旋轉(zhuǎn)光飾技術(shù)在復(fù)雜結(jié)構(gòu)軸承套圈加工中的應(yīng)用
2022-06-08 05:05:44李迎麗杜杰
軸承 2022年5期
關(guān)鍵詞:振動(dòng)
李迎麗,杜杰
(中國(guó)航發(fā)哈爾濱軸承有限公司,哈爾濱 150036)
1 概述
隨著科學(xué)技術(shù)的不斷進(jìn)步,航空發(fā)動(dòng)機(jī)軸承向精密化、智能化、數(shù)字化、網(wǎng)絡(luò)化等方向發(fā)展,對(duì)軸承零件的表面質(zhì)量要求也越來(lái)越高[1]。軸承零件表面質(zhì)量不僅影響外觀形貌,也會(huì)影響產(chǎn)品的性能和穩(wěn)定性[2]。
異型凸緣(圖1a)及折返彈支(圖1b)等一體化集成結(jié)構(gòu)的新一代航空發(fā)動(dòng)機(jī)主軸軸承尺寸大,套圈表面孔、溝、槽、棱等密集分布,原振動(dòng)光飾技術(shù)已不能滿足表面加工質(zhì)量要求。為改善該類軸承套圈表面加工質(zhì)量,提高軸承壽命及可靠性,需開展光飾技術(shù)研究。

圖1 新一代航空發(fā)動(dòng)機(jī)主軸軸承
2 振動(dòng)光飾技術(shù)
軸承套圈表面缺陷包括毛刺、銳角、孔和槽內(nèi)的雜物等,這些部位為不規(guī)則空間,采用車、磨、鉆、銑等工藝難于去除,僅能通過(guò)手工打磨和透孔等方法加工[3],效率低,外觀質(zhì)量及一致性差。振動(dòng)光飾技術(shù)可去除劃痕、微觀裂紋等表面缺陷及棱邊毛刺,保證倒角圓滑過(guò)渡,改善零件表面粗糙度和光亮程度,提高零件表面潔凈度[4]。
振動(dòng)光飾機(jī)結(jié)構(gòu)示意圖如圖2所示,加工時(shí)將一定量軸承套圈散放在筒體中,套圈與磨料、研磨液均處于自由狀態(tài),在激振力作用下套圈與磨料、研磨液相互包容并做回轉(zhuǎn)和翻轉(zhuǎn)運(yùn)動(dòng)[5]。振動(dòng)光飾適用于常規(guī)軸承套圈,對(duì)于尺寸較大,表面孔、溝、槽、棱等密集分布的復(fù)雜結(jié)構(gòu)軸承套圈,振動(dòng)光飾后套圈表面加工紋路明顯,孔、溝、槽等部位存在銳角,且倒角過(guò)渡不圓滑,表面色澤一致性差,不光亮,不能滿足套圈表面加工質(zhì)量要求,故采用旋轉(zhuǎn)光飾技術(shù)。

1—彈簧;2—磨料;3—料槽;4—激振器;5—底座。
3 旋轉(zhuǎn)光飾技術(shù)
3.1 工作原理
旋轉(zhuǎn)光飾適合外徑80 mm以上的中大型復(fù)雜結(jié)構(gòu)軸承套圈表面的加工,旋轉(zhuǎn)光飾機(jī)結(jié)構(gòu)示意圖如圖3所示,標(biāo)準(zhǔn)機(jī)型有6根同步旋轉(zhuǎn)的主軸和1個(gè)料箱,1根主軸可裝夾2個(gè)軸承套圈,一次最多完成12個(gè)軸承套圈的加工。

1—機(jī)架;2—橫梁體;3—升降體;4—主軸箱;5—防護(hù)體;6—料箱;7—料箱驅(qū)動(dòng)。
旋轉(zhuǎn)光飾時(shí),軸承套圈通過(guò)夾具夾持在主軸上,再通過(guò)絲杠、絲母?jìng)鲃?dòng)到裝滿磨料與研磨液(下稱磨塊)的料箱中,主軸帶動(dòng)軸承套圈轉(zhuǎn)動(dòng),料箱帶動(dòng)磨塊轉(zhuǎn)動(dòng),兩者轉(zhuǎn)動(dòng)方向相反,形成復(fù)雜的相對(duì)運(yùn)動(dòng)。轉(zhuǎn)動(dòng)過(guò)程中磨塊以一定的作用力碰撞、滾壓、滑擦套圈表面,實(shí)現(xiàn)套圈表面加工。帶有磨液的噴淋水將毛刺、雜質(zhì)等帶入水循環(huán)系統(tǒng)過(guò)濾。
3.2 磨塊
磨塊由磨料和研磨液組成,磨料為棕剛玉,為保證磨料旋轉(zhuǎn)時(shí)阻力較小,在套圈各個(gè)位置自由運(yùn)動(dòng),使套圈充分研磨,磨料選擇不規(guī)則狀、小尺寸。研磨液為堿性研磨助劑與水的混合物,配比為1∶200。
3.3 工藝參數(shù)
夾緊套圈兩端面加工套圈外表面,夾緊套圈外表面加工套圈內(nèi)表面。轉(zhuǎn)速是旋轉(zhuǎn)光飾工藝的重要參數(shù),主軸轉(zhuǎn)速高于料箱轉(zhuǎn)速,二者方向相反。主軸轉(zhuǎn)速n1一般為70 r/min,料箱轉(zhuǎn)速n2=0.7n1=49 r/min。套圈內(nèi)、外表面旋轉(zhuǎn)光飾時(shí)間分別為20~40,10~30 min。
4 旋轉(zhuǎn)光飾效果
以外徑235 mm的軸承外圈為例,分析軸承旋轉(zhuǎn)光飾效果。
4.1 加工精度
旋轉(zhuǎn)和振動(dòng)光飾后套圈各項(xiàng)技術(shù)指標(biāo)見表1,2種光飾技術(shù)套圈尺寸均有不超過(guò)0.002 mm的穩(wěn)定消耗,滾道單一平面外徑變動(dòng)量、圓度及直線性變化較小,對(duì)尺寸、精度控制效果相當(dāng)。

表1 旋轉(zhuǎn)和振動(dòng)光飾后套圈各項(xiàng)技術(shù)指標(biāo)
4.2表面質(zhì)量
旋轉(zhuǎn)和振動(dòng)光飾后套圈表面質(zhì)量如圖4所示,旋轉(zhuǎn)光飾后套圈棱邊及倒角圓滑過(guò)渡,槽和孔等部位的毛刺徹底去除,表面色澤光亮、一致,紋路細(xì)膩,優(yōu)于振動(dòng)光飾。

圖4 旋轉(zhuǎn)和振動(dòng)光飾后套圈表面質(zhì)量
旋轉(zhuǎn)和振動(dòng)光飾后套圈表面粗糙度Ra值見表2,旋轉(zhuǎn)光飾后套圈表面粗糙度值明顯減小,優(yōu)于振動(dòng)光飾。這是由于旋轉(zhuǎn)光飾時(shí)套圈高速自轉(zhuǎn),游離狀態(tài)的磨塊會(huì)形成強(qiáng)大的磨粒流,并以一定的作用力碰撞、滾壓和滑擦套圈表面,有效去除套圈表面銳邊、毛刺,降低表面粗糙度。
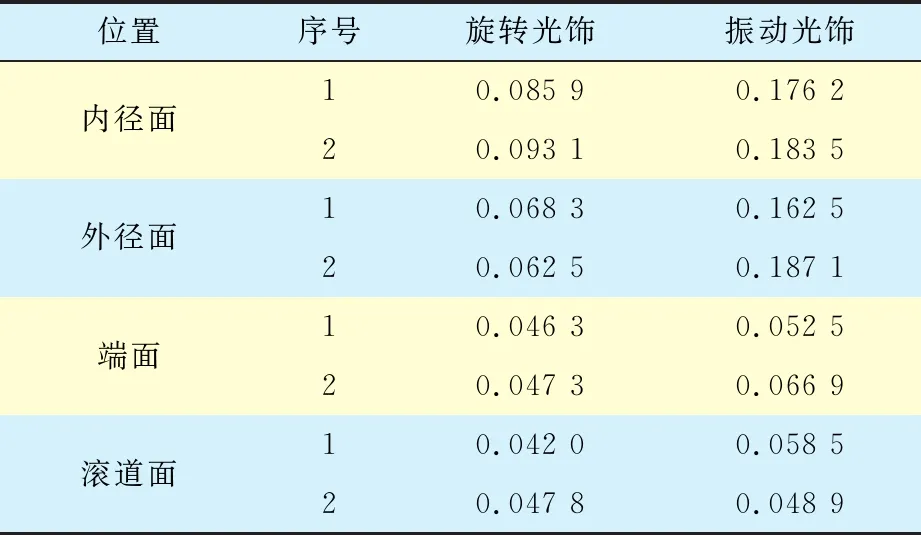
表2 旋轉(zhuǎn)和振動(dòng)光飾后套圈表面粗糙度Ra
5 結(jié)束語(yǔ)
通過(guò)旋轉(zhuǎn)光飾技術(shù),明顯提高了復(fù)雜結(jié)構(gòu)航空發(fā)動(dòng)機(jī)主軸軸承套圈的表面加工質(zhì)量,滿足了該類產(chǎn)品的加工需求。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
大電機(jī)技術(shù)(2022年5期)2022-11-17 08:12:48
天天愛科學(xué)(2020年6期)2020-09-10 07:22:44
瘋狂英語(yǔ)·新讀寫(2020年3期)2020-06-06 09:05:56
數(shù)學(xué)物理學(xué)報(bào)(2018年4期)2018-09-14 03:40:58
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動(dòng)控制(2015年4期)2015-01-01 07:08:44
計(jì)算物理(2014年2期)2014-03-11 17:01:44
鄭州大學(xué)學(xué)報(bào)(理學(xué)版)(2014年3期)2014-03-01 04:21:00
