扇形件加工工藝優化及效率提升
2022-06-04 06:42:46茹磊磊閆旺星肖俊宇李鵬飛
裝備制造技術 2022年2期
茹磊磊,蘇 斌,劉 昊,王 銳,郭 亮,李 韜,閆旺星,肖俊宇,李鵬飛
(智奇鐵路設備有限公司,山西 太原 030000)
0 引言
扇形件是一種應用于軌道交通制動系統的關鍵零部件之一,其表面通過安裝摩擦副實現列車制動,因此,扇形件的質量好壞直接影響軌道車的安全運行。另外,扇形件為短周期易耗件,列車每運行一段時間需進行整體更換,因此扇形件具有生產批量大、交付周期短等特點。
扇形件由于受到安裝空間限制,所以,產品結構合理且輕量化,這大增加了扇形件加工的難度。現有加工工藝難以滿足扇形件加工質量,同時扇形件生產批量大,必須探索更好的加工工藝,降低加工成本、提高生產效率。本研究提出一種高效、合理的扇形件加工工藝。
1 產品要求
扇形件采用模鍛方式成型,材料為高強度合金鋼,最終熱處理為調質處理,調質后硬度為35HRC~40HRC。扇形件整體外形呈約1/4 ~1/3 的圓弧狀(圖1),零件中部尺寸a較小(a= 12 mm),加工過程中若工藝路線安排不當,極易導致零件變形。扇形件在加工至成品后,平面B通過一系列均布孔與上一級組件進行連接,為保證上一級組件裝配高度一致,B平面的平面度要求控制在0.05 mm 以內;平面A連同B平面上的組件一起固定在主件上,為保證其連接的可靠性,平面A相對B平面的平行度要求控制在0.05 mm 以內。
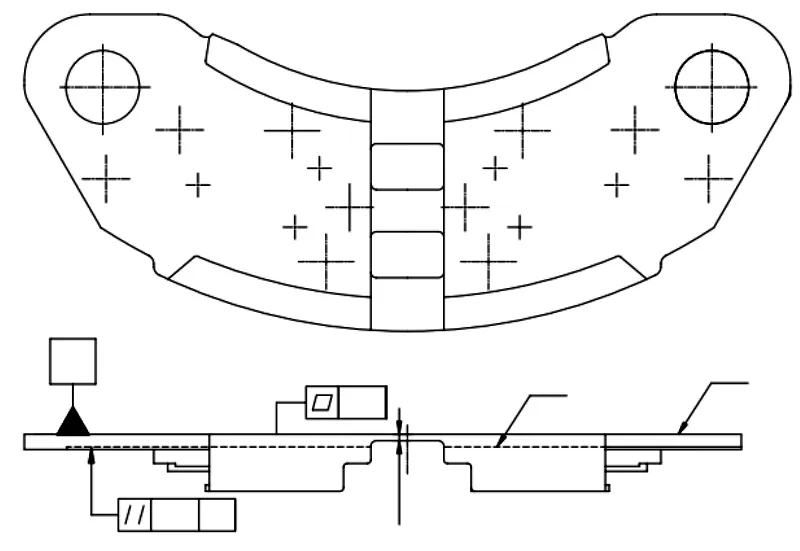
圖1 扇形件結構圖
扇形件在小批量試制過程中,按照粗銑-熱處理-半精銑-精銑-鉆孔-鏜孔-磨削的工藝路線進行加工;約40%的扇形件加工至成品后,B面平面度和A面平行度出現超差,導致扇形件與上一級組件無法進行正常裝配。
通過現場工藝分析,由于原加工工藝設計不合理,同時刀具選型不能適應加工要求,導致產品合格率不高、生產效率低、加工成本高等問題。通過對扇形件原加工工藝合理性進行分析,針對存在的問題制定具體的工藝改進措施,從而達到提高產品質量、加工效率及降低產品生產成本的目的。
2 工藝性分析與改進
2.1 原加工工藝存在的問題
根據扇形件結構特點,扇形件小批量試制按照粗銑-熱處理-半精銑-精銑-鉆孔-鏜孔-磨削的工藝路線進行加工。通過分析,原加工工藝主要存在以下問題:
(1)扇形件在立式加工中心精銑并經磨削成型后,B面平面度和A面平行度超差,導致零部件與上一級組件無法正常裝配。
(2)采用銑削加工方式生產效率低、輔助加工耗時過長,是整個扇形件生產工藝中的瓶頸工序,嚴重影響產品生產流轉,無法滿足批量生產需求。
(3)扇形件粗銑、半精銑及精銑均采用T 型成型銑刀進行加工;通過對小批量試制過程中刀具使用情況及磨損情況統計分析發現:刀具切削刃崩刃嚴重,每把T 型刀只能完成3~4 片扇形件加工,需要經常停機更換刀具,加工成本高。
2.2 問題分析
針對扇形件原加工工藝存在的問題,從扇形件工藝路線、各加工工序、產品結構、產品力學性能屬性等,分析產生問題的原因,主要有以下幾個方面:
(1)銑削加工過程中,B 面銑削量小且均勻,而A面銑削量較大且不均勻;扇形件精加工后會產生應力釋放,兩平面由于伸縮量不一致將產生變形,導致B面平面度和A 面平行度超差;在加工平面B 的一些列均布孔時,由于以上變形,會出現均布孔位置度超差現象。
(2)扇形件加工過程涉及多道工序流轉,其中銑削加工工序需要預先加工工藝孔,且需要進行重復多次裝夾找正。每次裝夾只能完成單件生產,嚴重影響產品的產能。
(3)扇形件材料為高硬度合金鋼且經調質處理,T型刀接觸材料所受的抗力較大,更容易使刀片產生崩刃現象;在銑削過程中,前道加工使得刀尖圓弧半徑變小,后刀面磨損相當于負倒棱,刀片再次切入時,工件對刀具的力變小,刀具的磨損使得刀具斷屑棱寬度變小,切削刃的強度下降,所以在后續的加工中,增加銑刀崩刃的可能性[1];故采用T 型刀銑削的過程中,刀具由于崩刃需要多次停機更換,增加了扇形件的加工成本。
2.3 改進方案
通過以上分析可以看出,如何在保證扇形件加工質量的前提下,提高生產效率、降低加工成本是工藝改進的核心內容。因此,本研究根據扇形件結構特點、精度要求、工藝布局制定了如下改進措施:
(1)采用反變形法抑制扇形件加工變形,扇形件在半精銑后,采用液壓千斤頂在變形方向施加反作用力,使B 平面產生不小于0.1 mm 的位移并保壓10 min直至產生塑性變形;矯形完成后,采用低溫回火直至應力完全釋放,再進行扇形件的精加工。
(2)針對扇形件加工效率低,無法滿足產能需求的問題,本研究通過對扇形件的結構特點進行分析,在扇形件粗加工后增加如圖2 所示工藝孔,將3~4 片扇形件以圓周分布的形式固定在如圖3 所示工裝夾具上,采用車削方式代替銑削方式同時對多片扇形件進行加工。

圖2 扇形件粗加工工藝基準
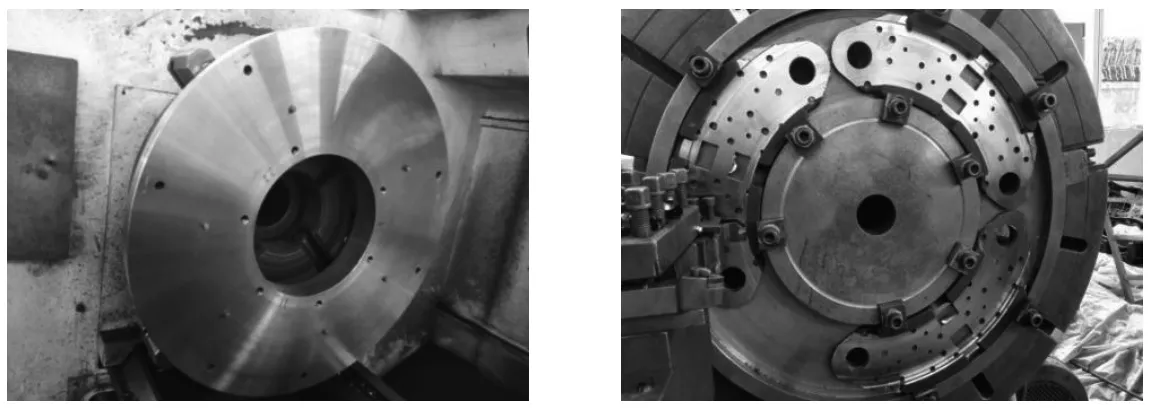
圖3 扇形件車削加工方式
(3)T 型槽銑刀價格一般為400 ~500 元,而一把銑刀在加工3 ~4 片扇形件后就出現不同程度的崩刃現象;而采用普通車刀,一次加工就可以完成3 ~4片扇形件加工,每把車刀只需30 元左右,而且車刀強度較高,能夠在多次使用下保證車削加工精度。
3 加工工藝路線優化
通過對扇形件進行工藝分析,對原加工工藝路線進行如下調整:
(1)在劃線平臺上,以扇形件鍛造面為基準,確定X、Y、Z方向基準面及加工余量。
(2)根據劃線平臺上確定的X、Y、Z方向基準,在立式加工中心進行裝夾并找正A背面,要求跳動量≤0.1 mm,采用T 型銑刀粗銑平面B。
(3)粗銑完成后將扇形件翻轉并按圖4 所示采用壓板固定,百分表找正已加工面,要求跳動量不大于0.05mm。
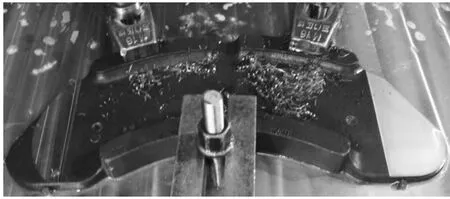
圖4 扇形件粗加工定位方式
(4)在立式加工中心加工如圖2 所示工藝孔,作為后道工序定位基準;半精銑B面,要求單邊余量不小于2 mm。
(5)以工序4 加工的工藝孔為定位基準,將3~4片扇形件圓周分布并固定在如圖3 所示工裝上,產品加工前采用百分表測量圓周分布的定位銷沿徑向的跳動量,要求≤0.02 mm;確認合格后,采用壓板夾緊所有扇形件并進行車削加工。
(6)采用液壓千斤頂在變形方向施加反作用力,使B 平面產生不小于0.1 mm 的位移并保壓10 min直至產生塑性變形;矯形完成后,采用低溫回火直至應力完全釋放后。
(7)采用工序5 相同的方法,將扇形件加工至精加工尺寸要求。
(8)將扇形件B平面朝上固定至數控加工中心,懸臂部分采用等高塊進行支撐,確保加工過程中不產生變形及振刀;裝夾固定后,按照鉆孔→粗鏜→精鏜工藝路線加工扇形件表面的均布孔,加工后應確保B表面預先加工的所有工藝孔全部去除。
(9)將扇形件B平面朝上固定至平面磨床,懸臂部分采用等高塊進行支撐,確保加工過程中不產生變形及振刀;裝夾固定后,將平面B磨削至成品尺寸,完成整個扇形件的加工。
4 改善效果對比
采用改進后的加工工藝連續生產100 件后,與原加工工藝進行對比(表1),可以看出:

表1 改善效果統計表
(1)產品的合格率顯著提升,由原來的不到60%提高至96.7%。
(2)生產效率由原來的2.5 件/h 提高到了4 件/h,生產效率顯著提高。
(3)生產成本較原加工工藝降低了26.2%。
因而工藝改善效果明顯,可以采用該加工方法進行批量生產。
5 結語
通過對原加工工藝進行優化,并設計適合生產需要的工裝夾具,提升了產品的合格率,滿足了零部件裝配的需求。由車削加工代替銑削加工,提高了扇形件的生產效率,在滿足產品的產能需求的同時,降低了單個扇形件的生產成本。此次工藝改進為同類產品的生產提供了參考,具有極高的推廣價值。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
甘肅教育(2020年14期)2020-09-11 07:57:42
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32