低硬度P91鋼現場安全性評價及更換技術
2022-06-07 07:22:50馬志寶蔡文河李煒麗林宗賀董樹青李飛
焊接 2022年3期
馬志寶,蔡文河,李煒麗,林宗賀,董樹青,李飛
(1.中國大唐集團科學技術研究院有限公司華北電力試驗研究院,北京 100040;2.河北大唐國際唐山熱電有限責任公司,河北 唐山 063015)
0 前言
P91鋼具有良好的高溫持久強度和較佳的抗氧化性,廣泛應用于火力發電機組鍋爐高溫集箱、蒸汽管道等[1-4]。近年來,部分火電廠發現其P91鋼材質的集箱和管道硬度偏低,不滿足DL/T 438—2016《火力發電廠金屬技術監督規程》的要求185~250 HB。主要原因是早期ASME標準對其硬度無下限要求,大量低硬度P91投入運行;P91在二次加工過程中導致硬度降低;在現場組焊焊后熱處理過程中回火溫度過高,回火時間過長導致的P91軟化[5]。研究表明[6-8],低硬度P91其高溫持久強度隨硬度下降呈下降趨勢,160 HB硬度P91在540 ℃下的屈服強度和抗拉強度分別下降了57%和33%,外推1×105h的持久強度相較GB/T 5310—2017《高壓鍋爐用無縫鋼管》推薦值降低一半。可見低硬度P91高溫服役管道在運行中存在較大的安全風險,需要進行安全性評價和壽命評估。
經現場快速評估[9]后,部分高溫服役P91管道剩余壽命較短,需要進行更換處理。國內相關人員對火電機組P91管道現場焊接質量控制進行了大量的研究和現場實踐,取得了一些經驗[10-15],但是對低硬度管道的焊接和熱處理精準控制研究方面未見報道,且在P91管道現場焊后熱處理過程中,仍然存在焊后熱處理質量失控狀態[16],究其原因,主要在于熱電偶綁扎不牢,溫控儀表顯示偏差大及熱處理工藝制定不合理等。文中通過對某電廠低硬度P91主蒸汽管的安全性評價和更換操作實踐,為此類問題的解決提供參考。
1 P91主汽管道硬度檢測
1.1 概況
河北某30萬亞臨界機組于2004年1月投運,至今累計運行12萬余小時。該鍋爐由上海鍋爐廠供貨,型號為SG1025/17.6-M859,最大連續蒸發量1 025 t/h,主汽溫度為540 ℃,壓力為17.35 MPa,再熱蒸汽溫度540 ℃;燃燒方式為四角切圓燃燒。2020年9月,需要對6.3 m汽機平臺上主汽管道進行檢驗,材質為P91,規格Di273.05 mm×31 mm。檢測管道位置如圖1所示。
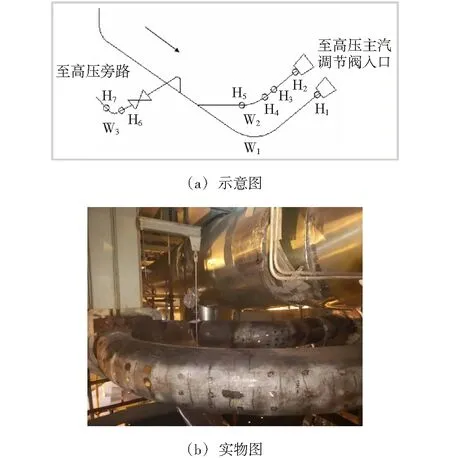
圖1 汽機6.3 m平臺主蒸汽管道位置示意圖及實物圖
1.2 硬度檢驗情況
現場采用瑞士 EQUOTIP 550便攜式里氏硬度計按GB/T 17394.1—2014《金屬材料 里氏硬度試驗 第1部分:試驗方法》對P91主汽管道彎頭、直管母材、焊縫和熱影響區進行檢驗,發現編號為W1,W2,W3局部硬度偏低,并采用便攜式布氏硬度計進行校核,檢驗結果如圖2~圖4所示。
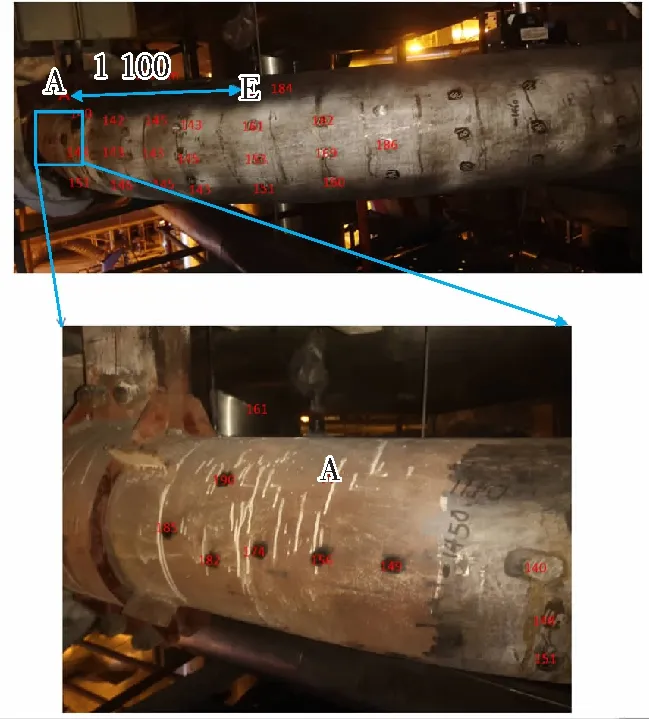
圖2 W1彎頭硬度檢測情況
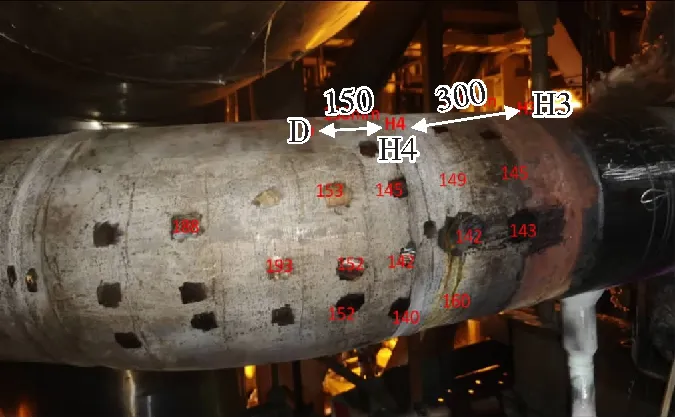
圖3 W2硬度檢測情況

圖4 W3硬度檢測情況
W1硬度偏低區域為背弧A-E點,長度約為1 100 mm,外弧中心線上下各125 mm。W2硬度偏低區域為背弧D點至H4焊縫左側,長度約為150 mm,外弧中心線上下各150 mm;H3-H4焊縫之間的短節,長度約為300 mm,硬度偏低點在順氣流方向以3點為中心線,上下各150 mm。W3硬度偏低區域為彎頭背弧一小部分區域,最低153 HB。
2 P91主汽管道快速壽命評估
W3為高旁管道,只是局部一小塊硬度偏低,153 HB,按DL/T 884—2019《火電廠金相檢驗與評定技術導則》制備現場金相,如圖5所示。組織中存在少許馬氏體板條的痕跡,且管道壁厚超過公稱壁厚,經計算可安全運行。
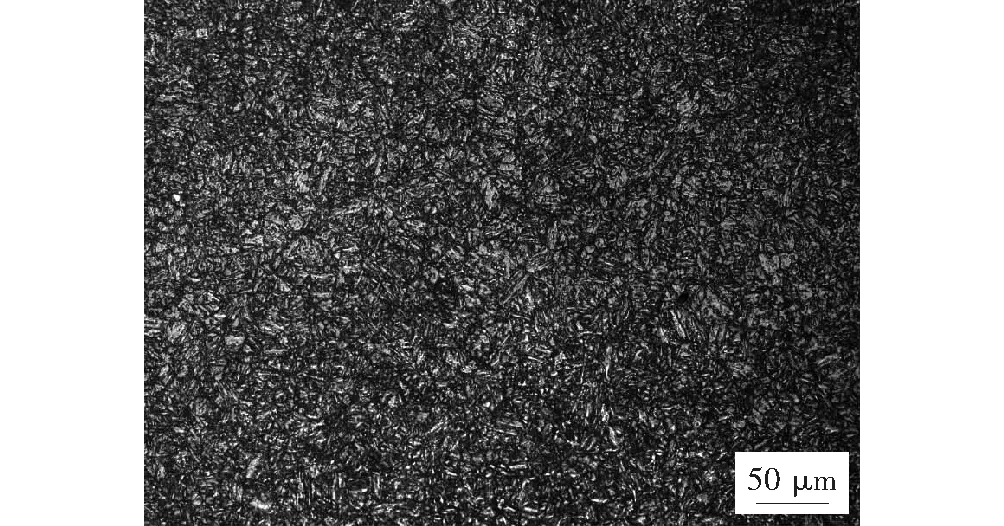
圖5 W3低硬度P91現場金相組織形貌
W1,W2為高壓主汽門前管道,φ335.05 mm×31 mm且有較大區域硬度在140~150 HB之間,采用快速評估技術[9]計算剩余壽命情況(安全系數1.5)見表1。由此可知,W1,W2剩余壽命不足以保證其安全穩定運行,需要進行更換處理。

表1 W1,W2彎頭剩余壽命計算
3 P91主汽管道更換處理
先將主汽門前管道固定,采用坡口切割機沿劃線位置進行切割,W1切割后兩道新焊口編號為H1,H2(沿汽流方向),W2和短節一起切割后兩道新焊口編號為H3,H4。切割過程中順帶將焊接坡口加工完成。然后將采購的新管進行裝配、焊接、熱處理、質量檢驗,更換完畢。
3.1 管道切割
先用槽鋼或拉鏈將切割管道兩頭固定住,確保低硬度管道切割后,留下管道不會產生位移,同時在切割過程中按DL/T 869—2012《火力發電廠焊接技術規程》要求將管道坡口加工成U形,坡口單邊角度10~15 ℃,鈍邊2 mm。管道固定及切割照片如圖6所示。
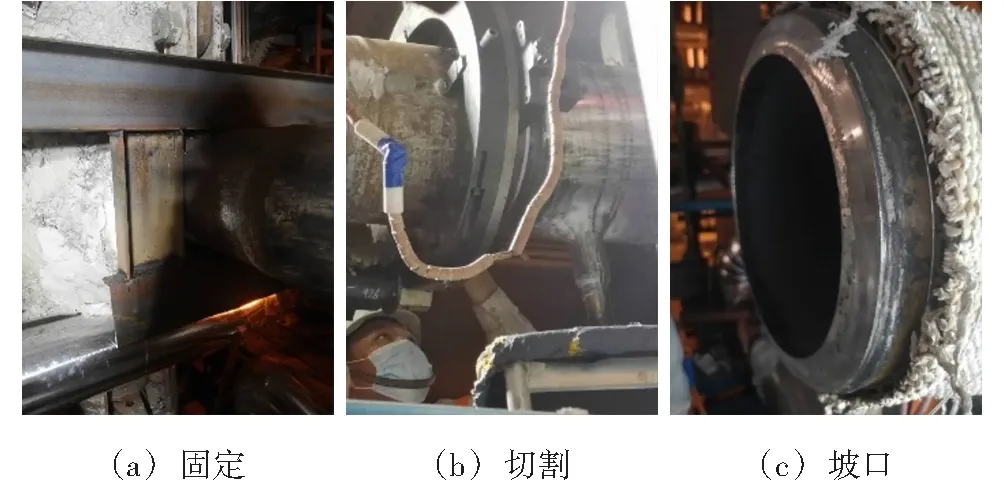
圖6 管道固定及切割
3.2 裝配
在裝配前應將焊件坡口表面及坡口每側20 mm范圍內(內、外壁或正、反面)的油、漆、垢、銹等清理干凈,直至發出金屬光澤。將新管道吊裝到合適位置,確保新管道與原有管道對中,坡口間隙2~4 mm,焊口局部錯口值不超過壁厚的0.1倍,即3.1 mm,進行裝配點固焊。點固焊用的焊接材料、焊接工藝和選定的焊工技術條件應與正式焊接時相同。
3.3 焊前準備
參加焊接的焊工須是BⅢ類鋼材考核合格的Ⅰ類焊工。氬弧焊絲使用前應除去表面油、垢等臟物,焊條焊前需進行350 ℃×1 h 烘干處理,烘干后的焊條應放在80~120 ℃的保溫筒內隨用隨取。
3.4 焊接
采用氬弧焊打底,焊條電弧焊填充的焊接方法,焊接工藝參數見表2。氬弧焊打底及焊條填充第一層焊道時,應在管子內壁充氬保護,氬氣保護范圍以坡口中心為準,每側各200~300 mm處,以可溶紙或其它可溶材料,用耐高溫膠帶粘牢,做成密封氣室。采用“氣針”從坡口間隙或“探傷孔”中插入進行充氬,開始時氬氣流量可為10~20 L/min,施焊過程中氬氣流量應保持在8~10 L/min。
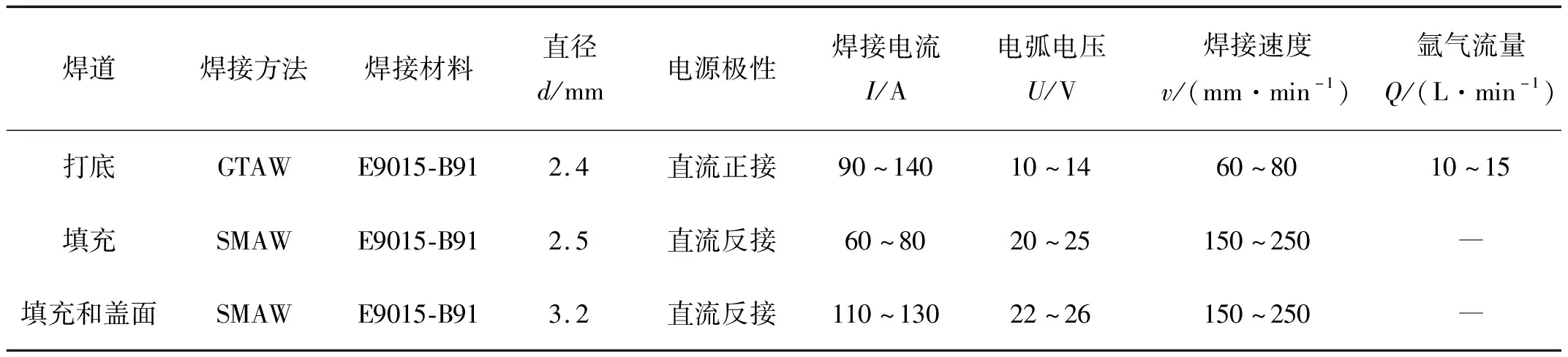
表2 焊接工藝參數
施焊前采用電加熱片對管道進行包裹加熱,升溫至200 ℃,確保焊接區兩側各不少于200 mm范圍內溫度在200 ℃以上。氬弧焊打底時層間溫度控制在150~200 ℃,且根部焊層厚度不小于3 mm。焊接過程中,施焊至“定位塊”處時,應將“定位塊”除掉,并將焊點用砂輪機磨掉,不得留有焊疤等痕跡,并以肉眼或低倍放大鏡檢查,確認無裂紋等缺陷后,方可繼續施焊。氬弧焊焊接2~3層后可采用焊條進行填充。
焊條電弧焊填充與蓋面時,宜采用較小電流,多層多道焊,層溫溫度控制在200~250 ℃,每根完整的焊條所焊接的焊道長度與該焊條的熔化長度之比應大于50%,每層焊道厚度不超過焊條直徑。焊條擺動的幅度,最寬不得超過焊條直徑的3倍,接頭部位要錯開。每層每道焊縫焊接完畢后,應用砂輪機或鋼絲刷將焊渣、飛濺等雜物清理干凈(尤應注意中間接頭和坡口邊緣),經自檢合格后,方可焊接下一層。焊縫應均勻、整齊、圓滑過渡,或采用角磨機打磨使焊縫圓滑過渡。焊接過程如圖7所示。焊接工作結束后,將焊接接頭冷卻到80~100 ℃保溫1~2 h。焊工應進行自檢,清理打磨焊縫表面,確認表面無裂紋之后,立即進行焊后熱處理。

圖7 焊接過程
3.5 焊后熱處理
熱處理工必須經過專業培訓,取得資格證書,持證(有效期內)上崗。熱處理工穿戴好勞動防護用品,防止燙傷。至少2人參與作業。采用陶瓷加熱片進行焊后熱處理,加熱寬度從焊縫中心起,每側不小于管子壁厚的7倍,即217 mm,控溫熱電偶布置在管子焊縫的12:00和6:00方向上,同時在距離焊縫邊緣50 mm處母材上布置兩根監測熱電偶,加熱片及熱電偶布置如圖8所示。
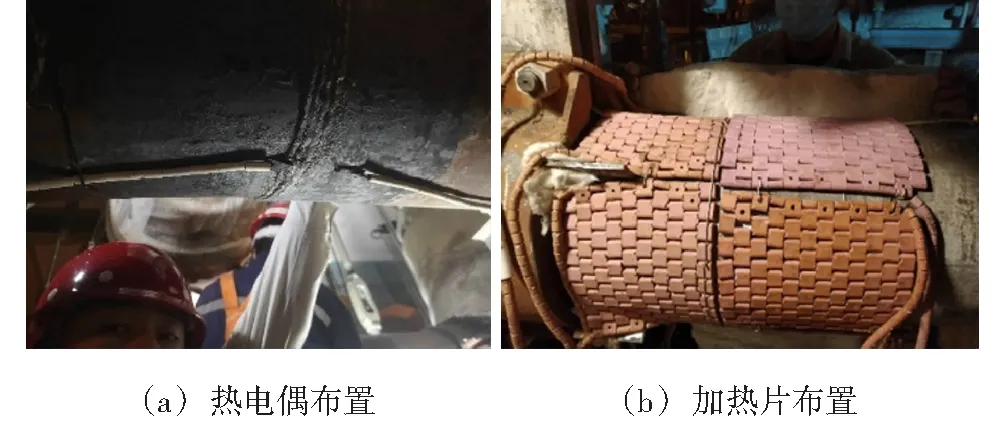
圖8 熱電偶和加熱片布置
焊后熱處理曲線如圖9所示。以不大于150 ℃/h的升溫速率升到740~760 ℃,保溫3 h,然后以不大于150 ℃/h的冷卻速率冷卻到300 ℃,300 ℃以下空冷。
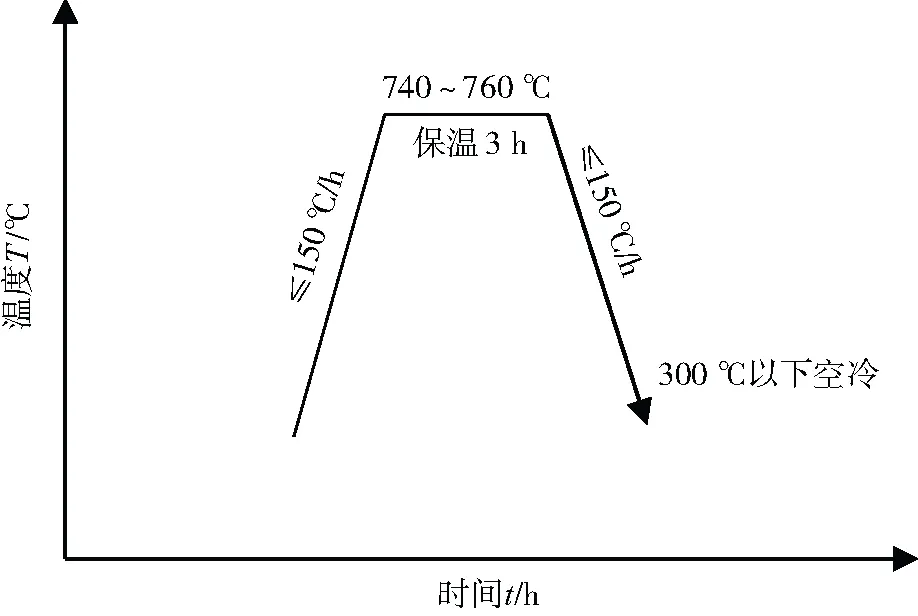
圖9 焊后熱處理曲線
3.6 質量檢驗
外觀檢驗:焊縫外觀成形良好,未見裂紋、未熔合、氣孔、夾渣等缺陷。
無損檢測:對焊縫和近縫區母材進行MT,UT檢測,未發現超標缺陷。
理化檢測:使用便攜式里氏硬度計對焊縫和近縫區母材進行測量,測量結果見表3。
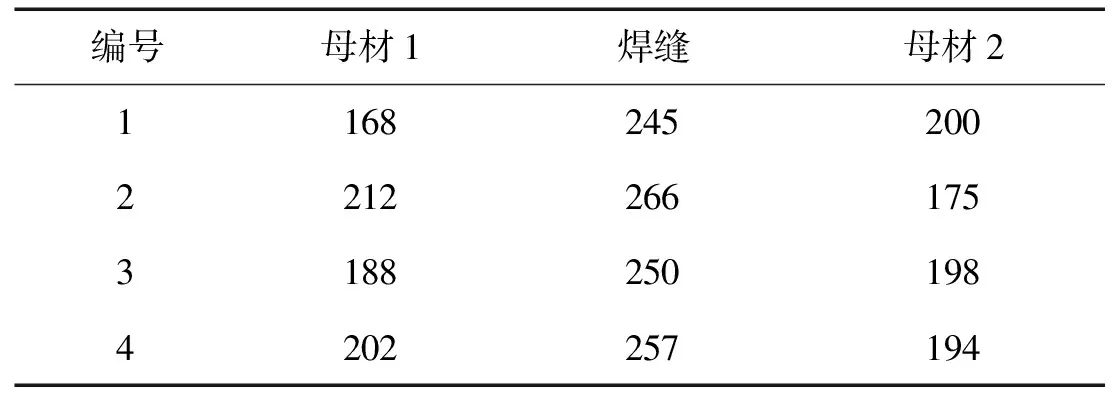
表3 更換后管道焊接接頭硬度檢測 HB
4 分析與討論
4.1 P91鋼硬度檢測準確性分析
硬度是材料抵抗彈性變形、塑性變形、劃痕或破裂等一種或多種作用的能力,既受試驗方法(里氏、布氏等)、試樣條件(如質量、厚度、表面粗糙度、表面硬化層等)因素的限定,又受材料物理性能、力學性能的影響。硬度因其與強度之間存在一定的正比關系,常被用來衡量設備性能的優劣。在檢修現場通常采用便攜式里氏硬度計進行硬度檢測,然后利用儀器自帶的換算功能將其轉換布氏硬度值。由文中表1低硬度P91彎頭快速壽命計算可知,硬度數值偏差10~20 HB時,剩余壽命偏差較大,最大相差近1.8×104h,因此對現場硬度檢測要求一定的準確性。
通過試驗對比發現,低硬度P91鋼管件的HBHLD值普遍低于臺式布氏硬度測量值。為此,國內蔡文河等專家[17-18]對此進行了深入研究,得出低硬度9Cr鋼管件依據GB/T 17394.4—2014《金屬材料 里氏硬度試驗 第4部分:硬度值換算表》將里氏硬度換算成布氏硬度存在偏差的主要原因在于,9Cr鋼馬氏體板條消失和碳化物析出長大導致位錯強化和固溶強化效果減弱,影響了其屈服強度和屈強比,并依據大量試驗數據,制定了適合高合金鋼里氏硬度換算成布氏硬度的行業標準DL/T 1845—2018《電力設備高合金鋼里氏硬度試驗方法》,極大的滿足了現場檢測需求。然而依據筆者大量現場經驗以及取樣與實驗室臺式硬度計比較,當P91硬度值低于160 HB時,建議在現場采用便攜式鏈式布氏硬度計進行校核,準確性較高,而采用便攜磁力式硬度計校核時存在較大偏差,這可能與磁力式硬度計在現場操作時受到管件形狀限制,吸附力不足,在操作過程中出現較大誤差有關。
4.2 P91鋼換管技術要求
DL/T 438—2009《火力發電廠金屬技術監督規程》規定,鋼管180~250 HB;DL/T 438—2016《火力發電廠金屬技術監督規程》規定,鋼管185~250 HB;ASME SA-35-2015《Specification for seamless ferritic alloy-steel pipe for high-temperature service》規定,鋼管≤250 HB;ASME SA-335-2017《Specification for seamless ferritic alloy-steel pipe for high-temperature service》規定,鋼管190~250 HB。從ASME規范的變化可以看出,對于P91鋼管從2013年以前不設定硬度下限,到2017年設定硬度下限為190 HB,而中國的電力行業標準從2009年就對P91鋼進行了下限規定,可見中國的電力標準超前于ASME標準要求。依據筆者現場經驗,為后續焊后熱處理留出一定的硬度下降量,建議采購P91新管的硬度控制在200~230 HB。
換管前,應對切口處管子進行硬度檢測,確保切口處管子的硬度不能太低,在可接受的范圍。否則更換新管后,經過焊接熱處理,切口處管子硬度會下降,導致更低,更換管道失去了意義,造成浪費,且限制于工期等原因,安裝上了有風險的管道。
焊接完成后,應進行無損和硬度檢測,硬度包括兩側母材和焊縫。硬度不合格時應進行金相檢驗。之前很少有施工單位進行母材硬度檢測,只進行焊縫硬度檢測,這是非常危險的,焊縫周圍母材的質量狀況也很重要,且是監督的重點。
4.3 低硬度P91鋼換管硬度下降量精準控制技術
W2管道切割后,剩余母材硬度在190~200 HB,因此后續焊接及熱處理可操性空間比較大。W1彎管切割時,特別是靠近斜三通側即圖2左側存在一限位吊架,切割位置受限,剩余母材硬度只有173 HB,后續與新管組焊和熱處理后,母材硬度很有可能下降到160 HB以下,依據表1的壽命計算,硬度為160 HB時,剩余壽命僅1.8×104h,很難滿足電廠(2~3)×104h的壽命需求。精準控制P91母材硬度下降量成為該次更換管道成敗的關鍵。
為盡可能控制P91母材硬度下降量,同時讓焊縫的硬度不能太高,根據現場施工條件,焊后熱處理方法選擇柔性陶瓷電阻加熱器。為實現溫度準確控制,采取了對控溫儀表進行校準,將熱處理機上的溫控儀表和熱電偶拿到熱工試驗室,與標準溫控儀表在同樣溫度下進行比對試驗,實現對熱處理上控溫儀表的精確校準。同時對焊后熱處理工藝進行調整,采用740 ℃保溫3 h的熱處理工藝,焊接完畢后先冷卻到室溫進行無損探傷,確保無缺陷后再進行焊后熱處理等一系列措施,成功將硬度下降量控制在5 HB左右。
P91鋼焊后回火熱處理的目的在于消除焊接殘余應力,改善焊縫及熱影響區金屬組織。一般來說,正常狀態的焊后熱處理不會改變近縫區母材的組織形態,只是使馬氏體組織產生進一步的回復,位錯發生對消,攀移,位錯密度下降,大量析出物主要沿原奧氏體晶界,馬氏體板條界、板條束界析出,回火馬氏體內部的板條結構仍然存在,此時P91鋼的強度會有一定的下降,但不會下降很多。但是焊后熱處理溫度較高,時間較長時,馬氏體組織中的板條將產生合并,逐漸變寬消失,并且板條的取向也不再清晰可見,取而代之的是馬氏體板條塊,同時在板條塊內部甚至形成小尺寸的亞晶粒晶核,發生再結晶導致鐵素體的產生,此時P91鋼的強度會大幅下降,硬度大幅降低。因此,要嚴格控制焊后熱處理工藝參數,對于本身硬度已無富裕量的P91母材經焊后熱處理時,要按標準要求的下限進行控制。
5 結論
(1)對低硬度P91進行安全性評價和快速壽命評估時,要確保現場硬度檢測的準確性。當P91硬度值低于160 HB時,建議采用便攜式鏈式布氏硬度計進行校核。
(2)在更換P91管道時,要確保切口處管子的硬度不能太低,在可接受的范圍內,同時采購的新管硬度建議在200~230 HB之間。
(3)對低硬度P91進行焊接和熱處理時,采取對控溫儀表進行校準,焊后熱處理工藝參數采用標準下限進行控制等措施,可實現P91焊縫近縫區母材硬度下降量的精準控制。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13