電源控制模式對鎳片微電阻點焊過程的影響
2022-06-07 07:47:00李浩東李光堯陳家兌楊凱
焊接 2022年3期
李浩東,李光堯,陳家兌,楊凱
(貴州大學,現代制造技術教育部重點實驗室,貴陽 550025)
0 前言
為響應綠色發(fā)展、節(jié)能減排等理念,純電動汽車已成為汽車工業(yè)發(fā)展的重要方向。動力鋰電池組作為純電動汽車的“心臟”,其容量大小與質量的可靠性對電動汽車至關重要。電池組一般由幾百甚至上千個單體鋰電池組成,其中涉及有電極和極耳、極耳和端子及電池和電池的連接工藝[1-4]。微電阻點焊精度高、連接可靠、易于集成自動化,在電池組的連接中應用廣泛[5-8]。同時,電池組焊接對輸出能量的控制有著較高的要求:能量不足時,焊接接頭強度不足,電池組可靠性差;能量過高時,易產生焊接缺陷甚至焊穿,造成電池組損壞。晶體管式電阻焊電源具有電流上升速度快、控制響應周期短和控制精度高等特點,特別適合于微型零件的超精密微電阻焊接。
晶體管式電阻焊電源主要采用恒流模式控制,通過對輸出電流進行采樣、計算、實時改變功率開關管占空比的方式保證輸出電流的恒定,具有采樣方便、簡單可靠、易于實現等優(yōu)點[9]。然而恒流模式下的微電阻點焊,在焊接初期有著較大的能量輸入,易使塑性環(huán)的徑向發(fā)展速度低于熔核的發(fā)展,從而導致外部氣體侵入,甚至熔核液態(tài)金屬沿板縫被擠出產生飛濺現象。較高的能量輸入會導致焊接中不良現象的產生,同時也會造成能量的浪費。因此,一種合理有效的控制模式有待探究。
文中以電池組常用的薄鎳片為研究對象,以抗剪強度為焊點質量評價指標,采用正交試驗方法得到恒流、恒壓、恒功率3種控制模式(以下簡稱為3種模式)下的最優(yōu)參數組。分析工藝參數對接頭抗剪強度的影響規(guī)律,通過比較分析3種模式下最優(yōu)參數組的最大剪切力、熔核尺寸、接頭形貌、焊接過程及能量消耗獲得適合薄鎳片點焊的較佳輸出控制模式。
1 試樣材料與方法
選用尺寸為35 mm×8 mm×0.2 mm的N6純鎳片為試樣材料。焊接電源采用自制的晶體管式電阻焊電源,電源額定輸出電流4 kA,最小控制周期10 μs,焊接時間調節(jié)精度10 μs;焊接機頭采用自制的氣動加壓機頭,加壓范圍10~100 N;焊接電極選取直徑為3 mm的平端鉻鋯銅電極。焊接前,將試樣用丙酮溶劑清洗并烘干。
采用正交試驗法研究焊接工藝參數對接頭質量影響,并進行焊接工藝參數優(yōu)化。通過大量預試驗,確定了3種模式下的3因素4水平正交試驗表,見表1。采用極差分析,研究單一工藝參數對接頭抗剪強度的影響程度。

表1 鎳片點焊正交試驗參數表
使用萬能拉伸試驗機對樣件進行抗剪強度測試,加載加速度為5 mm/min,每組參數下進行3次試驗取平均值,得到樣件的最大剪切力。以最大剪切力為優(yōu)化指標,獲得到3種模式下的最優(yōu)參數組。根據最優(yōu)參數組參數進行點焊試驗,3種模式下均進行6次試驗得到最優(yōu)焊件。3種模式下各取3組最優(yōu)焊件進行拉伸測試,用以驗證正交試驗的有效性。1組焊件進行剝離試驗,將2鎳片由焊點處剝離,在光學影像測量儀下對熔核尺寸進行測量。1組最優(yōu)焊件沿熔核中心切開,經磨拋處理后,將硝酸與冰醋酸按1∶1混合用于腐蝕鎳片,在光學顯微鏡下觀察接頭形貌。最后1組最優(yōu)焊件用于備用。
采用自制的焊接監(jiān)測儀采集焊接過程焊接電壓、焊接電流和電極壓力曲線數據,采樣頻率為200 kHz,最大采樣時間為2 s;焊接過程處理軟件為Origin軟件。焊接過程動態(tài)電阻和功率數據采用歐姆定律計算獲得。
2 試驗結果與討論
2.1 基于正交試驗的工藝參數優(yōu)化
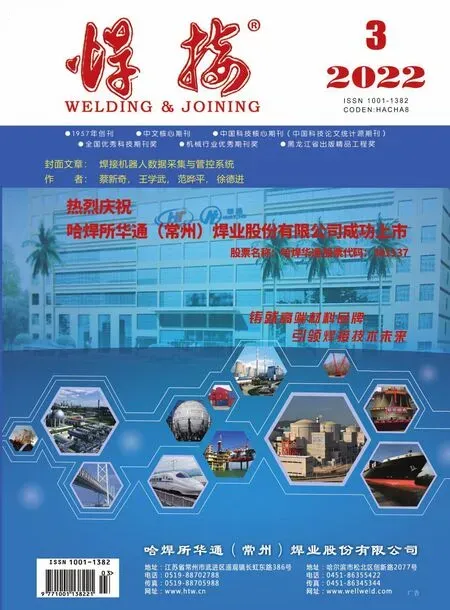
根據表1中3種模式下各可得L16的工藝參數正交排列,采用這些參數進行焊接試驗,并對得到的樣品進行拉伸測試,測試結果見表2~表4。
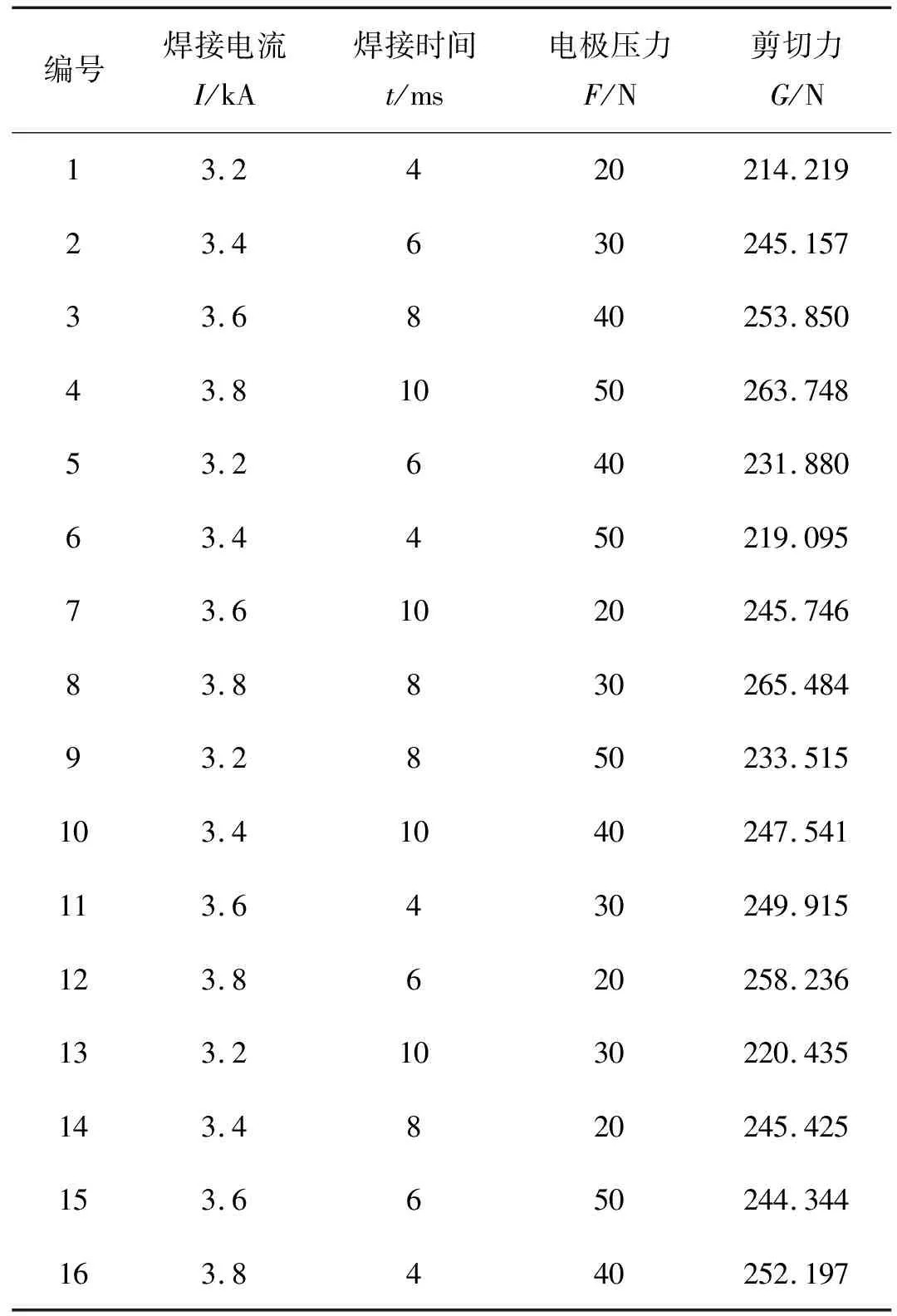
表2 恒流模式點焊試驗結果
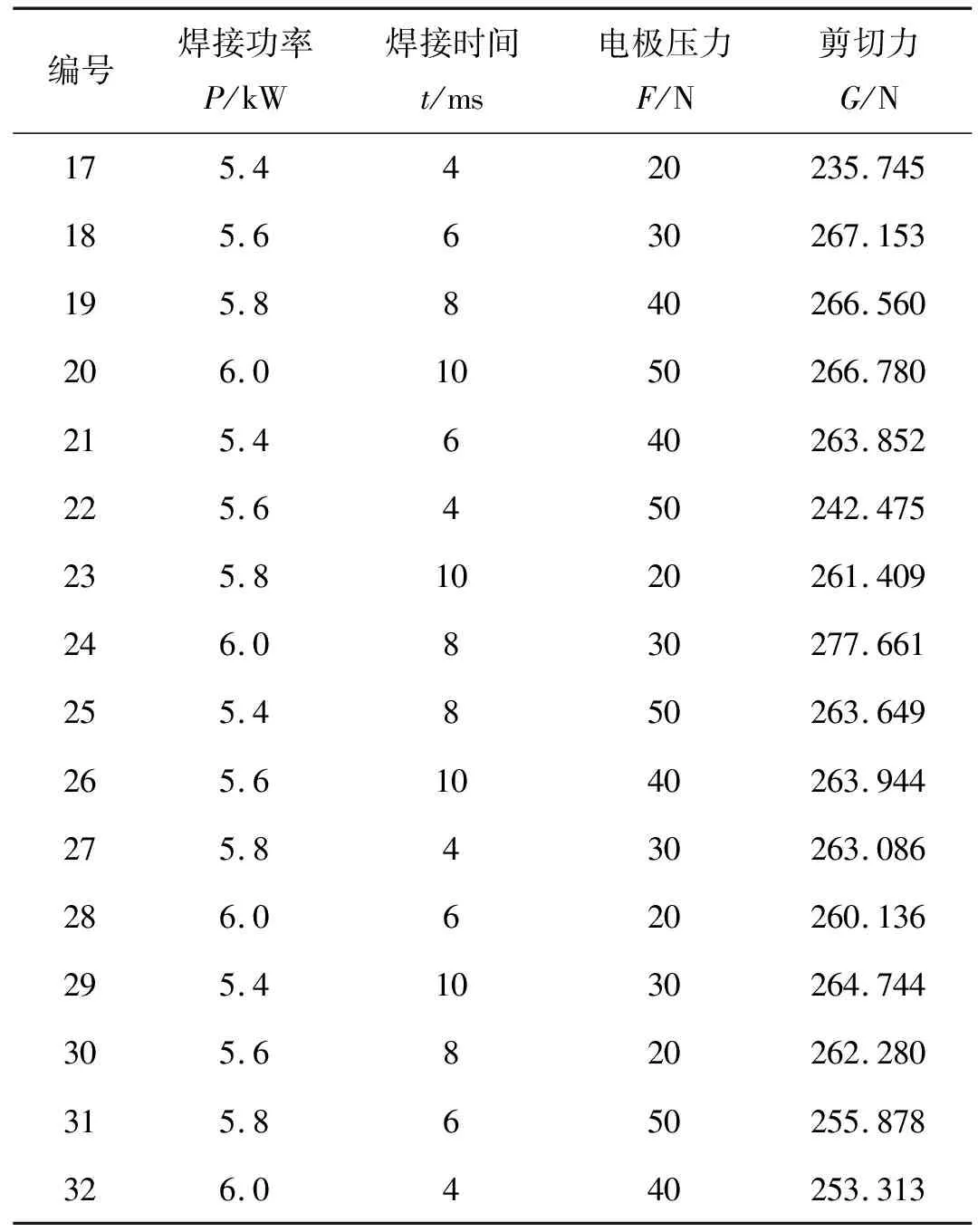
表3 恒功率模式點焊試驗結果
表4 恒壓模式點焊試驗結果
從表2~表4中可以看出,3種模式下具有最大抗剪強度的樣件分別為8號、24號和40號,但這些樣件并不能代表最佳工藝參數下的樣件。
為進一步完善參數優(yōu)化,對3種模式下正交試驗數據進行了極差分析,得到的結果見表5。從極差分析結果可知,恒流模式中對接頭抗剪強度影響最大的是焊接電流,其次是焊接時間,電極壓力的影響程度最小。在恒功率模式與恒壓模式中,影響最大的則均為焊接時間。
根據表5中的數據,將剪切力隨工藝參數的水平變化的情況用圖形表示出來,可得3種模式下焊接工藝參數對接頭抗剪強度的影響規(guī)律曲線,如圖1~圖3所示。圖1為恒流模式下的焊接工藝參數影響,接頭抗剪強度隨焊接電流升高而增大,焊接電流為3.8 kA時抗剪強度達到最大值;接頭抗剪強度隨焊接時間和電極壓力均呈現先增加后減小的規(guī)律,最優(yōu)焊接時間為8 ms,最優(yōu)電極壓力為40 N。圖2和圖3分別為恒功率模式和恒壓模式下焊接工藝參數對接頭抗剪強度的影響規(guī)律曲線,呈現出與恒流模式下相同的影響規(guī)律。恒功率模式下,最優(yōu)焊接功率為6 kW、最優(yōu)焊接時間為8 ms、最優(yōu)電極壓力為30 N。恒壓模式下,最優(yōu)焊接電壓為1.55 V、最優(yōu)焊接時間為5 ms、最優(yōu)電極壓力為60 N。
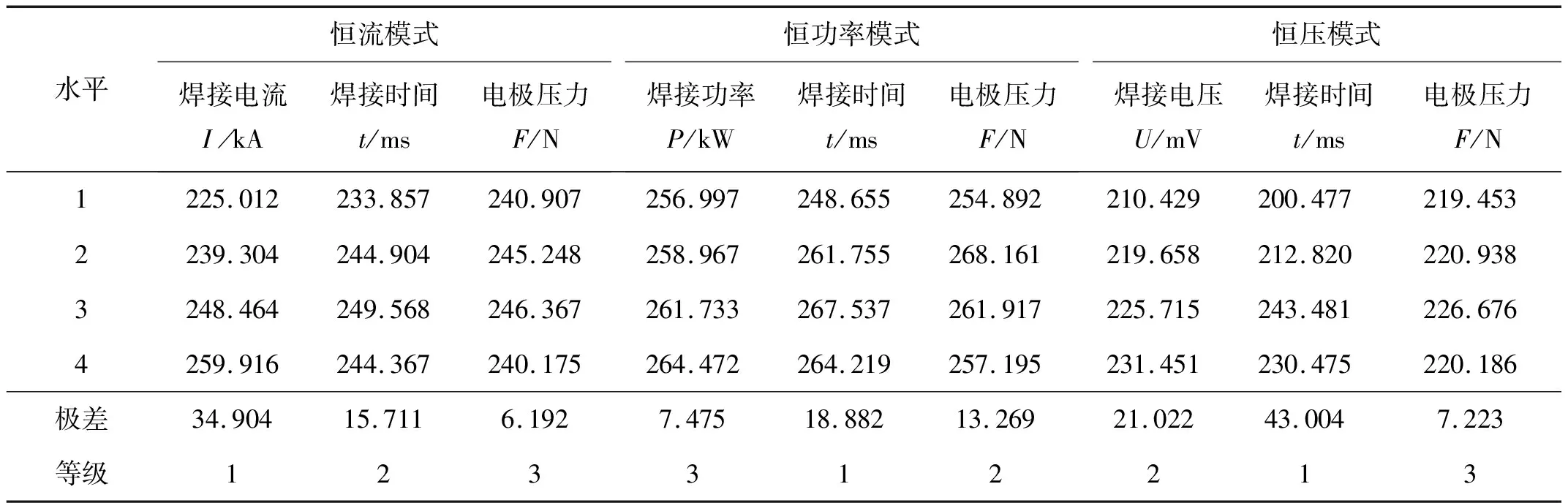
表5 極差分析結果
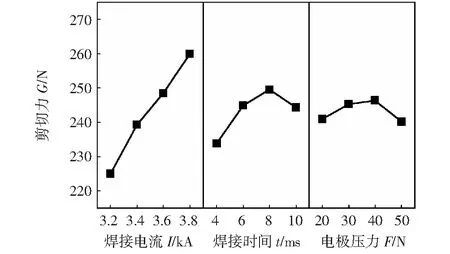
圖1 恒流模式下工藝參數對接頭抗剪強度的影響
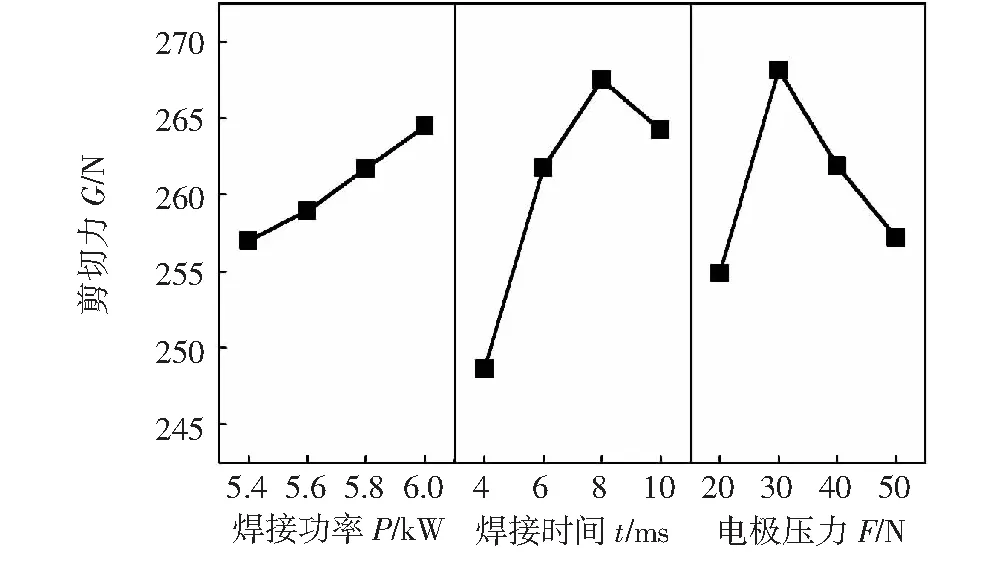
圖2 恒功率模式下工藝參數對接頭抗剪強度的影響
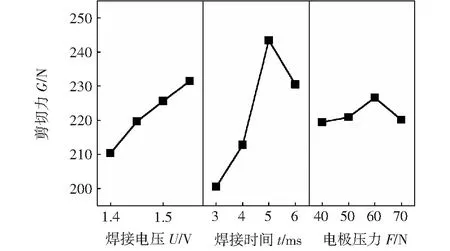
圖3 恒壓模式下工藝參數對接頭抗剪強度的影響
由圖1~圖3可知,3種模式下焊接工藝參數與接頭抗剪強度呈現相同的變化規(guī)律。焊接電流、焊接功率、焊接電壓與焊接時間均是通過改變焊接區(qū)域的熱量而影響焊點質量,參數較小時,焊接區(qū)域產熱較少,形成的熔核尺寸也較小,接頭抗剪強度不足;參數過大時會使熱量過高產生飛濺等現象,接頭抗剪強度下降。電極壓力通過影響焊接過程中熔融金屬冷卻時的微觀形貌而影響焊點質量,壓力過大時會使焊接區(qū)接觸面積增大,總電阻與電流密度減小,焊接區(qū)散熱增加,熔核尺寸下降,繼而抗剪強度下降。恒壓模式下的電極壓力較大,總電阻減小,電壓恒定,焊接區(qū)域能量增大。
由圖1~圖3可得3種模式下的最優(yōu)焊接工藝參數及其試樣的拉伸測試結果,見表6。最優(yōu)工藝參數焊接的所有試樣的剪切力均有一定程度的提高,驗證了田口分析在確定微電阻點焊最優(yōu)參數的有效性,且3種模式最優(yōu)參數組下的試樣具有相近的接頭抗剪強度。
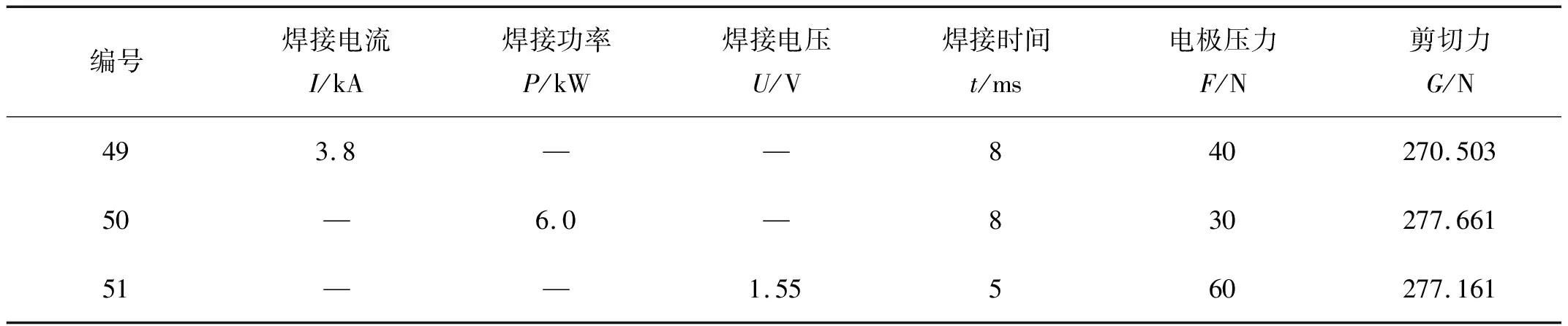
表6 3種模式下最優(yōu)工藝參數與焊接效果對比
2.2 不同控制模式下接頭性能分析
49號、50號及51號試樣接頭的截面形貌如圖4所示。3種控制模式下接頭截面形貌相似,焊接區(qū)域金屬熔融緊密連接,未存在氣孔、裂紋等缺陷,熔核區(qū)板厚略小于周邊母材處。
49號、50號及51號試樣經剝離試驗得到的熔核表面形貌如圖5所示。49號、50號及51號試樣的熔核尺寸均在1.7 mm左右,熔核的外部均有一層寬度約0.13 mm的塑性環(huán)區(qū)域。塑性環(huán)是焊接過程中液態(tài)熔核周圍形成的高溫固態(tài)金屬區(qū),該區(qū)域也有助于提升點焊接頭的承載能力。由圖4和圖5可知,3種模式下的試樣接頭截面形貌和熔核尺寸相似,說明在3種模式下最優(yōu)焊接工藝參數條件下得到的接頭具有相近的物理性能。

圖4 焊接接頭橫截面形貌
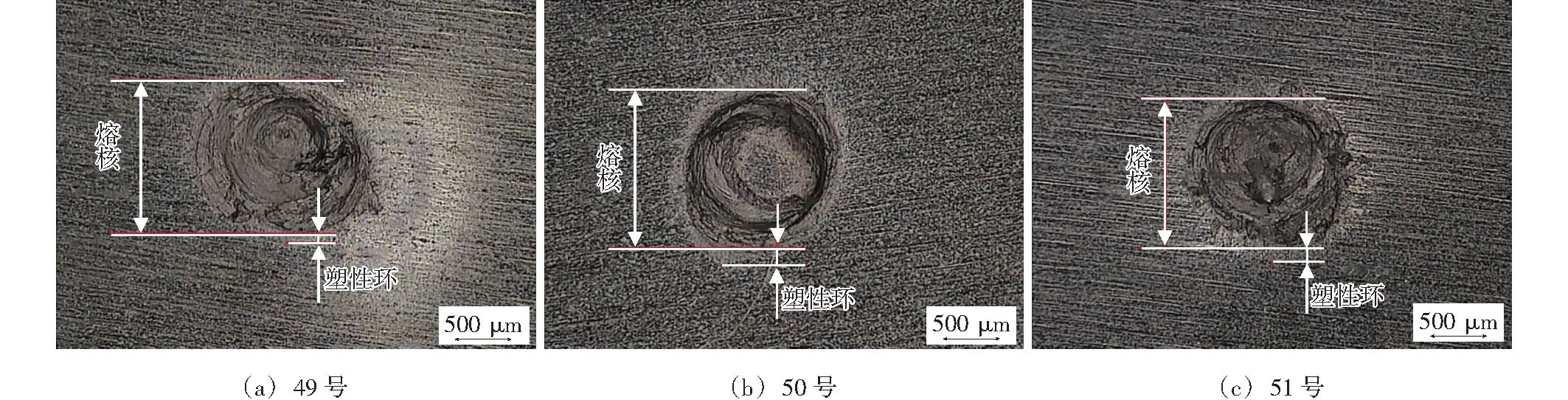
圖5 熔核表面形貌
2.3 不同控制模式下熔核形成過程分析
上述3種模式下最優(yōu)工藝參數焊接過程的電信號曲線如圖6所示。圖6a為恒流模式下的焊接過程電信號曲線:電流保持相對穩(wěn)定,電壓呈現先增加后減小的變化規(guī)律。圖6b為恒功率模式下的焊接過程電信號曲線:焊接電流呈緩升趨勢,焊接電壓呈緩降趨勢。圖6c為恒壓模式下的焊接過程電信號曲線,電壓保持相對穩(wěn)定,電流呈先減后增態(tài)勢。
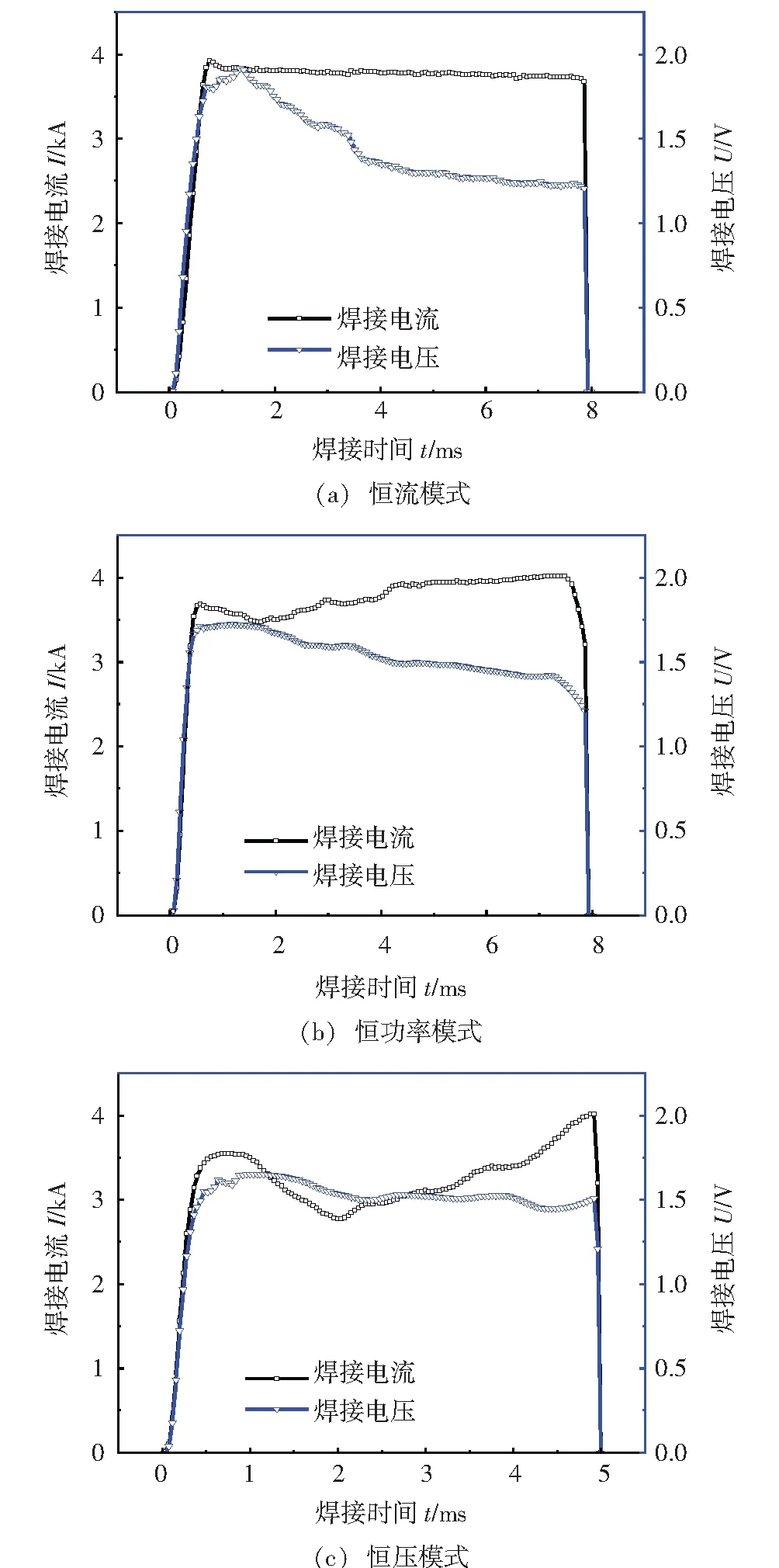
圖6 焊接過程電信號曲線圖
由圖6可得3種模式下焊接過程動態(tài)電阻變化曲線,如圖7所示。3種模式下動態(tài)電阻曲線都呈現先增加后降低再增加再降低的變化規(guī)律。在焊接初始階段,焊接電流通過電極對金屬薄片進行加熱,金屬表面接觸點被率先加熱,電阻隨溫度的升高而迅速增加,瞬間達到峰值A。該階段焊接區(qū)域大部分仍處于冷卻狀態(tài),此時主要變化電阻為收縮電阻[10]。隨后,試樣表面薄膜被擊穿,薄膜電阻迅速降低并消失造成動態(tài)電阻急劇下降至波谷值B,此時焊接區(qū)金屬未熔化,但有明顯的加熱痕跡。
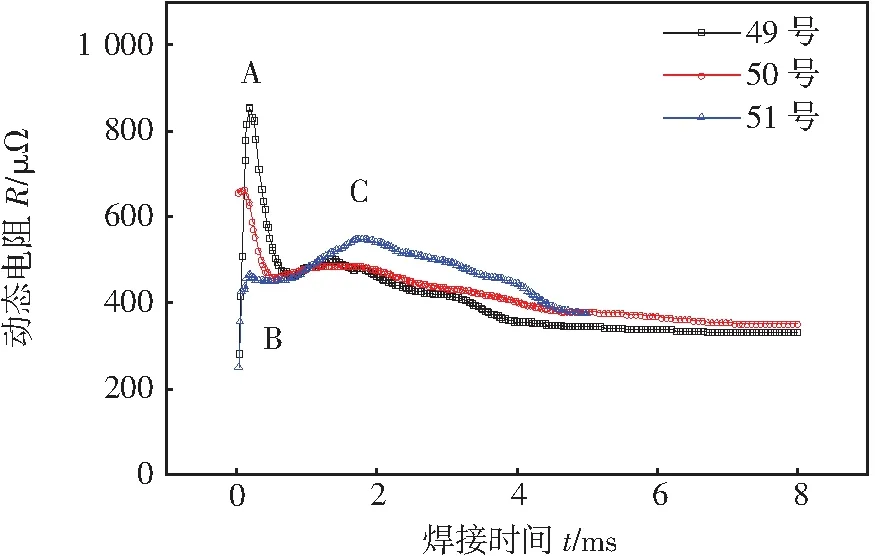
圖7 動態(tài)電阻曲線圖
波谷之后,動態(tài)電阻再次增加至峰值C,此時收縮電阻也開始減小并消失,動態(tài)電阻主要為體電阻。此時體電阻的變化主要有兩方面,一方面是由于溫度的升高,體電阻增大;另一方面,由于材料軟化,在電極壓力作用下,電流路徑的面積增大,長度減小,體電阻減小[11]。此階段溫度的升高會導致被焊區(qū)域金屬局部熔化,由固相變?yōu)橐合啵c固相鎳相比,液相鎳的電阻率要高得多,體電阻增大。因此在該階段動態(tài)電阻處于上升狀態(tài)并逐漸達到溫度穩(wěn)定點。
在峰值C以后,動態(tài)電阻再次下降,此時輸入功率作為潛熱消耗,焊點溫度不再升高。繼續(xù)加熱使熔化區(qū)與塑性環(huán)不斷擴展,金屬不斷由固相變?yōu)橐合啵捎诶@流現象,電流流通截面增大,電阻減小;同時,由于金屬明顯軟化,接觸面積迅速增大,電流場邊緣效應減弱,焊接區(qū)電阻減小,曲線下降。
與49號試樣的動態(tài)電阻曲線圖相比,50號試樣的峰值點A較低。在焊接初期,50號試樣的焊接區(qū)能量增長速度小于49號試樣,焊接區(qū)熱量更少,收縮電阻變化情況小于49號試樣。隨后收縮電阻繼續(xù)增大,但薄膜電阻開始迅速下降,在兩方面綜合作用下,動態(tài)電阻曲線下降,并達到相近的波谷值B。此后在恒功率輸出模式下,焊接區(qū)能量增長速度處于平穩(wěn)狀態(tài),其第二段動態(tài)電阻上升與下降曲線相較于49號試樣更為平緩。平穩(wěn)的能量輸入使熔化區(qū)與塑性區(qū)的擴展較49號試樣緩慢,不易產生飛濺等。
與樣件49號試樣和50號試樣相比,51號試樣的動態(tài)電阻峰值點A最小。這是由于在焊接初期,51號試樣較大的電極壓力對金屬表面薄膜產生了一定程度的破壞。同時,表面薄膜的破壞也導致了51號試樣電阻曲線在之后的下降段表現不明顯,緩降至波谷值B。隨后電阻曲線開始上升,由于51號試樣的輸入功率較小,在這一階段收縮電阻仍在增大,同時中心區(qū)域的熔化進一步促使動態(tài)電阻增大,因此51號試樣電阻曲線的第二次上升較樣件49號試樣和50號試樣更為顯著,達到的峰值點C更高。峰值點C后電阻不斷下降至與49號試樣和50號試樣相近,但平均電阻仍高于二者,在這一階段,焊接區(qū)域外圍收縮電阻不斷下降至消失,同時熔化區(qū)不斷向周邊擴展。
2.4 不同控制模式下能耗分析
由圖6可得3種模式下焊接過程焊接功率變化曲線,如圖8所示。
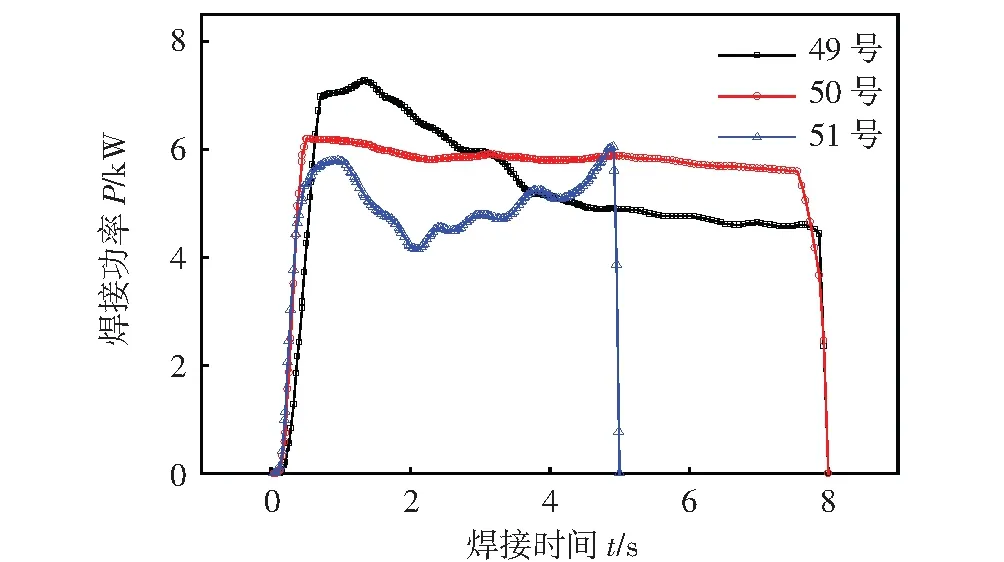
圖8 焊接功率曲線圖
49號試樣在焊接初期,能量輸出最大。此階段,焊接區(qū)域金屬表面薄膜已被破壞,部分區(qū)域已經熔化,且熔化區(qū)與塑性區(qū)處于不斷擴展的狀態(tài)。峰值過后,輸入功率快速下降并趨于平穩(wěn)狀態(tài),這一階段的輸入功率作為潛熱消耗用于熔核擴張。由此可知,恒流模式下初期高能量的輸入能使焊接區(qū)域在更短時間內進入熔化狀態(tài),但過快的能量增長速度也易使焊接在初期產生飛濺等現象,影響焊接質量。50號試樣的輸入功率恒定,在整個焊接過程中的能量增長速度較49號試樣與51號試樣更為穩(wěn)定,不易產生飛濺等不良現象,焊接質量良好。51號試樣的功率曲線在焊接前半段呈現先增后減的趨勢,初始階段迅速增加至第一個功率峰值,在該階段內能量的輸入主要用作破壞金屬膜,對接觸面加熱加壓使減小微觀粗糙。隨后功率曲線下降,后降至極小值,這一階段內能量輸入速度減緩,在緩慢的熱量積累中焊接區(qū)域逐漸形成熔核。在極小值后功率曲線整體呈上升趨勢,此階段熔核快速擴張。
3種模式下熔核的形成過程所需的能耗可由式(1)計算
(1)
式中:t1,t2分別表示功率輸入的起始與截止時間;P(t)為功率隨時間的變化函數。
根據圖6和式(1)計算可得,49號、50號與51號試樣焊接過程能耗分別為41.2 J,44.12 J和 23.73 J。由此可知,恒壓模式下熔核形成過程能耗遠小于恒流模式和恒功率模式。
3 結論
(1)恒流、恒壓和恒功率控制模式下優(yōu)化焊接工藝參數獲得的焊接接頭抗剪強度、熔核尺寸和微觀形貌相似。恒流模式下焊接電流對接頭抗剪強度影響最大,恒功率模式與恒壓模式下焊接時間對接頭抗剪強度影響最大。
(2)恒流、恒壓和恒功率控制模式下焊接過程動態(tài)電阻曲線均呈現先增加后降低再增加再降低的變化規(guī)律,與恒流和恒功率模式相比,其電極壓力更大,大電極壓力使其表面薄膜破壞更快,焊接區(qū)接觸面積更大,有利于熔化區(qū)與塑性環(huán)的生長。
(3)恒流、恒壓和恒功率控制模式下焊接過程功率曲線特征差異較大,恒壓模式下焊接過程能耗明顯低于恒流模式和恒功率模式。