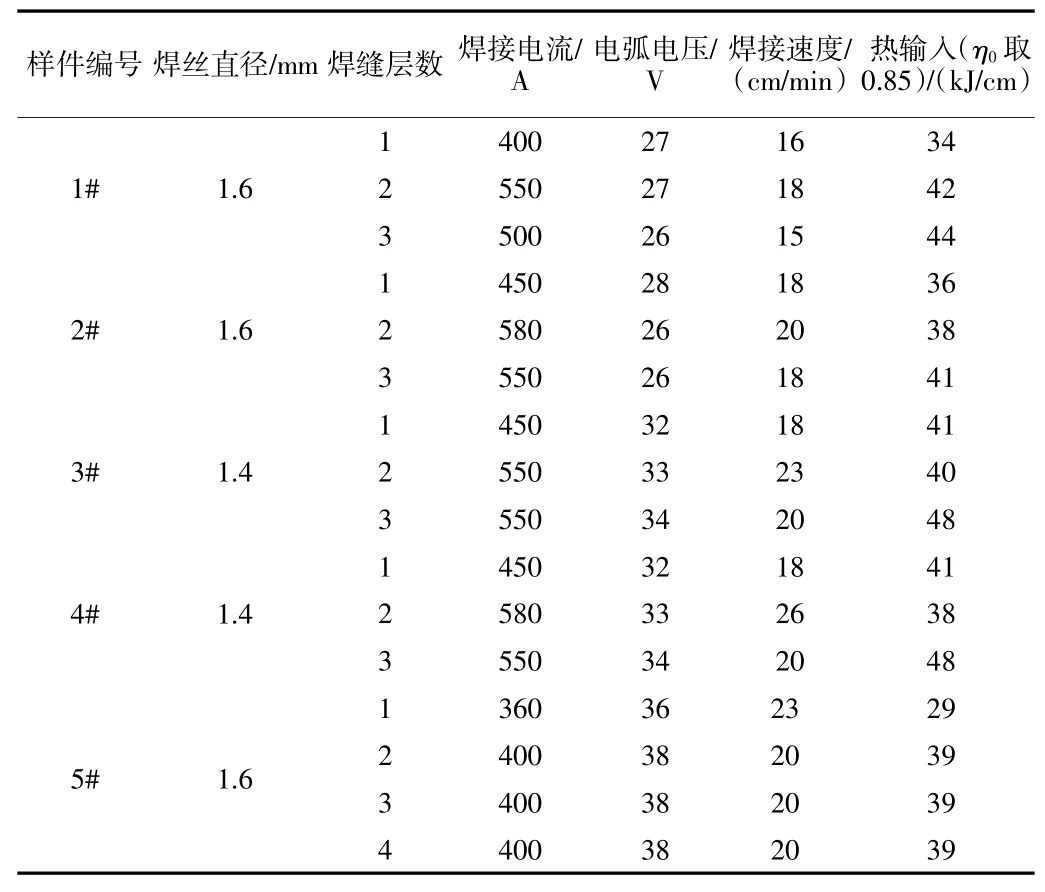
表1 焊接參數和熱輸入
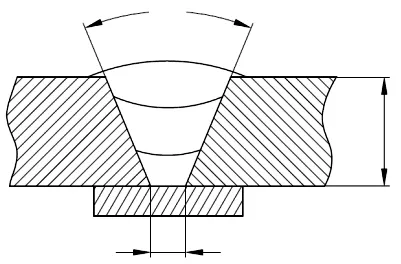
圖1 對接焊縫形式
2 試驗結果及分析
2.1 焊縫外觀及飛濺
大電流MAG 焊的4 件焊接試板焊縫勻直,焊縫與母材過渡平滑,無卷邊、咬邊等缺陷,符合我公司焊縫外觀檢驗要求,與常規工藝焊接試板無明顯差異。
相比常規工藝5#試板,大電流MAG 焊焊接試板飛濺更少,可減少焊接飛濺清理時間,有利于提高結構件制造效率。
2.2 無損探傷
對5 件焊接試板對接焊縫進行超聲波探傷,均符合《GB/T 11345-2013 鋼焊縫手工超聲波探傷方法和探傷》標準要求。對焊接試板端頭進行磁粉探傷,收弧弧坑處未發現裂紋,均符合《JB/T 6061-2007 無損檢測 焊縫磁粉檢測》標準要求。
2.3 焊縫接頭金相組織
常規工藝的5#試板焊縫接頭母材區、正火區、過熱區組織均為鐵素體+珠光體,如圖2 所示。焊縫區組織呈柱狀晶分布,晶界處為粗針狀、塊狀先共析鐵素體,晶內為針狀鐵素體和珠光體,呈魏氏組織分布。焊縫熱影響區和焊縫區均未出現貝氏體、馬氏體等淬硬組織。
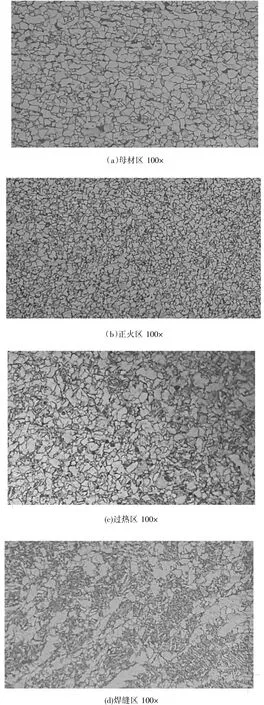
圖2 5#試樣各區域金相組織
采用大電流MAG 焊的四組試板焊接接頭各區域組織無明顯區別,以焊接電流以及熱輸入最大的4#試板為例,焊接接頭各區域金相組織如圖3 所示。母材區組織為塊狀鐵素體+珠光體,為SS400 板材的正常狀態。正火區組織為均勻分布的鐵素體+珠光體,鐵素體晶粒較細。過熱區組織為塊狀鐵素體+珠光體,熔合線附近組織為條狀、塊狀鐵素體+珠光體,晶粒相對略大一些。焊縫區組織為針狀、塊狀先共析鐵素體,晶內為針狀鐵素體和珠光體,呈魏氏組織分布。大電流MAG 焊焊縫區組織中,對焊縫韌性有益的針狀鐵素體未完成長大,對焊縫區的沖擊性能有重要作用。

圖3 4#試樣各區域金相組織
從焊縫接頭組織構成看,焊縫接頭各區域未出現貝氏體、馬氏體等淬硬組織。這是因為焊接線能量較大,焊接接頭冷卻速度適中,避免出現焊縫金屬中形成又硬又脆的馬氏體組織,降低焊縫的淬硬傾向[2]。同時,母材SS400-W 為低碳鋼,含碳量≤0.20%,焊接性能良好,焊縫淬硬傾向很小。
從晶粒大小看,熔合線附近部分細針狀鐵素體在熱影響下轉變為塊狀鐵素體,熱影響區晶粒有一定長大,但未出現明顯組織粗大現象。這與試驗所用的JM-58 焊絲有關,JM-58 焊絲中添加了少量Ti 元素,焊接過程中形成有益夾雜物TiO,能誘導一次晶內鐵素體形核、長大,并促進二次晶內鐵素體形核、長大,使熱影響區粗晶區的晶粒細化,避免組織過于粗大[3]。
2.4 硬度試驗結果
對焊接電流和熱輸入較大的2#、4# 試板進行焊接接頭的硬度試驗,檢測蓋面層附近的焊縫硬度,并與常規工藝的5#試板進行對比分析,結果如圖4 所示。
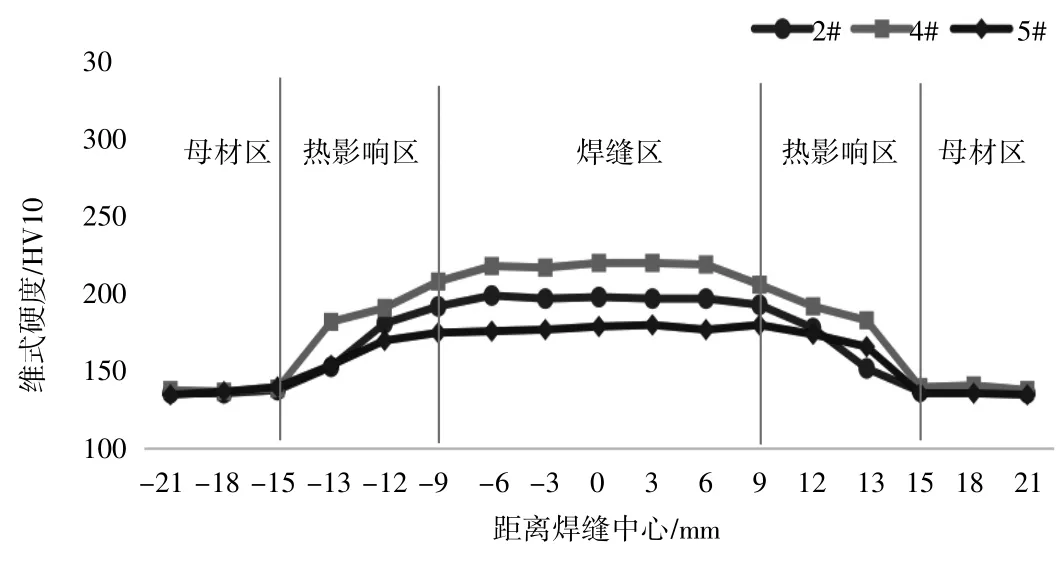
圖4 2#、4#、5#試板焊縫接頭硬度分布
大電流MAG 焊2#、4#試樣焊縫區硬度均值分別為195HV10、214HV10,5#常規工藝試板焊縫區硬度為177HV10,大電流MAG 焊試板焊縫區硬度相對略高一些(表2)。大電流MAG 焊2#、4#試板的焊接速度較快,高溫停留時間較短,冷卻速度快,鐵素體不能充分析出,焊縫中珠光體比例相對較高,導致蓋面層焊縫硬度相對較高。
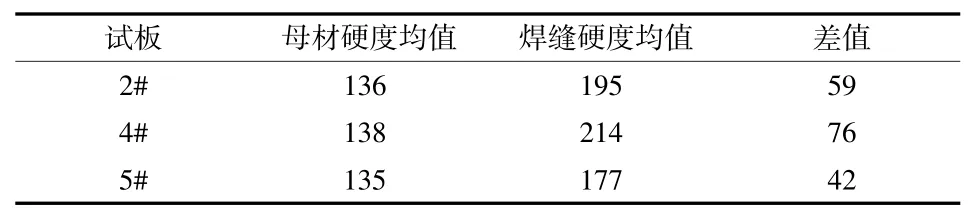
表2 2#、4#、5#試板焊縫接頭硬度統計HV10
三種焊接接頭熱影響區硬度均介于焊縫區和母材區之間,硬度較低,未出現明顯的淬硬現象。
綜合來看,大電流MAG 焊和常規工藝焊接試板焊縫區和熱影響區硬度均遠低于380HV10 的要求,焊接接頭硬度處于較低的水平。
2.5 橫向拉伸試驗結果
從本試驗5 件試板分別截取并制作焊縫接頭橫向拉伸試樣,按《GBT 19869.1-2005 鋼、鎳及鎳合金的焊接工藝評定試驗》進行拉伸試驗,試驗結果見表3。

表3 焊縫接頭橫向拉伸結果
1#~4# 大電流MAG 焊試樣焊縫接頭抗拉強度均大于400 MPa,大于母材SS400-W 抗拉強度的下限值,符合《GB/T 19869.1 鋼、鎳及鎳合金的焊接工藝評定試驗》要求。試驗采用高強匹配,橫向拉伸試樣斷裂部位均為母材區,符合工藝要求。從試驗數據看,大電流MAG 焊試樣與常規工藝試樣抗拉強度無明顯差異。
2.6 彎曲試驗結果
分別從各試板截取彎曲試樣,按《GBT 19869.1-2005 鋼、鎳及鎳合金的焊接工藝評定試驗》進行彎曲試驗。5 組試樣均未出現裂紋欠缺,彎曲性能符合要求,與JM-58 常規工藝試樣無明顯差異。從試驗數據看,大電流MAG 焊焊接接頭對彎曲性能無明顯影響。
2.7 沖擊試驗結果
分別從各試板焊縫區、焊縫熱影響區截取沖擊試樣,按《GBT 19869.1-2005 鋼、鎳及鎳合金的焊接工藝評定試驗》進行常溫下沖擊試驗。試驗結果顯示,焊縫區和熱影響區試樣沖擊吸收功單值均大于18.9J,符合焊接工藝評定試驗要求。1#~5#試板焊縫區沖擊吸收功均值分別為96J、78J、62J、91J、75J,均符合≥27J 標準要求;1#~5# 試板焊縫熱影響區沖擊吸收功均值分別為129J、118J、131J、135J、124J,均符合≥27J標準要求。
試板各道焊縫熱輸入大小(表1),其中3#和4#試板蓋面層的熱輸入達到48 kJ/cm,而5#常規工藝試板蓋面層熱輸入為39 kJ/cm,3#和4# 試板蓋面層的熱輸入比5#常規工藝試板提高了23%。從試驗結果看,各試板沖擊吸收功數據無明顯差異。查閱相關文獻,在一定范圍內,熱輸入對低碳鋼焊接接頭性能影響大不[4]。結合試驗數據,在本試驗條件下熱輸入對SS400-W 板材焊接接頭沖擊性能影響不顯著。
2.8 熔敷速度
熔敷速度是影響焊接效率的關鍵因素,在滿足焊接質量前提下,提升熔敷速度可以提升工程機械結構件的焊接效率。對各試板熔敷速度進行測算,結果見表4。采用φ1.6 mm 焊絲的1#、2#試板的熔敷速度比常規工藝的5# 試板熔敷速度分別提升20.1%、32.1%,采用φ1.4 mm 焊絲的4#試板的熔敷速度達到了10.14 kg/h,比常規工藝5#試板熔敷速度提升了42.2%。主要是因為φ1.4 mm 焊絲大電流MAG 焊在提高焊接速度的同時,大幅提升了送絲速度,達17.5 m/min,從而實現高熔敷速度,提高焊接效率。
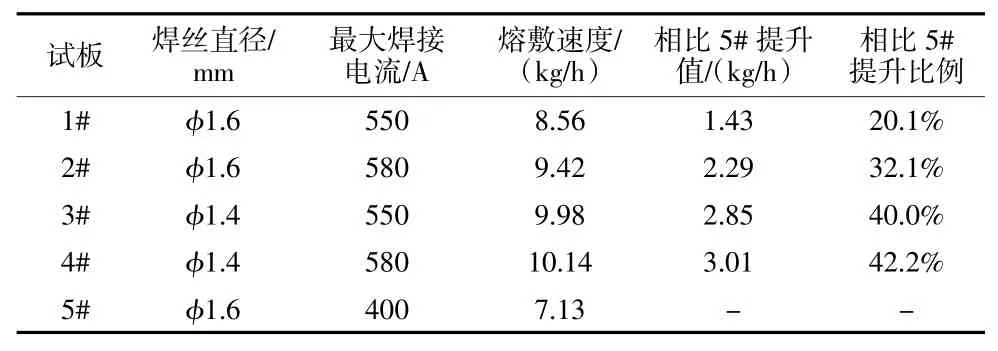
表4 熔敷速度對比分析
從試驗數據可以看出,焊絲直徑也對大電流MAG 焊的熔敷速度產生影響。最大焊接電流均為580 A 時,φ1.4 mm 焊絲大電流MAG 焊的熔敷速度更高,其熔敷速度相比φ1.6 mm 焊絲大電流MAG 焊提升7.6%。
3 結論
通過對不同工藝參數的大電流MAG 焊接進行試驗,研究SS400-W 母材大電流MAG 焊焊縫接頭的組織與性能,確定可用于實際生產的大電流MAG 焊接工藝參數,對于提升工程機械結構件焊接效率有重要的作用。
(1)采用基于大容量并聯焊接電源以及高速送絲系統的大電流MAG 焊,使用SS400-W 母材和JM-58焊絲,最大焊接電流為550A 及580A 時,試板焊縫外觀、焊縫接頭超聲波探傷、磁粉探傷、抗拉強度、彎曲性能、沖擊性能均符合我公司質量要求。
(2)大電流MAG 焊焊縫熱影響區和焊縫區均未出現貝氏體、馬氏體等淬硬組織,未發現嚴重的晶粒粗大現象。焊接接頭熱影響區硬度較低,未出現明顯的淬硬現象。
(3)在大電流MAG 焊最大熱輸入比常規工藝提高23%的情況下,焊接接頭機械性能未出現明顯差異。
(4)不同的焊絲直徑對大電流MAG 焊的熔敷速度影響較大,最大焊接電流均為580A 時,φ1.4 mm 焊絲大電流MAG 焊可獲得更高的熔敷速度,其熔敷速度相比φ1.6 mm 焊絲大電流MAG 焊提升7.6%。
(5)最大焊接電流為580 A 的φ1.4 mm 焊絲大電流MAG 焊,在保證焊縫接頭質量的同時,熔敷速度相比常規工藝φ1.6 mm 焊絲提升42.2%,可顯著提升工程機械結構件的焊接效率。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24