消除應力回火對30CrMnSiNi2A真空電子束焊接頭組織和力學性能的影響
2022-06-07 07:22:48陳素明楊平賀韡張錳王文博張兵憲
焊接 2022年3期
陳素明,楊平,賀韡,張錳,王文博,張兵憲
(1.中航西安飛機工業集團股份有限公司,西安 710089;2.空軍裝備部駐西安地區第一軍事代表室,西安 710089)
0 前言
30CrMnSiNi2A合金鋼是一種性能優良的航空航天結構材料,主要用作飛機的起落架、平尾大軸、發動機架及高壓連接件等重要結構部件,焊接結構是其應用的主要形式之一[1-3]。但該鋼在焊接過程中易出現淬硬組織,從而造成焊縫硬度高、脆性大,對焊接冷裂紋較敏感[4-7]。一般在工程應用當中采取焊后立即高溫回火,以降低焊縫中的氫含量和焊接過程產生的應力,從而避免產生裂紋。但是飛機零件結構復雜,一個組件常由幾個零件組成,需進行多次焊接,每次焊后必須進行高溫回火,多次回火是否影響焊接接頭的組織和性能,國內文獻對此類論題鮮有研究。
文中針對30CrMnSiNi2A超高強度鋼電子束焊接接頭試驗件分別進行一次消除應力回火和三次消除應力回火,來研究消應力回火處理對零件組織和性能的影響,同時研究了焊接接頭疲勞性能與熱處理原材料疲勞性能的差異,對30CrMnSiNi2A真空電子束焊接工藝的實際生產操作起到了指導意義。
1 試驗內容及方法
1.1 試驗材料
試驗用料為15 mm厚30CrMnSiNi2A超高強度鋼鍛件板材,成分符合GJB 1951A—2020《航空航天用優質結構鋼棒規范》標準要求,熱處理狀態為正火+高溫回火。機械加工為300 mm×200 mm×7.5 mm和300 mm×200 mm×10.5 mm焊接試板,焊接試驗的接頭形式為鎖底對接,如圖1所示。焊接設備為法國泰克米特GENVOA98型真空電子束焊機,試件焊接工藝參數見表1。
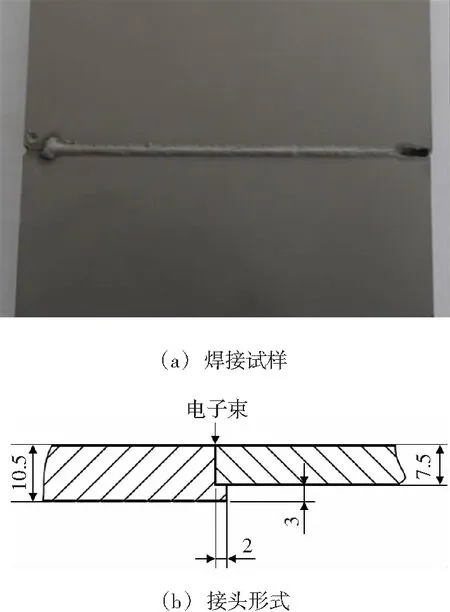
圖1 焊接試樣及接頭形式

表1 30CrMnSiNi2A試件焊接工藝參數
1.2 試驗方法
為考察消除應力回火對焊接接頭組織和性能的影響,對30CrMnSiNi2A焊接試驗件在焊接后立即進行消除應力回火,試驗組分為2組:一組為電子束焊+一次消除應力回火+無損檢測+最終熱處理;另一組為電子束焊+連續三次消除應力回火+無損檢測+最終熱處理,30CrMnSiNi2A原材料不經過消應力退火直接進行最終熱處理作為對照組。消除應力回火:660 ℃×70 min。最終熱處理:900 ℃×120 min淬火,水冷,180~230 ℃×60 min等溫。
力學性能試驗根據GB/T 228.1—2010《金屬材料 拉伸試驗 第1部分:室溫試驗方法》進行。試樣為板材試樣,厚度5 mm,焊縫在試樣長度中心位置,拉伸性能測試在AG2501CNE拉伸試驗機上進行;疲勞試驗按照GB/T 3075—2008《金屬材料 疲勞試驗 軸向力控制方法》和HB 5287—1996《金屬材料軸向加載疲勞試驗方法》標準進行,試驗件尺寸如圖2所示。
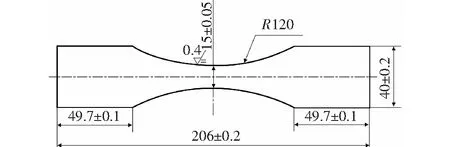
圖2 疲勞試樣尺寸
高周疲勞試驗的加載波形為正弦波,試驗加載頻率f=100~150 Hz,應力比R=0.06。采用成組法測定5個應力水平下疲勞壽命,每級應力水平下至少5個試樣。使用升降法測定1×107次循環對應的疲勞強度,得到5個升降對,4級應力水平左右。焊接接頭及母材金相組織觀察在LEICA DMI5000M金相顯微鏡上進行;斷口掃描電鏡觀察試驗參照GB/T 16594—2008《微米級長度的掃描電鏡測量方法通則》進行。
2 試驗結果與分析
2.1 力學性能分析
拉伸試驗結果見表2。未焊接原材料、焊接后一次消應力和三次消應力回火拉伸性能相差不大,說明焊接后一次消應力和三次消應力均未降低材料的拉伸性能。同時,一次消應力焊接件和三次消應力焊接件拉伸試驗均斷在非焊縫(母材)位置,如圖3所示,焊縫的拉伸性能高于母材。
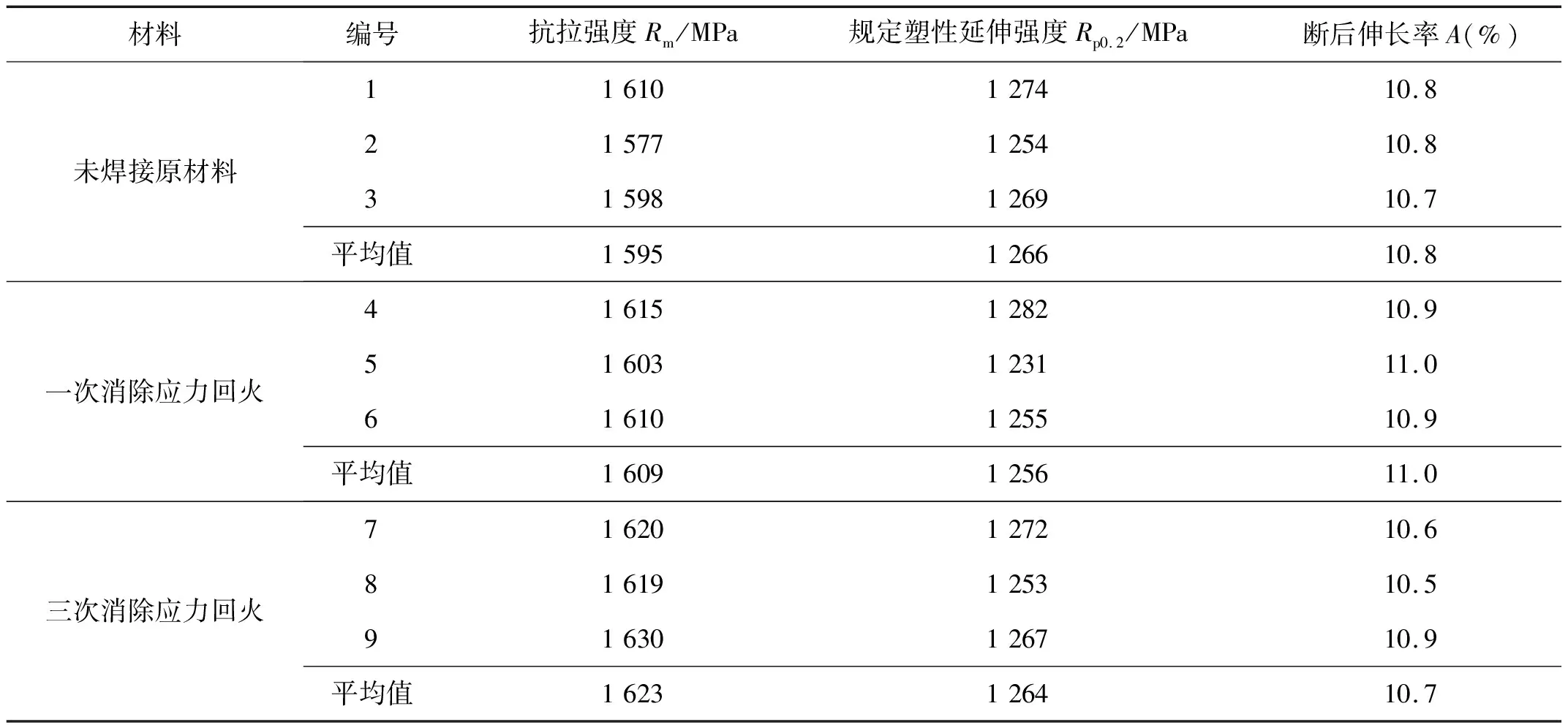
表2 拉伸試驗結果
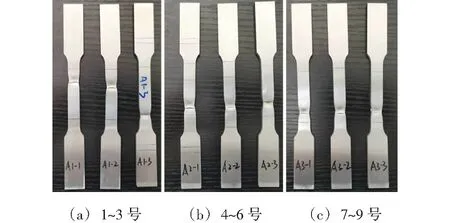
圖3 拉伸試驗斷裂試樣
2.2 微觀組織分析
對原材料和焊接件進行金相觀察,結果如圖4~圖6所示。30CrMnSiNi2A金相組織主要為板條狀馬氏體,板條界線清晰,并可觀察到少量奧氏體[8],如圖4所示。一次消應力焊件金相組織中未觀察到焊縫和非焊縫區(母材)的明顯界線,對比圖4和圖5b,非焊縫區金相組織與原材料試樣金相組織相近,說明一次消應力未對非焊縫區(母材)產生較大影響。對比圖5a和圖5b,焊縫區主體為板條狀馬氏體,但相比非焊縫區,產生更多奧氏體。圖6中,三次消應力焊件金相組織中,焊縫和非焊縫馬氏體較難分辨,判斷為三次消應力過程中馬氏體出現相變。對比圖5a和圖6a,三次消應力焊件相比一次消應力焊接件焊縫處馬氏體形貌產生一定差異,單個板條馬氏體組織變粗大,同時板條馬氏體數量減少。這是由于回火處理使得材料轉變為回火索氏體,多次回火過程,發生滲碳體的球化和聚集長大,使得組織中元素偏聚嚴重,同時α相發生再結晶和晶粒粗化。最終熱處理過程奧氏體化時間較短,元素偏析無法恢復,等溫淬火后得到粗大的板條狀馬氏體組織及少量片狀馬氏體組織。
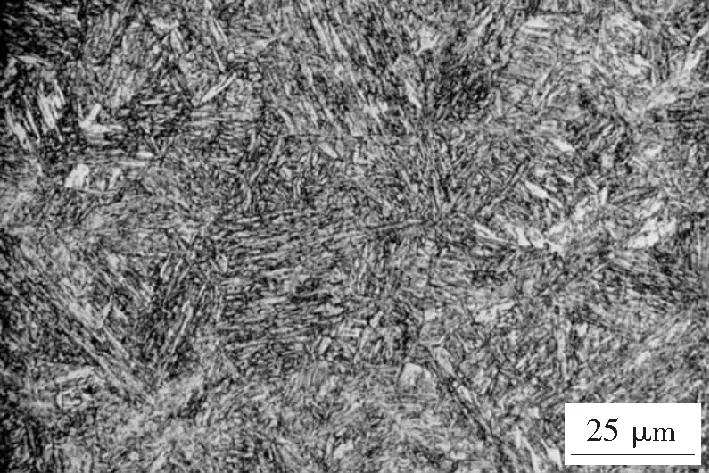
圖4 原材料金相組織
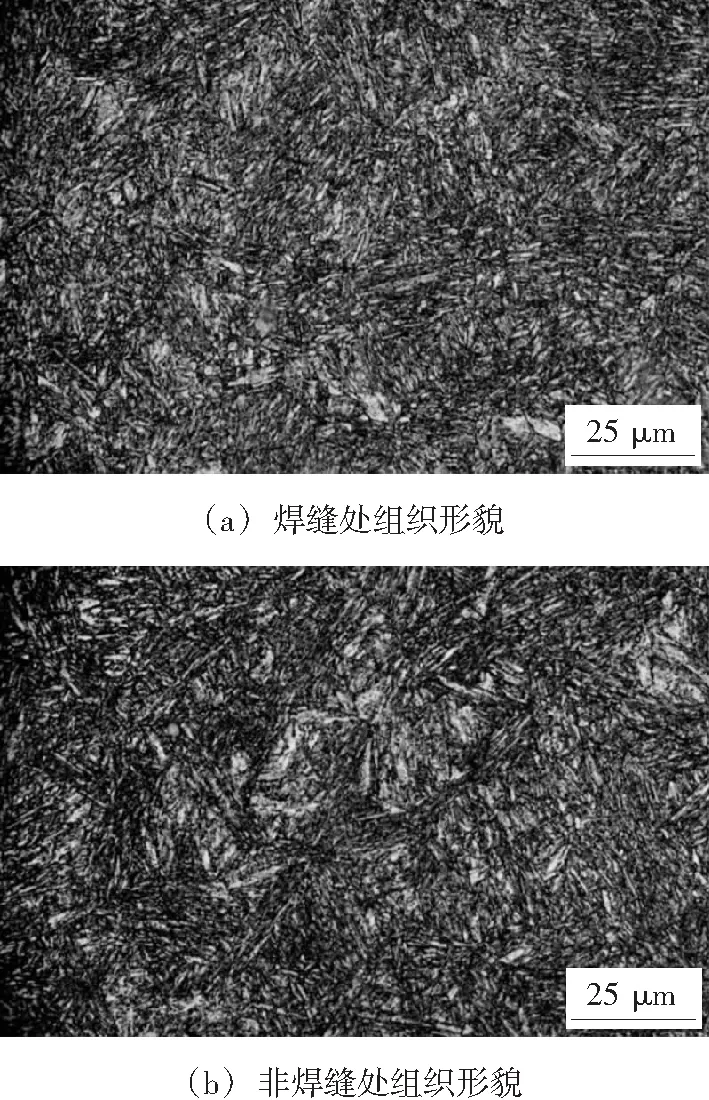
圖5 一次消應力金相組織圖
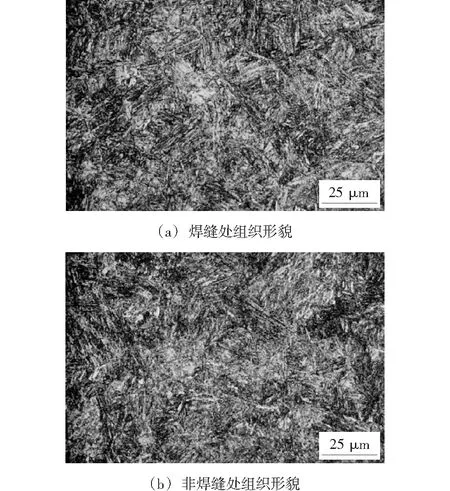
圖6 三次消應力金相組織圖
2.3 疲勞性能分析
母材、一次消除應力回火接頭和三次消除應力回火接頭疲勞性能試驗結果對比如圖7所示。由圖7可以看出,在高應力區,疲勞壽命在3×104~3×105,母材、一次消除應力回火接頭和三次消除應力回火接頭疲勞性能相差不大;在低應力疲勞極限區,疲勞壽命在3×105~1×107,母材、一次消除應力回火接頭和三次消除應力回火接頭疲勞性能相差明顯,相比母材的疲勞極限,一次消除應力回火接頭疲勞極限降低了11%,三次消除應力回火接頭疲勞極限降低了18%;相比一次消除應力回火的疲勞極限,三次消除應力回火疲勞極限降低8%。
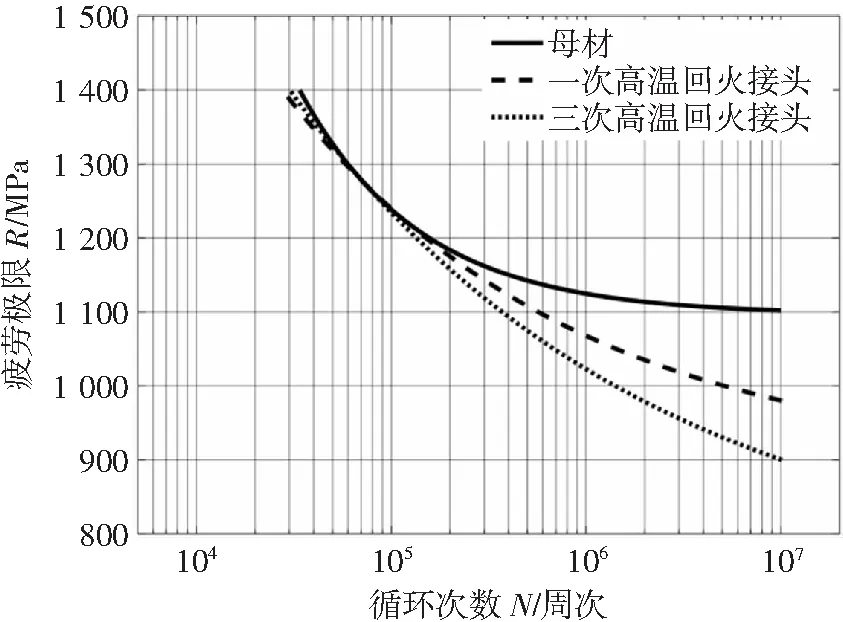
圖7 疲勞性能試驗數據對比
2.4 疲勞斷口分析
疲勞試驗結束后,挑選母材典型斷口進行掃描電鏡觀察。母材疲勞斷口掃描電鏡觀察照片如圖8所示,包含裂紋源位置、裂紋源區細節、裂紋擴展區和瞬斷區。母材裂紋萌生位置主要為角部,裂紋源附近可以觀察到裂紋擴展區,呈放射狀擴散,可以觀察到疲勞條帶及二次裂紋。瞬斷區可以觀察到韌窩,為典型韌性斷裂形貌。
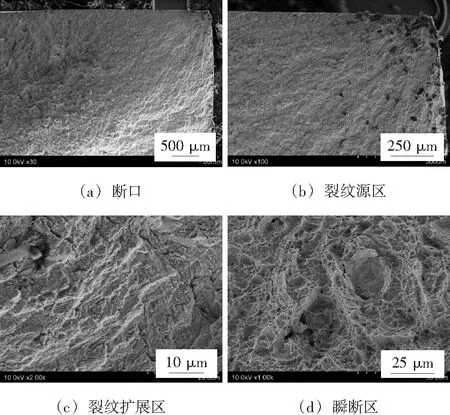
圖8 母材典型疲勞斷口
挑選一次消除應力回火接頭的典型斷口進行掃描電鏡觀察。一次消除應力回火接頭疲勞斷口掃描電鏡照片如圖9所示。一次消除應力回火接頭裂紋萌生位置主要為焊縫氣孔處及角部,氣孔為規則圓形。且氣孔尺寸主要集中在50~60 μm。裂紋源附近可以觀察到裂紋擴展區,呈放射狀擴散,可以觀察到疲勞條帶及二次裂紋。瞬斷區可以觀察到韌窩,為典型韌性斷裂形貌。
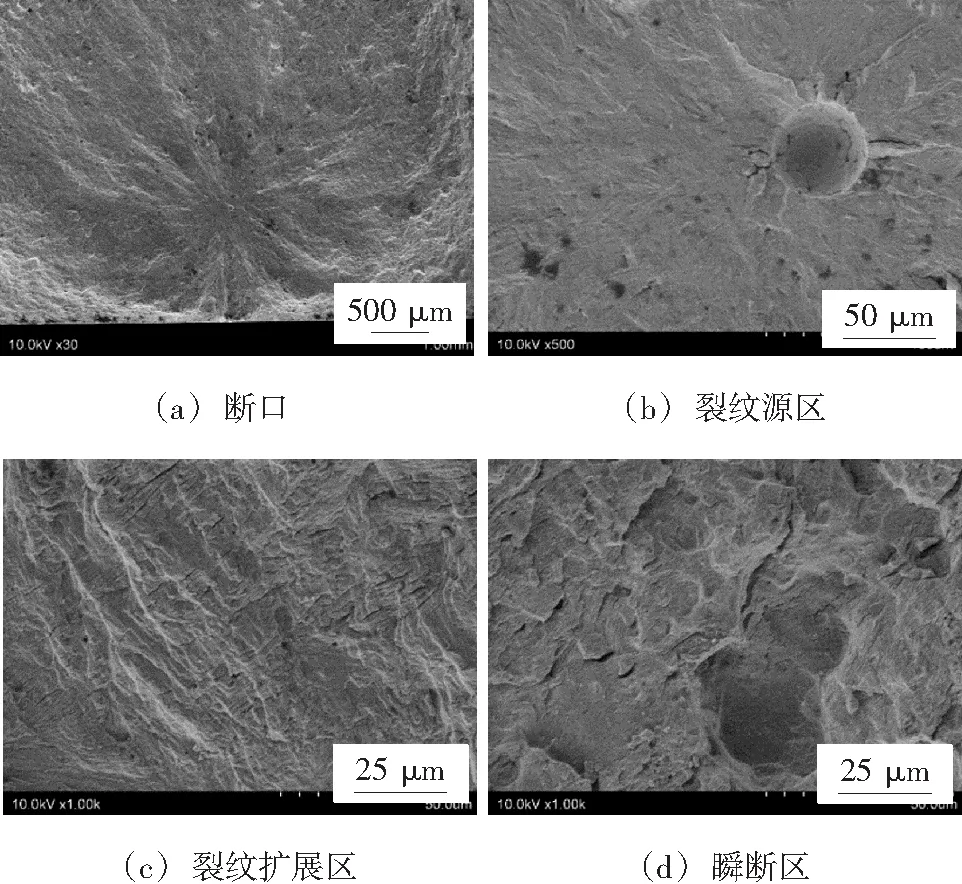
圖9 一次消除應力回火接頭典型疲勞斷口
挑選三次消除應力回火接頭的典型斷口進行掃描電鏡觀察。三次消除應力回火接頭疲勞斷口掃描電鏡觀察照片如圖10所示。三次消除應力回火接頭裂紋萌生位置主要為焊縫氣孔處以及角部,氣孔為規則圓形。且氣孔尺寸主要集中在40~60 μm。裂紋源附近可以觀察到裂紋擴展區,呈放射狀擴散,可以觀察到疲勞條帶及二次裂紋。瞬斷區可以觀察到韌窩,為典型韌性斷裂形貌。
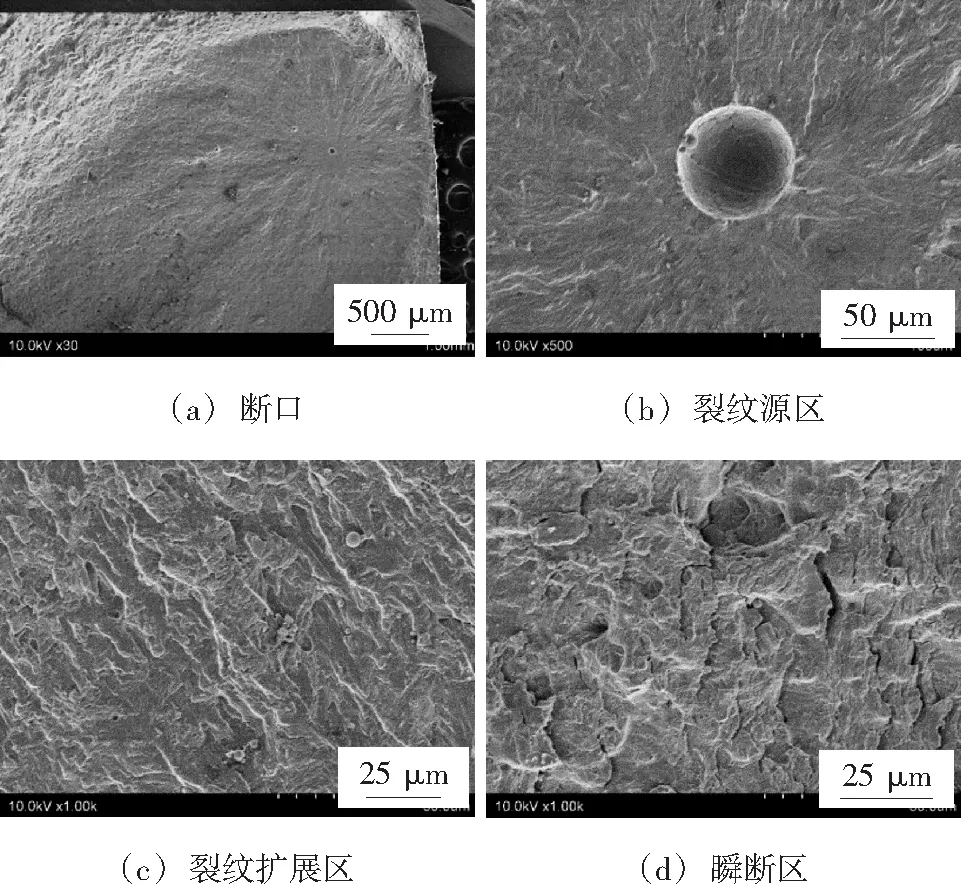
圖10 三次消除應力回火接頭典型疲勞斷口
從斷口形貌看,焊縫區氣孔對疲勞壽命的影響較明顯,導致一次、三次消除應力疲勞極限較原材料有明顯下降,但在高應力區差距較小。低應力水平下,試驗載荷不能引起材料的塑性變形,而微小氣孔的存在造成局部應力集中,在微觀水平上影響應力分布,有助于裂紋形核,特別是對于超高強度材料,缺陷敏感性更高,氣孔缺陷對疲勞極限的影響顯著。而在高應力水平下,試驗載荷足以使材料產生塑性變形,氣孔對疲勞性能的影響降低,在氣孔處形成裂紋源的概率減小。
3 結論
(1)原材料經過焊接與多次消除應力回火,其拉伸性能無顯著變化,焊縫強度要高于母材。
(2)材料的疲勞性能產生了一定的降低,回火次數增多,材料的疲勞極限降低顯著。
(3)焊縫區氣孔對疲勞壽命的影響較明顯,導致一次、三次消除應力疲勞極限較原材料有明顯下降,但在高應力區差距較小。
(4)金相組織觀察發現,三次消除應力及等溫淬火后得到粗大的板條狀馬氏體組織及少量片狀馬氏體組織。片狀馬氏體組織的產生導致材料中產生一定的顯微裂紋,在疲勞加載中容易擴展為宏觀裂紋,導致疲勞壽命相較一次消應力回火明顯下降。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24