臨界反應距離法微細電化學高效加工大長徑比微電極
2022-06-08 03:53:46彭子龍劉聰李一楠蘭紅波
航空學報 2022年4期
彭子龍,劉聰,李一楠,蘭紅波
1.青島理工大學 山東省增材制造工程技術研究中心,青島 266520 2.青島理工大學 工業流體節能與污染控制教育部重點實驗室,青島 266520
隨著人類探索空天領域步伐的加快,對微動力系統提出更高的要求。目前,以微型燃氣渦輪發動機為代表的新型微動力裝置,成為主要研究方向。1997年美國麻省理工學院就已提出微型渦輪發動機的概念,并研制出硅基材料的微型渦輪發動機。微型渦輪發動機性能的進一步提高,使得從硅基材料向性能優異金屬合金的過渡成為必要途徑。微細加工技術是微小零件加工不可逾越的環節,人們開始嘗試特征結構在幾百微米尺度的金屬微結構的制作方法。哈爾濱工業大學利用微細電火花分層銑削方法制作了鎳基高溫合金渦輪-壓氣機一體化轉子結構,總長5 mm,葉片高度0.4 mm、葉片厚度0.1 mm。但是加工中存在的電極損耗嚴重、工具電極頻繁更換等問題影響加工精度。
隨著微細金屬結構制造特種加工方法的深入研究,特征尺寸在幾百微米以下的微孔、微槽等基本單元的可靠制造受到普遍關注。直徑在100 μm以下的微細工具電極的高效可靠制備更是該領域發展的基礎問題。近年來,圍繞該問題,全世界研究學者在理論和實驗研究方面開展了大量的研究工作,并取得了很多成果。
微細電極的制備技術主要集中在微尺度機械加工方法、電火花反拷加工方法和微細電化學加工方法等。微尺度機械加工方法主要有微細車削和微細磨削兩種,Lu和Yoneyama通過精密車削技術,利用三向力傳感器對切削力進行了研究,并探討了減小阻力以提高加工精度的方法,成功制備出直徑10 μm以下、長徑比小于10的微細電極;Onikura等利用超聲振動輔助偏置砂輪端面磨削加工,減小了磨削力,成功加工出直徑11 μm、長徑比達14的微細軸;為了得到大長徑比微細電極,Xu和Wu提出了超聲振動輔助無心磨削技術,分析了工件的旋轉運動和材料去除過程,成功制備出直徑42 μm、長徑比高達310的微細電極。機械加工方法屬于接觸式加工,雖然通過工藝改善可以減小加工中的力學負擔,但加工過程對機床精度要求高,集成制造工藝復雜,微尺度加工輔助時間過長等問題仍需改善。
基于微細特種加工技術的電火花加工和電化學加工屬于非接觸加工,無宏觀作用力,在微電極的制備中優勢明顯。基于微細放電原理的電火花線電極磨削、電火花塊電極反拷是最常見的微細電極加工方法,Masuzawa等利用線電極電火花磨削法,使用移動導線作為工具電極,減小了電極損耗的影響,利用微能放電進行逐點去除加工,成功加工出直徑2.5 μm的微細電極,并利用在線制作的微電極成功加工出直徑5 μm的微細孔,代表了該技術前沿。該方法加工精度高,能夠獲得大長徑比微電極,但加工效率極低,很難滿足實際生產要求。
電火花塊電極反拷使得工具電極全長參與加工,效率明顯提高。Singh等利用電火花塊電極反拷法,成功制備出直徑170 μm、長徑比18的微細電極。但是電極直徑不容易控制,加工精度低,而且由于靜電力的存在,在直徑小于50 μm時,獲得大長徑比微細電極較為困難;為了避免靜電力的影響,Yin等提出了雙塊電極反拷磨削法,該方法運用兩個塊電極來平衡電極兩側的靜電力,避免了因靜電力而引起的微細電極撓曲現象,成功加工出直徑46 μm、長徑比26的微細電極。但該方法是以雙反拷塊間距為基準,放電腐蝕后的雙側塊電極需要頻繁更換,不適用于實際生產。
近年來,電化學加工因其獨特的離子溶解去除方式以及加工陰極不損耗的特點受到極大的關注,利用微細電化學加工微細電極的方法層出不窮。Lim等提出電化學加工影響電極形狀的兩個因素,幾何效應和擴散層效應,分析了兩因素的影響規律,最終通過控制電流電壓等因素,提高了加工的定域性,成功加工出直徑50 μm、長徑比80的圓柱形微細電極。Han和Kunieda提出了一種線材電化學磨削方法,該方法與電火花線電極磨削類似,使用移動導線作為工具電極來進行電化學加工,減小了工具與工件之間的相對面積,減小了雜散腐蝕對加工電極的影響,成功制備出直徑35 μm、長度163 μm的微細電極。Mathew和Sundaram通過刃口電極電化學磨削方法,利用刃口電極的刃口作為加工區域,有效克服傳統電解雜散腐蝕定域性差的缺點,并建立了電極直徑控制數學模型,成功加工出直徑10 μm、長徑比高達450的微細電極,但是由于兩極相對面積的減小,也使得加工效率大大降低,不適用于生產加工。
目前階段,以微細工具電極為代表的微細軸加工技術存在以下技術瓶頸:① 隨著加工尺度的進一步減小,加工中的各種微觀力對加工過程的影響更加顯著,如微細電火花塊電極反拷過程中,由于靜電力的存在,直徑小于50 μm時很難獲得大的長徑比;② 加工效率與加工精度的矛盾日益突出,如電火花線電極磨削技術的點放電材料去除方式,為了獲得更高的加工精度,不得不犧牲加工效率;③ 微小的加工間隙對加工穩定性的影響增大,如微區工作液循環、蝕除產物排出困難等。
基于此,提出一種基于臨界反應距離可控的微細電化學高效加工微電極方法,利用微秒級脈沖電源,通過加工間隙控制微細電極徑向和軸向尺寸,在保證加工精度的同時增大了加工間隙,提高了實驗的可操作性和穩定性,并大大提高了微細電極制備的加工效率。該方法設備簡單,工藝靈活,較好解決了微細加工中工具電極制備時間長的難題,有望應用于實際生產。
1 加工原理與分析
實驗中以純度為99%、直徑300 μm的鎢絲作為陽極,以NaOH溶液為電解液,用微秒脈沖電源提供能量,通過陽極旋轉制備出圓柱狀微細電極,其陰極是厚度為的不銹鋼片,當采用大厚度陰極時,電極全長參與加工,加工效率高;當采用小厚度陰極時,加工精度高,加工原理圖如圖1所示。利用臨界反應距離的強反應區和弱反應區的蝕除量差異,實現對微細工具電極的尺寸控制。在電極加工中,通過調整陰極厚度,便可以同時兼顧效率和精度兩個方面。
圖1 臨界反應距離法微細電化學加工原理圖Fig.1 Mechanism sketch of critical reaction gap μ-ECM
在兩極施加電壓后,間隙中的電解液使兩極形成導電通路,陰極表面開始有氣泡(H)產生,工件鎢絲表面開始發生陽極溶解反應,實現對陽極的去除加工。陰陽兩極發生的電化學反應方程式為
陽極反應:

(1)
陰極反應:
6HO+6e→3H↑+6OH
(2)
總反應:

(3)
由反應方程式可知,加工過程中所產生的氧化物會溶解于堿性溶液中形成鎢酸根離子,不會形成沉淀,從而保證微小間隙內反應的持續穩定進行。利用堿性溶液進行鎢電極電化學加工處于持續溶解狀態,但是不同的加工間隙,會使得材料的蝕除速度存在差異。在臨界反應距離前后蝕除速度會存在明顯差異,因此控制兩極間隙便可以實現電極材料的可控蝕除,實現高效加工。
通過上述對電化學反應過程的分析,由于兩極間隙的不同,存在一個臨界反應距離,使得電極表面不同區域所達到的電流密度存在顯著差異。根據歐姆定律,電流密度為
(4)
式中:為陰、陽極之間的電壓;δ為陰陽極間極化電極電位總和;為電解液電導率;為電解加工間隙。
根據式(4)可得,電流密度與施加電壓和電解液電導率成正比,與加工間隙成反比。故電流密度隨著加工間隙的增大會隨之減小,但是能使電極材料發生溶解的電流密度存在一個臨界極限。當電流密度大于該臨界值時,電極材料被蝕除,會有明顯的電化學反應發生,當電流密度小于該臨界值時,電極材料蝕除速度十分緩慢,電化學反應非常微弱。因此,在給定的電壓和電解液濃度下,加工間隙存在一個臨界極限值,使反應強弱存在明顯差別。當加工間隙遠大于臨界值時,如圖1(c)中位置Ⅰ所示,電極進入弱反應區,反應十分微弱;隨著電極向陰極進給,當加工間隙等于臨界值時,如圖1(c)中位置Ⅱ所示,弱反應發生;當加工間隙小于臨界值時,如圖1(c)中位置Ⅲ所示,電極進入強反應區,會有明顯的反應發生,電極材料快速被蝕除,但是隨著反應的進行,電極材料溶解,加工間隙逐漸增大,增大到臨界值時,反應就會變得十分緩慢;如圖1(b)的電極所示。此時,電極軸向去除距離可表示為
(5)
加工后電極直徑可表示為
=-2=-2(-)
(6)
式中:為電極初始直徑;為電極徑向去除量。
由式(5)和式(6)可以看出,臨界反應距離確定后,通過調整加工間隙,就可以控制電極的徑向去除距離,軸向去除距離以及電極直徑,故利用該臨界值附近的強、弱反應區變換,即可實現確定加工位置的材料蝕除,實現微細電極的快速制備。
2 基于電流密度的臨界反應距離仿真
2.1 仿真模型以及邊界條件
對不同加工間隙內電流密度大小進行了仿真,分析加工間隙對材料去除的影響。因本文中電極制備利用的是微秒級的脈沖電源,利用電極過程進入穩態后的電化學反應實現加工的,故只考慮電場作用,選擇一次電流密度分布進行仿真。
為了方便分析,采用二維數學模型,如圖2所示,1為陽極工作邊界,2~4為陰極工作邊界,其余為自由邊界。各邊界組成了陽極和陰極之間的封閉區域M,模型中陽極直徑為300 μm,陰極厚度為30 μm。綜合考慮電化學反應過程中溶液反應離子濃度變化,極間氣泡等諸多影響因素,電解液電導率為1.81 S/m,加工電壓為6 V。
圖2 仿真模型Fig.2 Simulation model
2.2 不同加工間隙的電流密度仿真
電化學加工中,工件陽極和工具陰極均為金屬導體,其上電位分布可看作不同電位的等位面,故邊界條件為工件陽極=,工具陰極=0,其中:為電場中各點電位;下標a代表陽極;c代表陰極;為陽極表面的電位值。其他邊界條件(圖2中邊界5~10)為
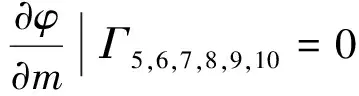
式中:為固定邊界的法向方向。將初始邊界條件定義后,通過調節兩極加工間隙,得到不同加工間隙下的仿真圖,如圖3所示。可以看出隨著加工間隙的增大,電流密度是逐漸減小的,故存在一個加工間隙所對應的電流密度,滿足反應發生所需的電流密度。
根據上述模型和假設,得到了不同加工間隙下的電流密度規律,如圖4所示。可以看出,電流密度隨著加工間隙的增大是逐漸減小的,與理論分析相符。根據曲線斜率可以看出,當加工間隙在0~300 μm范圍內,曲線比較陡峭,加工間隙變化時,電流密度變化明顯;當加工間隙在300~1 000 μm范圍內,曲線比較平緩,加工間隙變化時,電流密度變化不大。故將加工間隙在0~300 μm范圍內定為強反應區,將加工間隙在300~1 000 μm范圍內定為弱反應區。臨界反應位置為加工開始或反應結束的位置,故其應該存在于弱反應區內。為了進一步縮小臨界位置范圍,提高加工精度,將弱反應區進一步放大,可以看出,不同加工間隙區域內所對應的曲線斜率不同,圖4中曲線不同區域的切線斜率、、分別為4×10、1×10、8×10,由切線斜率變化可以看出,最大,對應的曲線比較陡峭,最小,對應的曲線近乎水平,故將加工間隙在550~750 μm之間作為臨界反應位置是比較合適的。
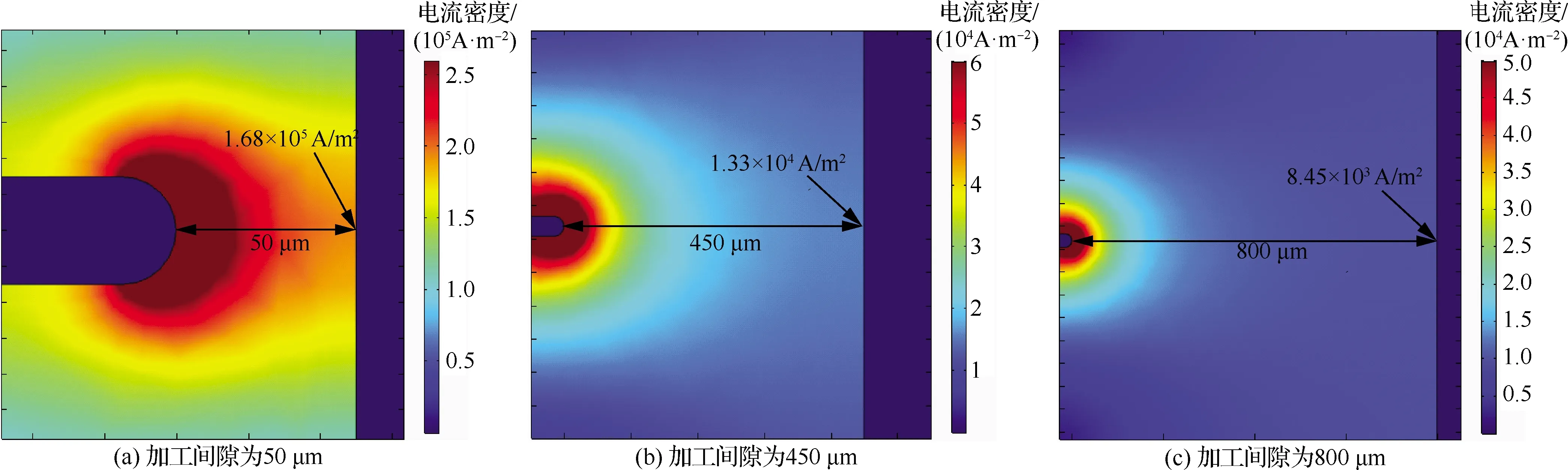
圖3 不同加工間隙的電流密度仿真Fig.3 Simulation diagram of current density with different machining gaps
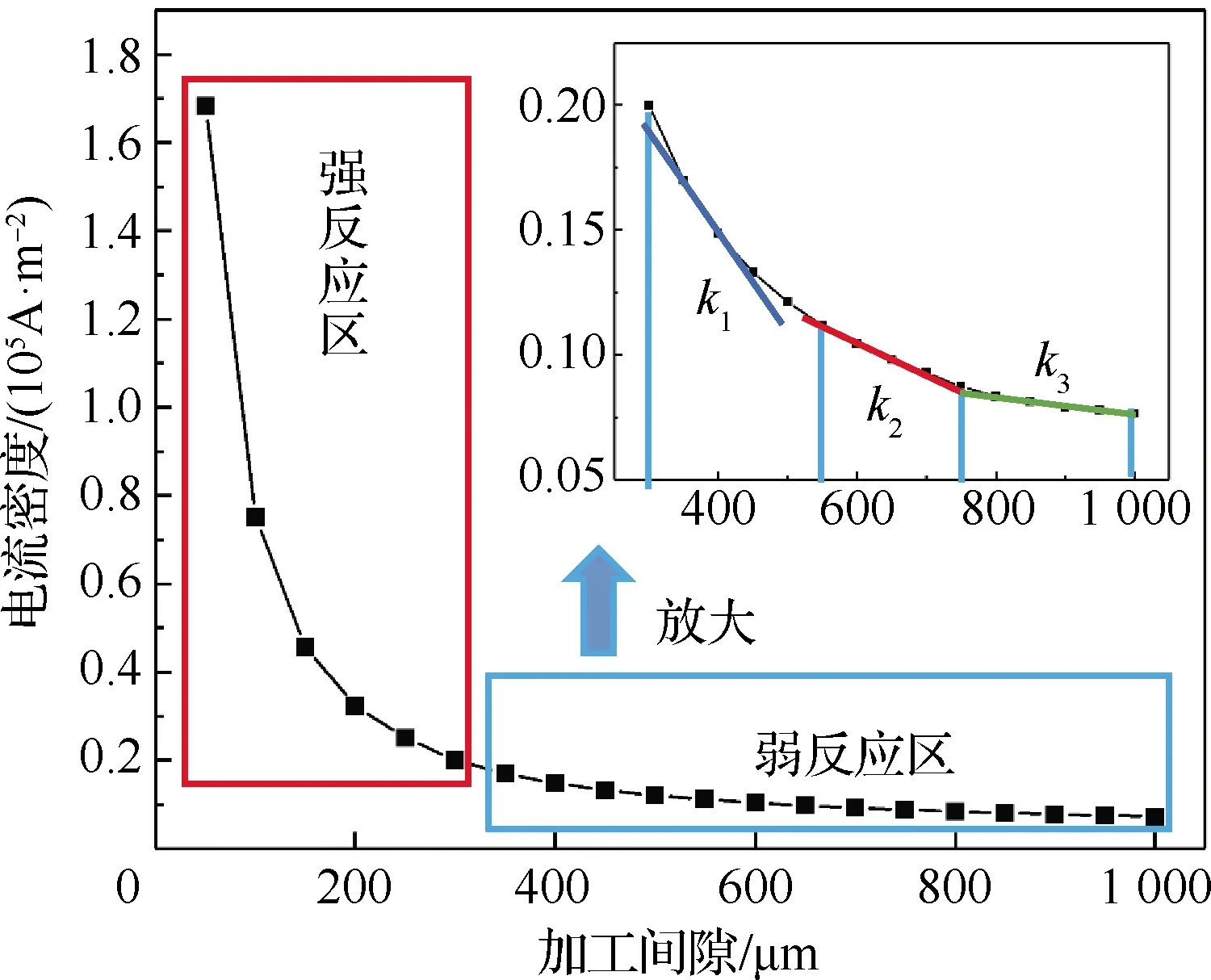
圖4 不同加工間隙的電流密度曲線Fig.4 Current density curve of different machining gaps
3 實驗分析
3.1 臨界位置的確定
根據上述仿真模擬結果,取不同加工間隙進行實驗,兩極間電壓為6 V,電解液為濃度0.5 mol/L的NaOH溶液,電源周期500 μs,脈寬 250 μs,陰極厚度為30 μm,電極初始直徑為300 μm,旋轉速度為500 r/min。加工過程中,用示波器測量兩極間電壓變化。
在不同間隙下加工5 min的電極圖片和對應的電壓波形如圖5所示。從圖中可以看出,加工間隙越小,材料去除量越大,在間隙為200 μm和400 μm時,能看出明顯的加工區域,如圖5(a)和圖5(b)所示。當間隙為600 μm和800 μm時,沒有出現明顯加工區域。但由于反應中的弱腐蝕作用,在5 min時電極被均勻蝕除30 μm左右,表明間隙600 μm之后均處于均勻蝕除狀態,如圖5(c)和圖5(d)所示。而對于550~600 μm之間的距離,也有作為臨界反應距離的可能性。對微細加工而言,較大的加工間隙有利于微細加工穩定性和可操作性。因此,基于可用性原則,選擇600 μm作為臨界反應距離。
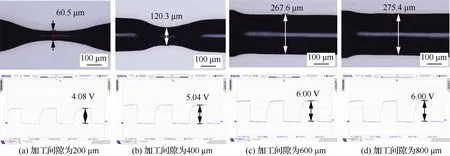
圖5 不同加工間隙的電極和電壓波形Fig.5 Electrode and voltage waveform of different machining gaps
由于電解液等效電阻對極間電阻的影響較大。故兩極間隙減小時,兩極間的電解液等效電阻會隨之減小,極間電壓分壓也會隨之減小。因此,從加工波形上也能看出,當間隙較小時,極間電壓值較小;隨著間隙增大,電壓逐漸接近開路電壓6 V。從圖5(c)和圖5(d)的間隙波形也可以看出,臨界反應距離選擇600 μm是適合的。
3.2 加工蝕除過程數學模型
根據圖4電流密度的仿真結果得到了不同加工間隙下的電流密度值,由電解的法拉第定律可以推導出電化學溶解速率公式:
(7)
式中:=9.53 cm/mol為陽極材料的摩爾體積,=6為電化學溶解過程中交換電子數;為法拉第常數,其值為96 485.332 89 C/mol。故可以得到溶解速度與反映區域內不同間隙下電流密度的關系式為
=165×10
(8)
因選取的臨界反應距離為600 μm,陽極待加工微細電極初始直徑為300 μm,去除加工的位置關系如圖6所示。可知從待加工電極前
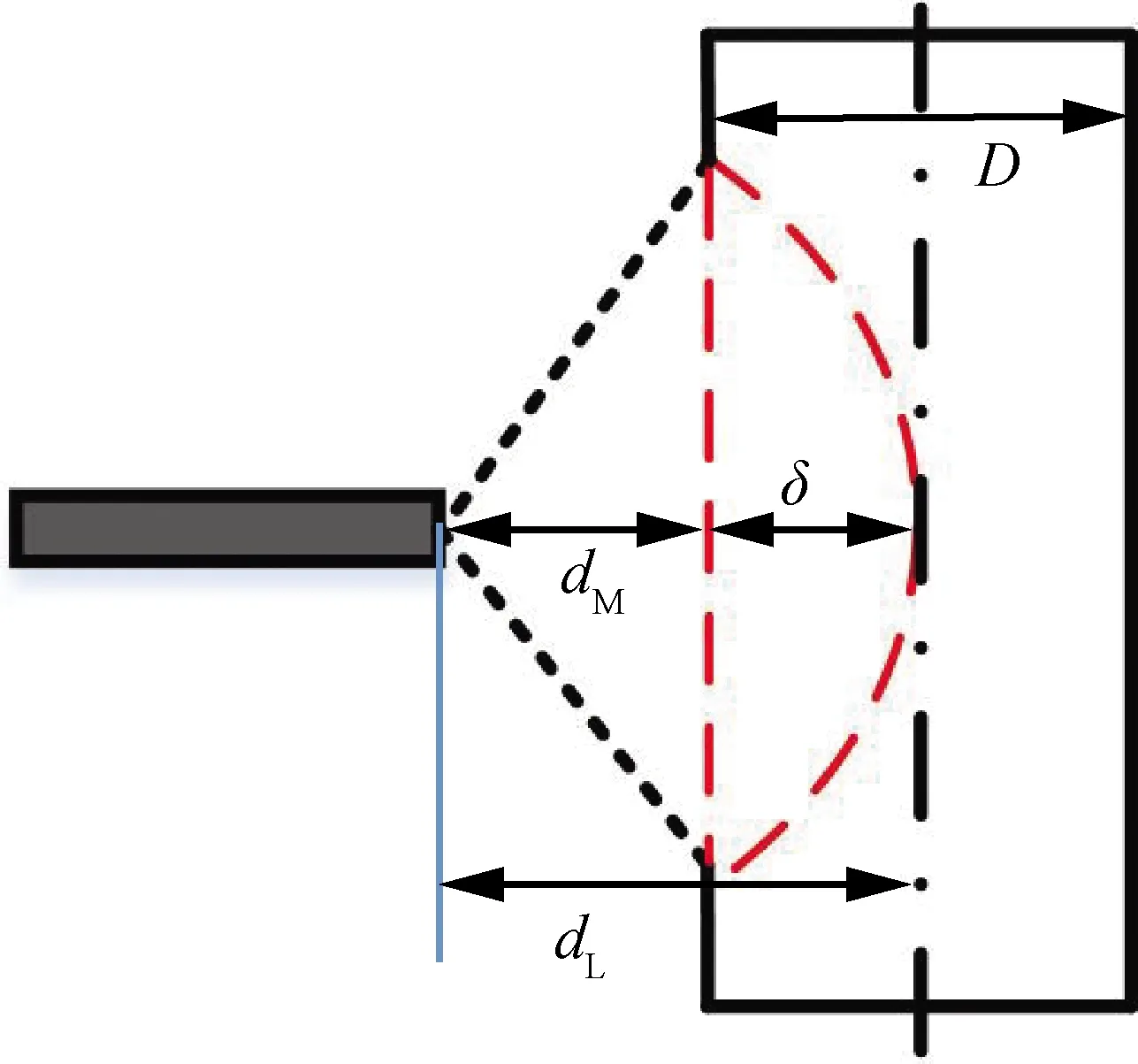
圖6 去除加工的位置關系Fig.6 Position relationship of removal process
沿(距陰極450 μm)到臨界反應距離(距陰極600 μm)范圍內的溶解去除規律是電極制備的重點問題。
故對加工間隙=450~600 μm范圍內的溶解速度規律進行多項式擬合,結果如圖7所示,得到加工間隙與溶解速率的擬合公式為

(9)
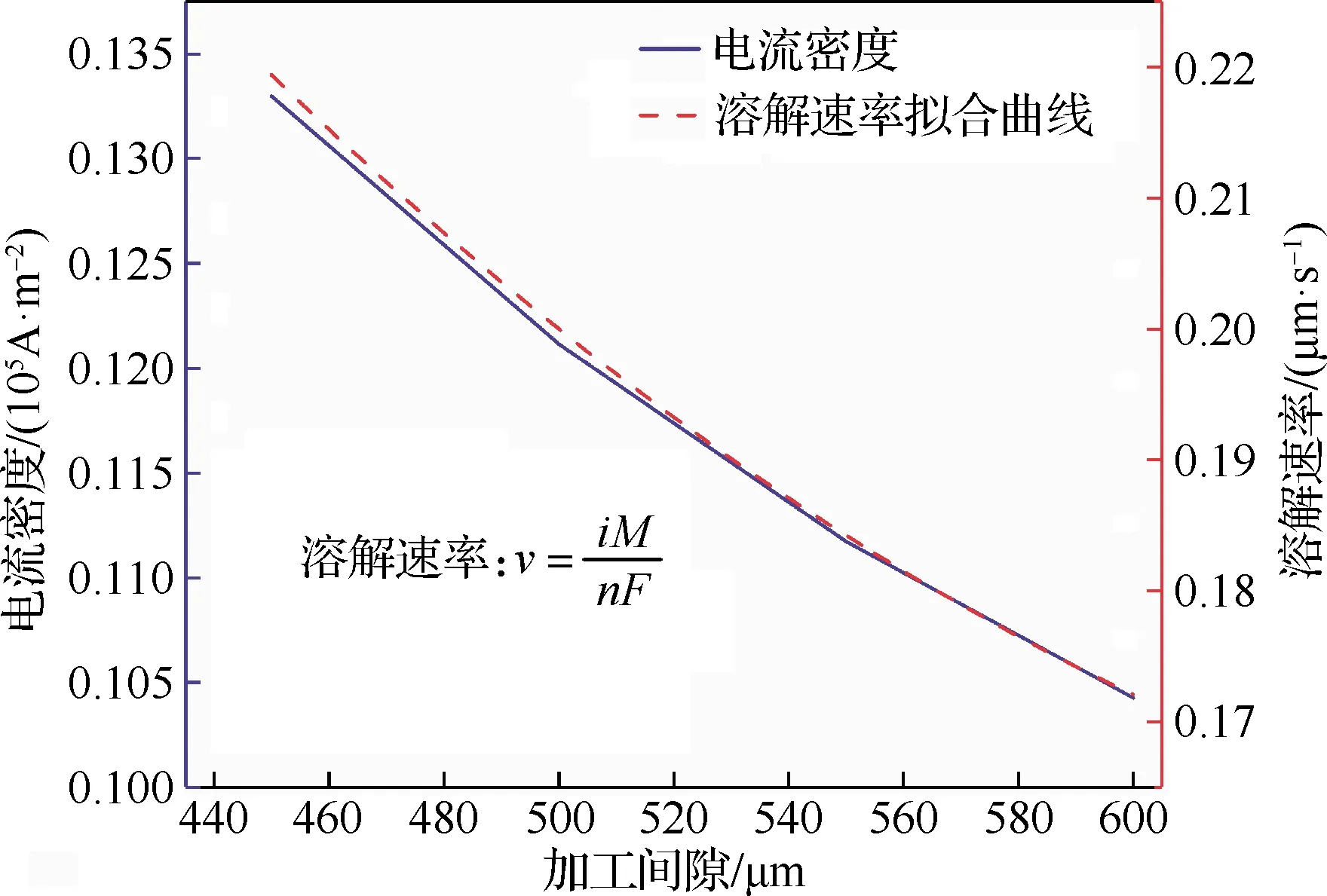
圖7 擬合曲線Fig.7 Fitting curve
實驗中從加工過程來看,間隙從450 μm加工到600 μm共用時400 s,取開始加工時刻為=0,此時對應間隙450 μm;取=400 s時,對應間隙值600 μm。可得到不同時刻的溶解速率規律為
()=7238 2×10-0001 1+0556 7
(10)
對不同時刻的溶解速率積分,得到加工去除量規律:

0000 55+0556 7
(11)
式(11)表示了不同時間下的加工去除量規律,圖8所示為加工時間400 s以內的徑向去除量。
從圖8可以看出,加工時間范圍在0~120 s左右時,加工速度較快;隨著加工的進行,在120~300 s范圍內,加工速度有所降低;當加工時間在300~400 s范圍內時,此時加工間隙接近于臨界反應距離,加工速度更加緩慢。圖8中虛線為各階段變化趨勢,可見曲線斜率逐漸變小。
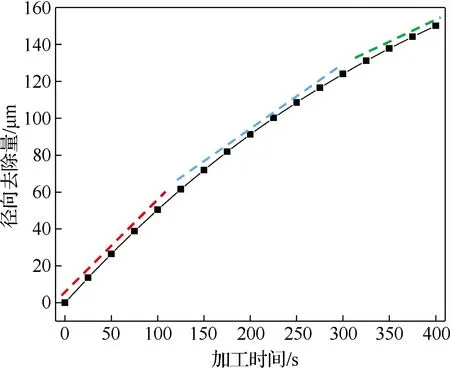
圖8 不同時間下的徑向去除量Fig.8 Radial removal at different time
為了驗證數學模型,分別取設計直徑為150 μm和100 μm的微細電極進行實驗驗證。通過圖8所示去除量規律,當電極初始直徑為300 μm時,去除量應分別為75 μm和100 μm,加工時間應分別為158 s和225 s。
實驗中取電壓6 V,濃度0.5 mol/L,周期500 μs,脈寬250 μs進行加工,臨界反應距離為600 μm。被加工電極從臨界反應距離分別向陰極進給75 μm和100 μm,加工后得到的電極如圖9所示,電極尺寸如表1所示,其實際徑向去除量分別為73.3 μm和97.9 μm,誤差控制在5 μm以下,驗證了上述模型的正確性。
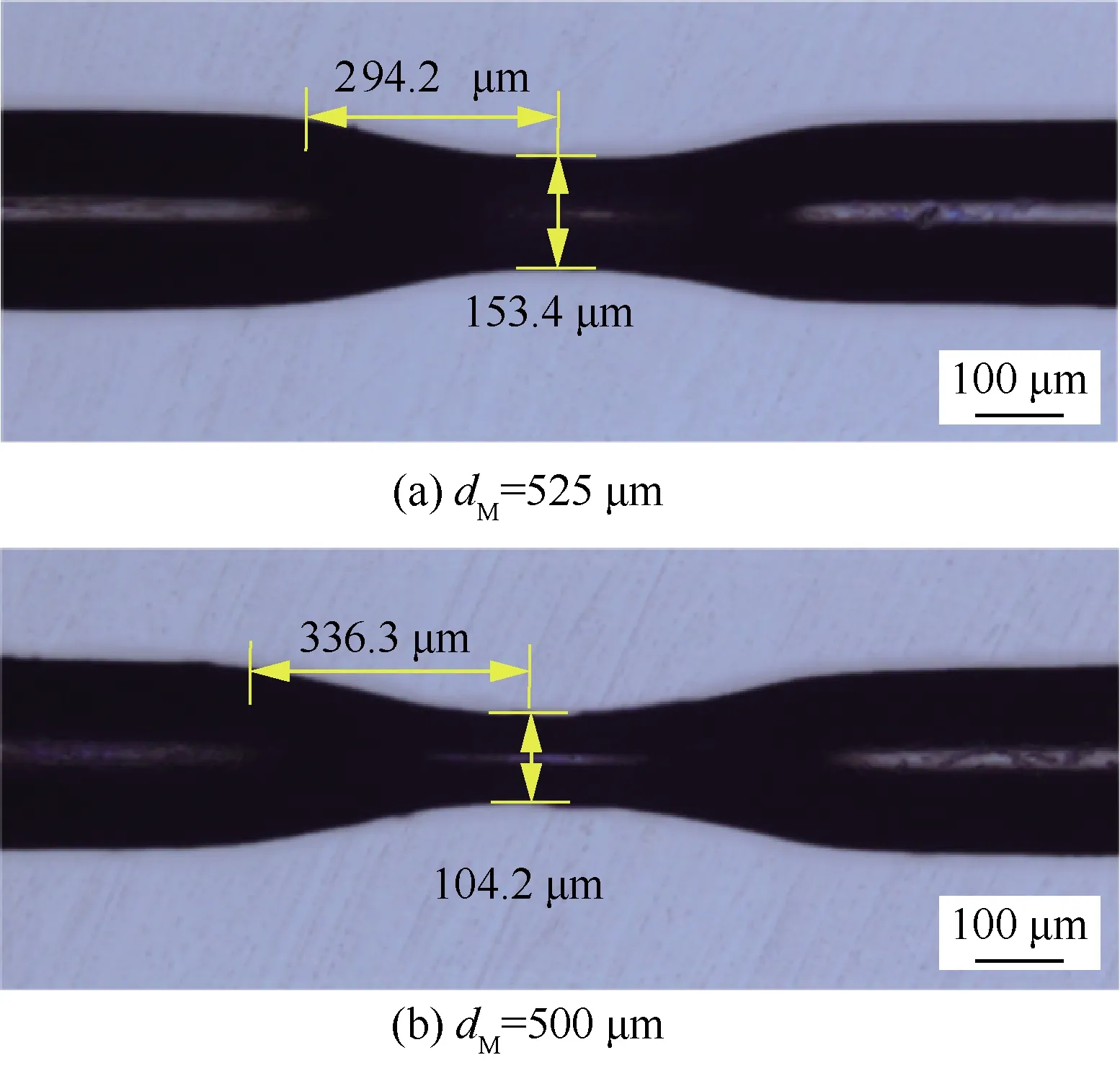
圖9 加工后的電極Fig.9 Electrode after processing
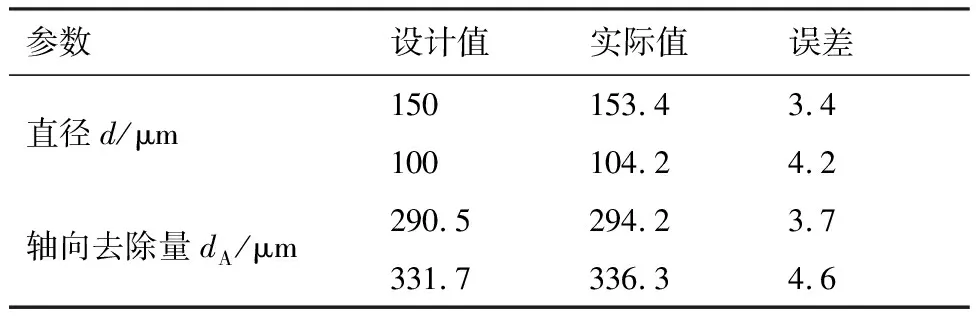
表1 電極尺寸Table 1 Electrode size
3.3 工藝參數的影響
在本節中,研究了微細電化學加工中的工藝參數,如加工電壓、脈沖寬度、溶液濃度對電極加工的影響,加工參數如表2所示,在這里,單位時間內去除的體積被定義為材料去除率。
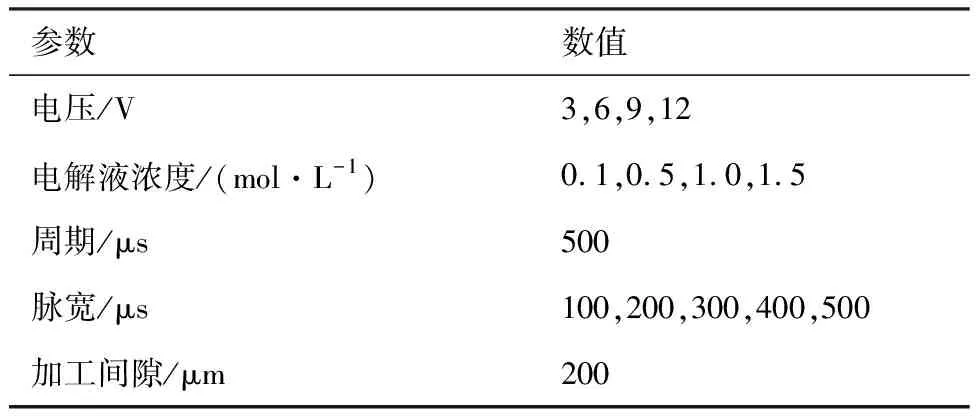
表2 加工參數Table 2 Machining parameter
如圖10所示,在電解液濃度(0.5 mol/L)、脈沖周期(500 μs)和加工間隙(200 μm)不變時,在相同電壓下,隨著脈沖寬度的增大,材料去除率會隨之增大,直流加工時去除率達到最大,在脈寬從100 μs增大到500 μs時,其材料去除率的變化量最大為8.3×10mm/min;在相同脈寬下,加工電壓對材料去除率的影響與脈沖寬度相似,材料去除率隨著加工電壓的增大而增大,在電壓從3 V增大到12 V時,其材料去除率的變化量最大為1.28×10mm/min,可以看出電壓對材料去除率的影響更大,可以通過調整電壓去獲得更大的材料去除率。
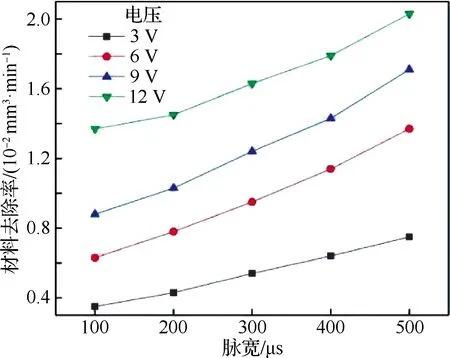
圖10 工藝參數對材料去除率的影響Fig.10 Effect of process parameters on material removal rate
加工過程中,溶液中OH離子的多少直接影響反應速度的快慢,因此電解液濃度的高低對材料去除率有顯著的影響。如圖11所示,在電壓6 V、周期500 μs、脈寬200 μs、加工間隙200 μm條件下,隨著濃度的增大,材料去除率明顯增大,同時加工電極直徑的誤差也隨之增大,故為了保證加工精度,盡量選擇低濃度進行加工。因此,在實驗中要根據實際加工要求選擇加工電壓,脈沖寬度和電解液濃度,以獲得穩定的加工效果。

圖11 濃度對材料去除率的影響Fig.11 Effect of concentration on material removal rate
3.4 微電極加工
在微細電極加工實驗中,為了獲得更高的加工效率,可通過調節陰極厚度為3 mm使得電極全長參與加工,如圖12所示,將直徑300 μm的電極加工到50 μm左右,實際加工電極直徑為45.9 μm,加工時間為5 min,材料去除率高達0.027 mm/min,但是隨著電極直徑減小,電極的剛度隨之減小,旋轉的離心力會使得電極底部發生撓曲斷裂,所以該方法很難穩定加工出直徑小于50 μm的電極。
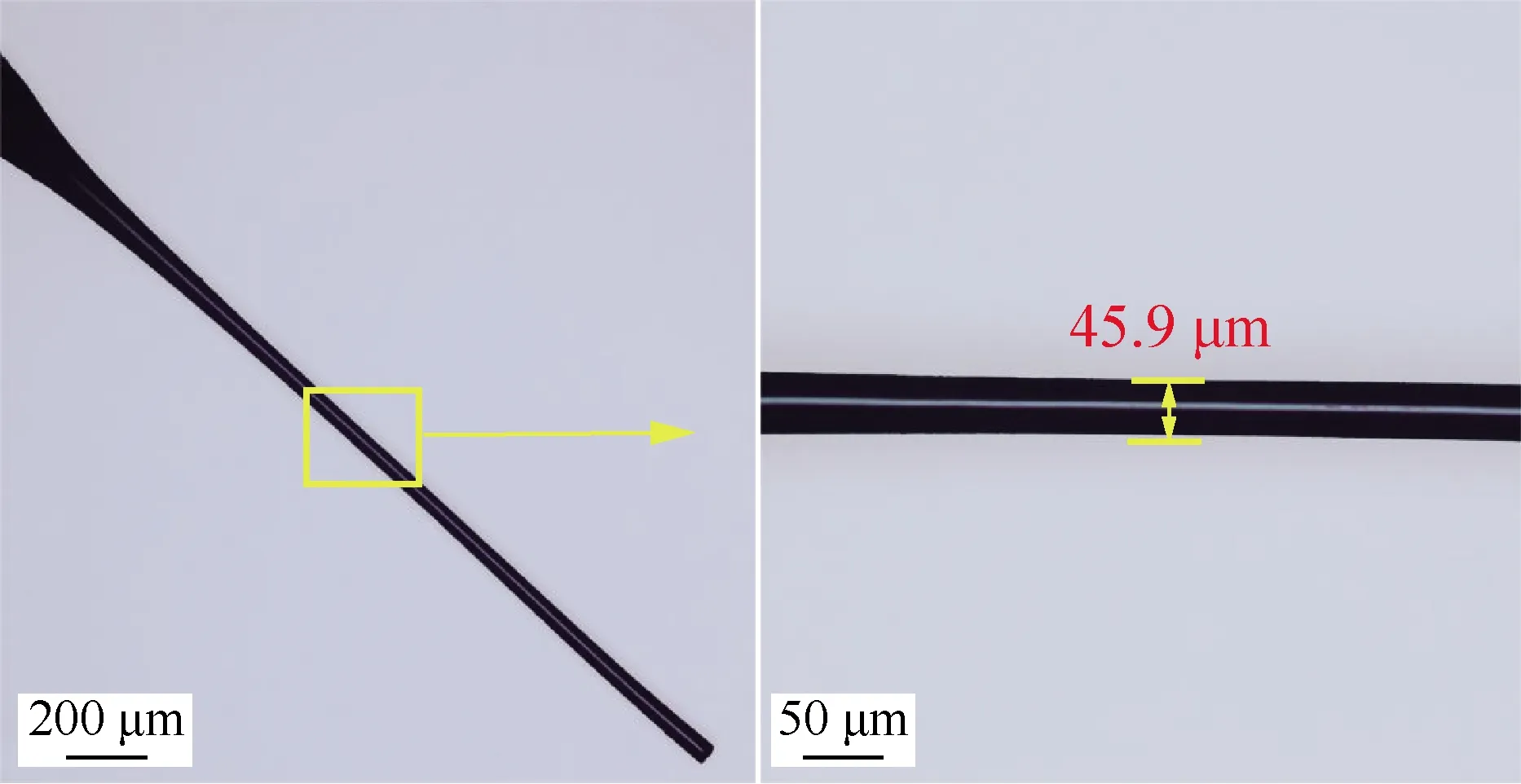
圖12 加工后微細電極Fig.12 Micro electrode after processing
為了獲得直徑更小的電極,先將電極全長參與加工,進行大體積去除至直徑50 μm,再用厚度為30 μm的陰極進行精加工。相同加工參數下,將加工間隙定為455 μm,并在軸向上進行向上提拉,理論得到直徑10 μm的電極,加工時間20 min,實際加工電極如圖13所示,該電極平均直徑為10 μm且較為均勻,長徑比可達200∶1。
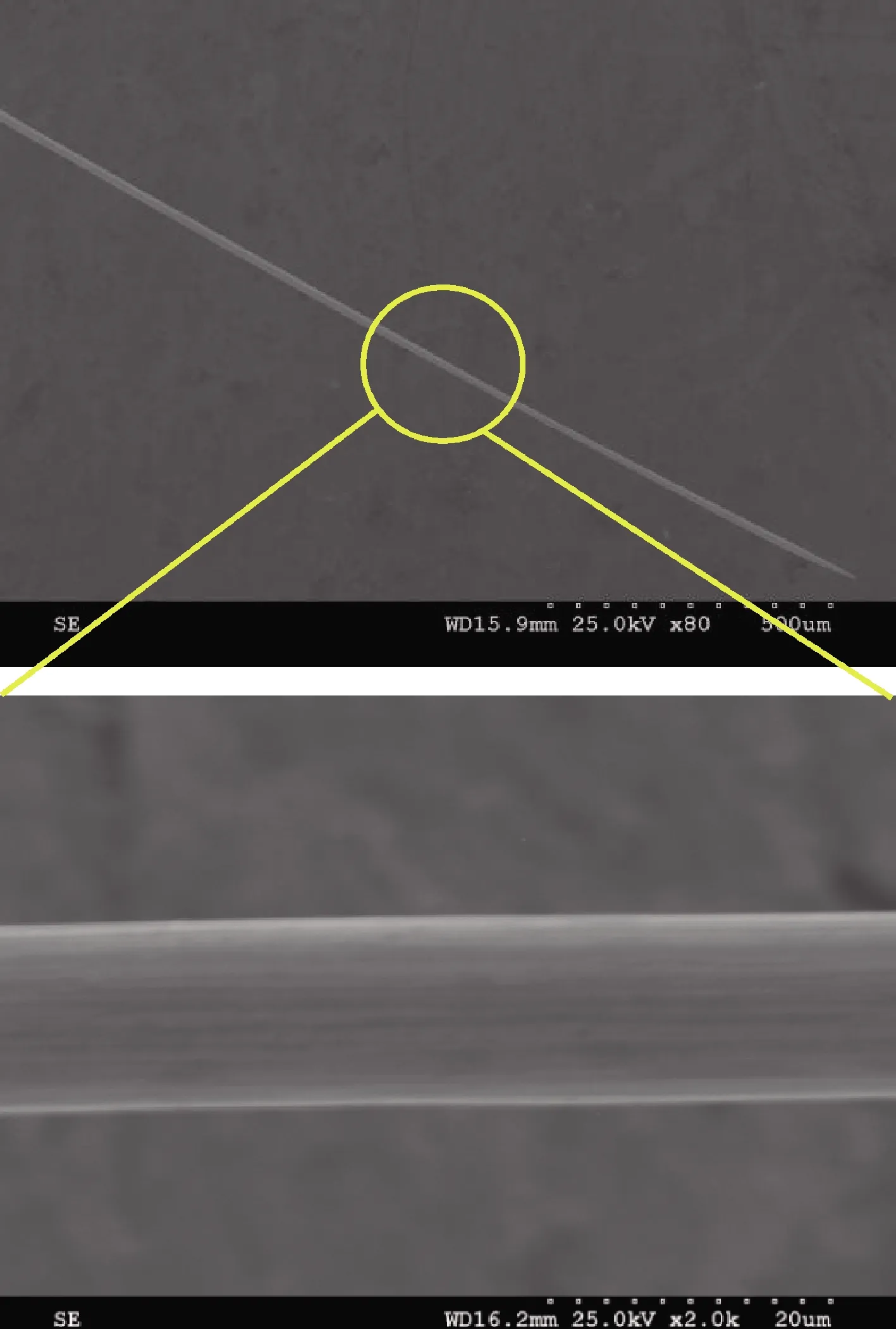
圖13 加工的直徑為10 μm的電極Fig.13 Fabricated electrode with diameter of 10 μm
從電極加工效率方面看,將直徑300 μm的電極加工到50 μm,單獨用厚度為3 mm的陰極進行加工時,電極全長參與加工,加工時間為5 min,其材料去除率可達2.7×10mm/min;單獨用厚度為30 μm的陰極進行加工時,加工時間為110 min,材料去除率為1.2×10mm/min,加工效率太低。
故將上述兩種方法組合,先用3 mm陰極進行粗加工,再用30 μm陰極進行精加工,在保證精度的同時,該方法材料去除率可達0.007 mm/min,與超短脈沖電化學加工、高頻窄脈沖電化學加工、傳統微細電火花加工等工藝相比,加工效率提高了10倍以上,如圖14所示。
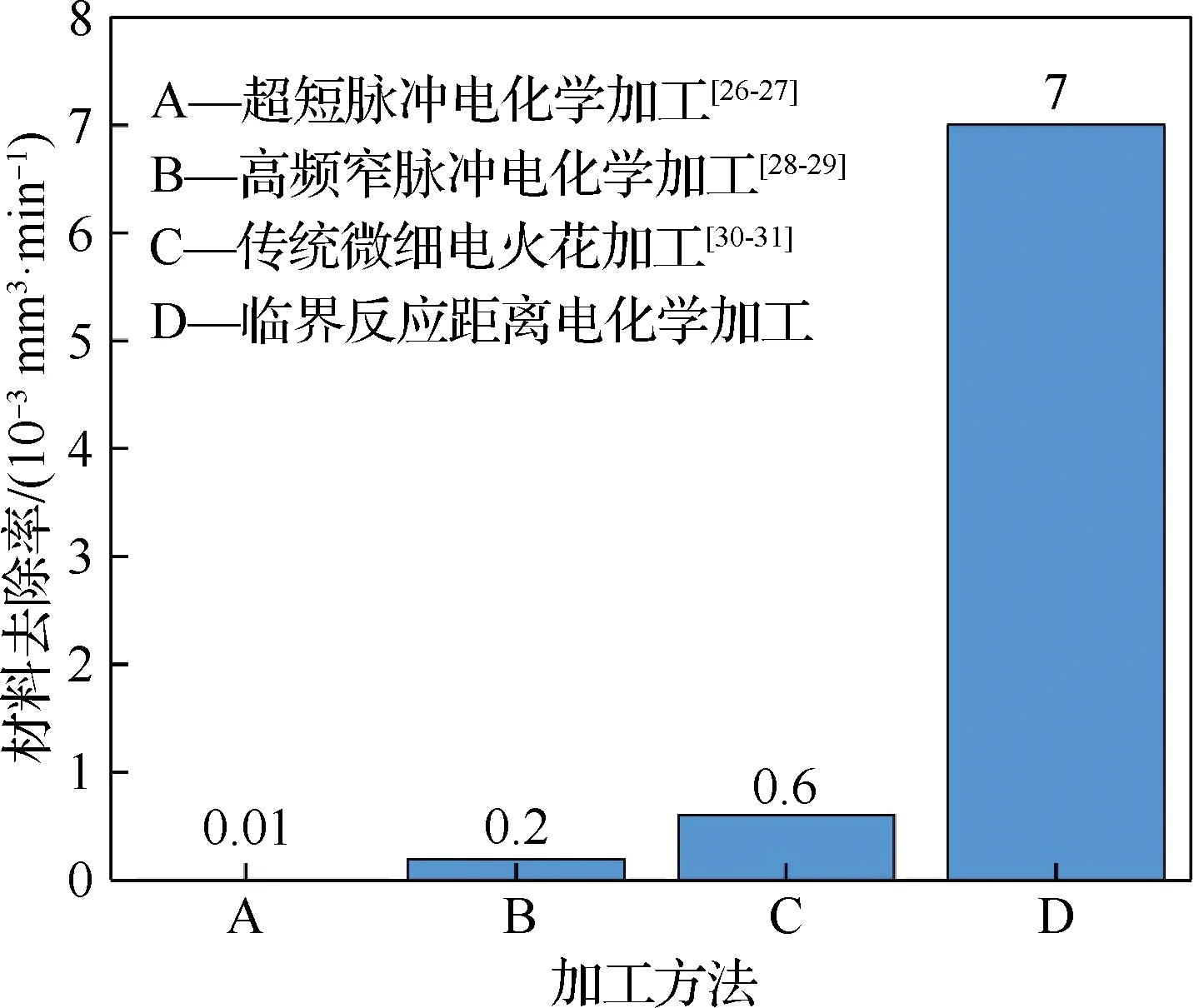
圖14 加工電極材料去除率對比Fig.14 Comparison of removal rate of processed electrode material
4 結 論
1) 提出一種基于臨界反應距離控制的微細電極在線高效制備方法。該工藝方法在強堿性電解液及微秒級脈沖電源條件下,實現了微細工具電極的微米級去除加工,減小了微細電極制備對設備精度的依賴性。
2) 基于間隙電流密度仿真結果,建立了材料蝕除過程的數學模型,模型較好地指導工藝實驗,去除精度在5 μm以內。
3) 通過該方法成功制備出直徑10 μm,長徑比大于200的微細圓柱電極,實現了微細電極的快速制備,相對于傳統微細電極制備方法,加工效率提高了一個數量級。
