切削深度對PDC齒超高速破巖機理的影響分析*
2022-06-10 02:21:00李其州劉寶林
石油機械 2022年6期
李其州 張 凱 周 琴 凌 雪 劉寶林 王 悅
(中國地質大學(北京)工程技術學院;自然資源部深部地質鉆探技術重點實驗室)
0 引 言
近年來,PDC鉆頭以其廣泛的地層適應性、良好的穩定性以及設計的高靈活性等特點,被廣泛應用于油氣資源的勘探開發過程并逐漸占據了油氣開采行業70%以上的市場[1]。隨著地下資源勘探逐漸向深硬地層推進,低鉆速和高能耗成為影響PDC鉆頭鉆進效率的主要因素。除此之外,機械鉆速同樣受到鉆進參數和PDC鉆頭結構的直接影響[2]。超高轉速金剛石鉆進技術具有破巖能耗低、鉆進效率高等優點,可以在顯著提高機械鉆速的同時大幅降低鉆壓和能量輸入,從根本上降低鉆井成本,提高經濟效益,是大深度、高硬度和高研磨性地層鉆進的有效提速手段。
國內外鉆探工作者近年來逐漸開始對超高轉速金剛石鉆進技術進行探索。美國能源部于2002年開展了超高轉速金剛石鉆進技術的相關研究。TerraTek實驗室研究發現,通過應用高轉速(大于10 000 r/min)金剛石鉆進技術,可以實現更高效的巖石破碎。A.D.BLACK等[3]對不同轉速條件下金剛石鉆頭的破巖性能進行了試驗研究,測試結果表明轉速越高,成本效益越大。Smith Neyrfor公司與美國TerraTek實驗室合作,綜合考慮破巖效率與破巖能耗,對超高轉速金剛石鉆進的可行性進行了研究,研究結果表明,超高轉速條件下,轉速越高,硬巖破碎效率越高,能耗越低。GAO M.Y.等[4]通過建立PDC切削齒高速切削有限元分析模型發現,當切削速度超過8 m/s時,切削齒熱通量和破碎比功都隨著切削速度的增大而減小。
目前,國內外的相關研究大多關注的是超高轉速金剛石鉆進技術的可行性及其鉆進性能,并未對超高轉速條件下具體的破巖規律進行深入探討。而在常規轉速領域已開展了眾多研究。E.DETOURNAY等[5]在前人研究結果的基礎上,提出了切削齒與巖石的相互作用模型,將作用在切削齒上的力分解為前刀面上的切削力以及磨損面上的摩擦力。T.RICHARD等[6]通過單齒試驗研究發現,根據切削深度的不同,巖石破碎共有兩種失效形式。V.RAJABOV等[7]通過大量試驗發現,刀具后傾角、側傾角、切削深度以及巖石類型等因素對破碎比功都有顯著影響,并建立了一個考慮刀具后傾角和側傾角的PDC切削齒-巖石三維力學模型,其模擬結果與試驗數據相符合。張在興等[8]采用有限元仿真模擬方法分析了切削深度對切削齒溫度變化的影響規律。
國內外試驗和有限元仿真分析研究表明,轉速以及切削參數等對刀具破巖性能的影響較為顯著,其中切削深度更是改變巖石破壞模式的重要因素。但在超高速條件下,切削深度對PDC切削齒破巖響應規律的研究尚有欠缺。因此,有必要對超高轉速條件下切削深度對PDC鉆頭破巖機理進行深入研究,這對于解析超高轉速條件下鉆頭與巖石間的相互作用、突破轉速瓶頸至關重要。超高轉速條件下,試驗方法難以捕捉整個破巖過程的細節,而有限元分析方法可以有效地模擬PDC切削齒破巖的全過程。因此,本文利用有限元模型分析方法,針對超高速條件下切削深度對PDC切削齒的破巖機理的影響展開研究。
1 超高速切削模型數值模擬
1.1 材料模型
為了更真實地模擬PDC切削齒破碎巖石的過程,高明洋等[1]在研究中采用了以Drucker-Prager塑性模型為基礎的切削材料模型,除此之外,還利用ABAQUS軟件對UMAT子程序進行開發與調用。Drucker-Prager塑性模型可以表征與壓力相關的各個量,被廣泛應用于巖石切削領域。為保證分析的準確性,高明洋等選取B.AKBARI等[9]與伍開松等[10]的研究結果進行驗證。驗證結果表明,應力誤差在15%左右,而熱量的變化趨勢與公開發表的研究結果相同,基本驗證了所建模擬模型的可行性。因此本文繼續采用其建立的材料模型。
1.2 幾何模型定義及材料參數
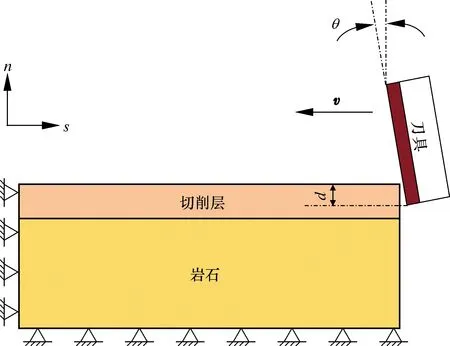
圖1 PDC切削齒破巖模型示意圖Fig.1 Rock cutting model of PDC cutter
圖1為PDC切削齒破巖模型示意圖。圖1中s和n分別代表水平方向和豎直方向,v代表切削速度,θ為刀具后傾角,d為切削深度。其中切削齒直徑為15 mm,厚度為6 mm;巖石長300 mm,高30 mm;刀具與巖石之間的摩擦因數為0.1,切削時長0.02 s。為保證計算精度,同時提高計算效率,對切削層以及刀具前刀面網格進行加密。該模型中PDC齒的導熱率為543 W/(m·℃),密度為3 510 kg/m3,彈性模量為890 GPa,泊松比為0.07,比熱容為190 J/(kg·℃);巖石材料的導熱率為3.5 W/(m·℃),密度為2 650 kg/m3,彈性模量為40 GPa,泊松比為0.25,比熱容為800 J/(kg·℃)。
1.3 模型邊界條件及切削參數
將PDC鉆頭破巖過程簡化為二維PDC切削齒線性切削巖石的二維模型,限制切削齒在豎直方向的位移,并在巖石底面和左邊界施加固定約束,如圖1所示。根據鉆進過程的實際工況以及高明洋等[1]對切削速度區間的劃分,當切削速度超過8 m/s時,即進入高速切削階段。因此,給定切削齒和巖石初始溫度為20 ℃,超高速以13 m/s為例,刀具后傾角為-10°,切削深度取0.3~1.9 mm,其改變間隔為0.1 mm。
1.4 切削模型驗證
為驗證切削模型的準確性,以切削速度2 m/s為例進行PDC切削齒破巖過程仿真模擬,得到的切削力F與切削深度d的關系如圖2a所示。當切削速度較小時,切削力與切削深度存在兩種不同的變化趨勢:當d
1.5 評價指標
本文將通過表征切削效率的破碎比功(EMS)對數值模擬結果進行分析。EMS越低,破碎單位體積巖石所需的能量越小,其切削效率越高。研究超高速條件下EMS與切削深度的關系是優化設計超高轉速鉆進工藝的基本依據之一。全PDC鉆頭的EMS與鉆壓P、機械鉆速v′、鉆頭面積Ab、轉速n以及扭矩T密切相關。式(1)是由Teale推導得出的大氣壓條件下回轉切削過程中EMS的計算方法:
(1)
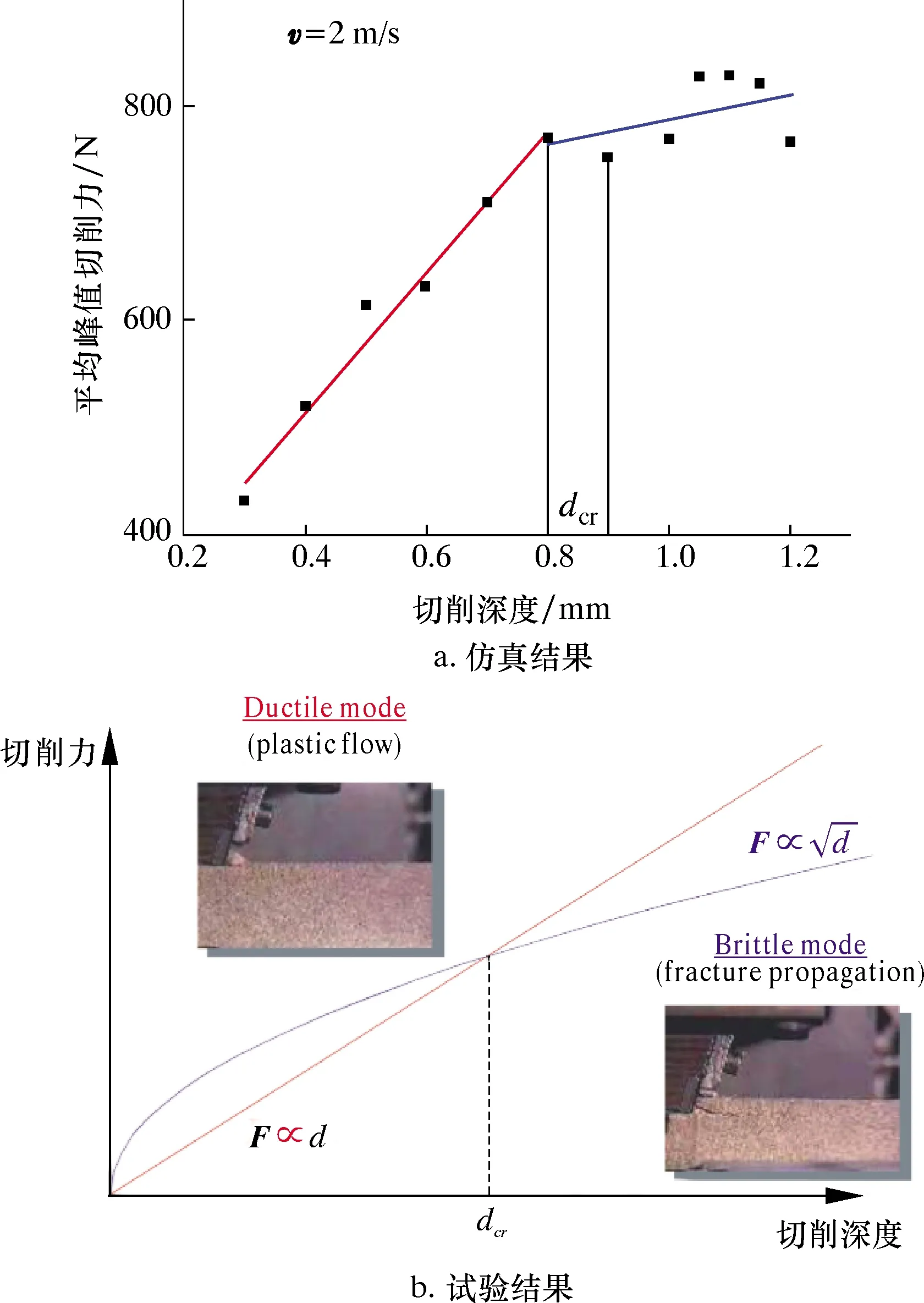
圖2 常規轉速下切削力隨切削深度的變化規律Fig.2 Change rules of cutting force with cutting depth at conventional speed
E.DETOURNAY等建立的關于鋒利PDC切削齒的受力模型如圖3所示。由于在二維線性切削模型中,切削齒在垂直方向上沒有相對運動,系統中唯一做功的力是水平方向上的切削力,且并未考慮切削齒的磨損。因此,EMS的計算可以簡化為[12]:
(2)
式中:Fcs為水平切削力,Ac為切削橫截面積。
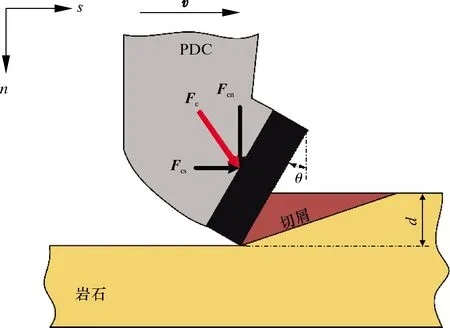
圖3 鋒利PDC切削齒受力模型示意圖Fig.3 Forces acting on a sharp PDC cutter
2 巖石切削仿真結果分析
2.1 超高速條件下切削深度對EMS的影響
選取切削過程中相對穩定階段的平均切削力計算EMS,仿真分析得出了超高速(v=13 m/s)條件下PDC切削齒EMS隨切削深度的變化規律,如圖4所示。EMS隨著切削深度增大迅速下降,隨后緩慢上升,其變化趨勢與祝效華等[13]和V.RAJABOV等[7]的研究結果一致。由圖4可知,d=1.4 mm時,EMS最小,PDC切削齒切削效率最高。由式(2)可知,EMS主要受水平切削力Fcs和切削橫截面積Ac的影響。當后傾角為-10°,切削深度從0.3 mm增加到0.8 mm時,切削力增加了0.62倍,而切削面積增加了1.67倍,因此EMS急劇下降;當切削深度從0.8 mm增加到1.4 mm時,切削力增加了0.32倍,而切削面積增加了0.75倍,EMS持續降低,但下降速率有所減小;當切削深度從1.4 mm增加到1.9 mm時,切削力增加了0.51倍,而切削面積增加了0.36倍,因此EMS呈緩慢上升趨勢。由此可以推斷出,在超高速條件下,對于PDC切削齒切削深度存在最優值,使得切削效率最高,即對于不同PDC鉆頭都存在最優鉆壓,從而有效延長PDC鉆頭的使用壽命并提高鉆進效率。
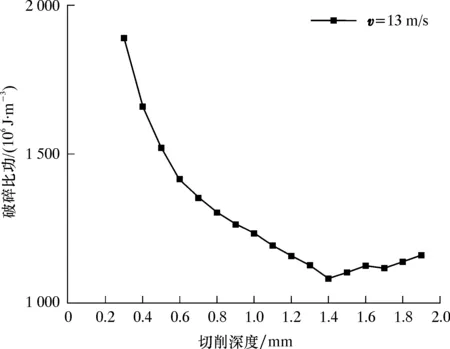
圖4 超高速條件下EMS隨切削深度的變化規律Fig.4 Change rules of EMS with cutting depth at ultra-high speed
2.2 超高速條件下切削深度對Fcs的影響
在二維線性切削模型中,Fcs、Ac是影響EMS的主要因素。為進一步探究在超高速切削過程中切削深度對EMS的影響,對超高速(v=13 m/s)切削過程中不同切削深度下的切削力進行了分析。Fcs隨切削深度的變化規律如圖5所示。圖5表明其切削過程存在3個階段。階段Ⅰ,當d
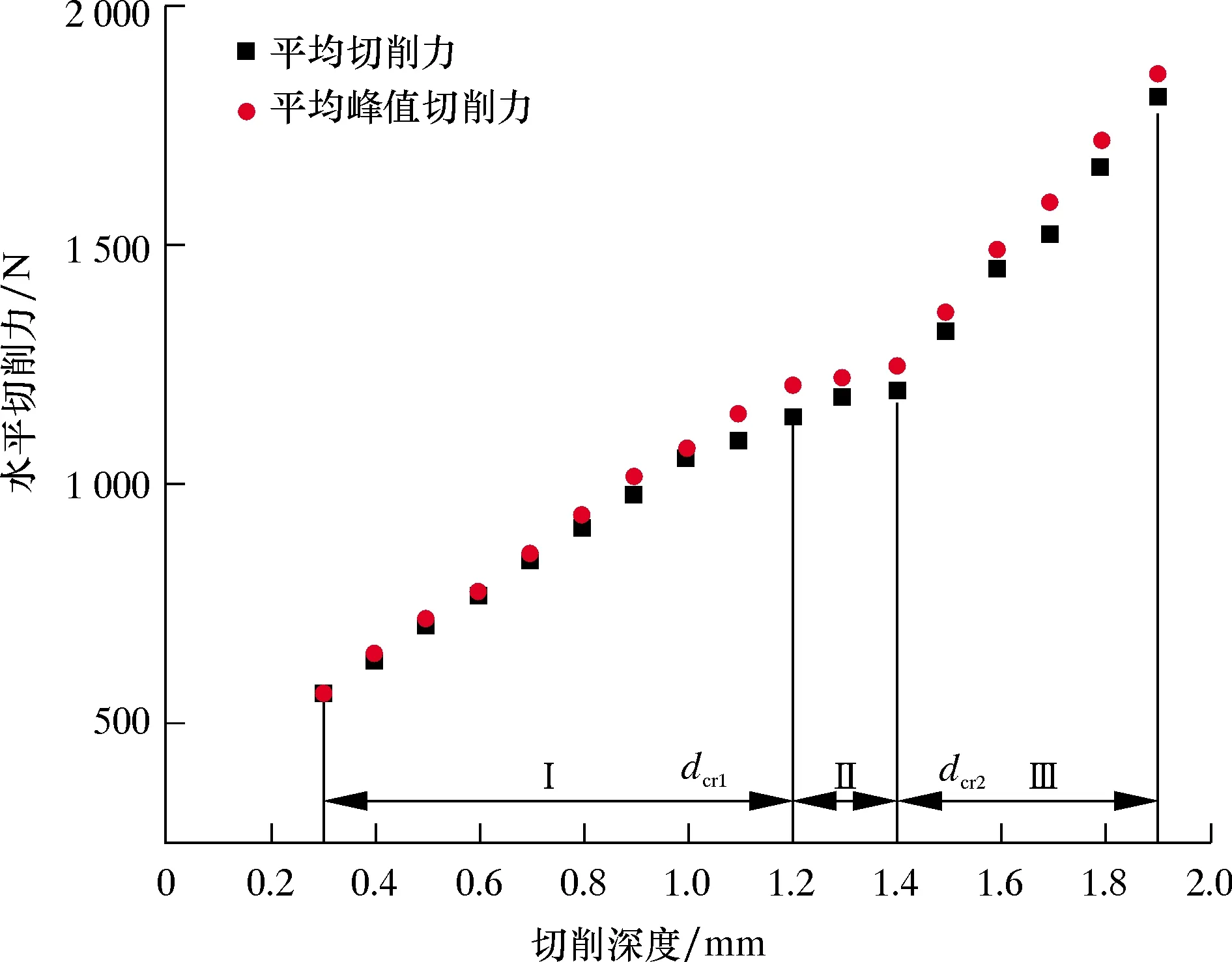
圖5 超高速條件下切削力隨切削深度的變化規律Fig.5 Change rules of cutting force with cutting depth at ultra-high speed
3 討 論
3.1 超高速條件下切削深度對切屑形成機理的影響
結合常規切削速度條件下的研究分析,超高速切削過程中切削深度對PDC切削齒切削效率與切削力等的影響可能與巖石的破壞模式有關。HUANG H.等[14]已經證實,切削深度是導致巖石破壞模式轉變的重要因素,并且可以通過切屑的大小形狀等特征來判斷巖石的破壞模式。因此,探究不同切削深度下超高速切削的切屑形成機理對于豐富超高轉速金剛石鉆進技術基礎理論有著十分重要的意義。
圖6顯示了超高速切削過程中,3個不同階段形成的切屑。當d=0.5 mm時,切削過程中僅存在粉末狀切屑,如圖6a所示,表明巖石僅以塑性破壞失效。當d=1.3 mm時,切削過程中以大體積塊狀切屑為主,同時存在少量粉末狀切屑,如圖6b所示,表明巖石以脆性破壞失效為主并伴隨著微弱的塑性破壞。當d=1.8 mm時,切屑組成與前一階段相反,以小切屑為主,如圖6c所示,表明巖石脆性破壞減弱,塑性破壞增強。
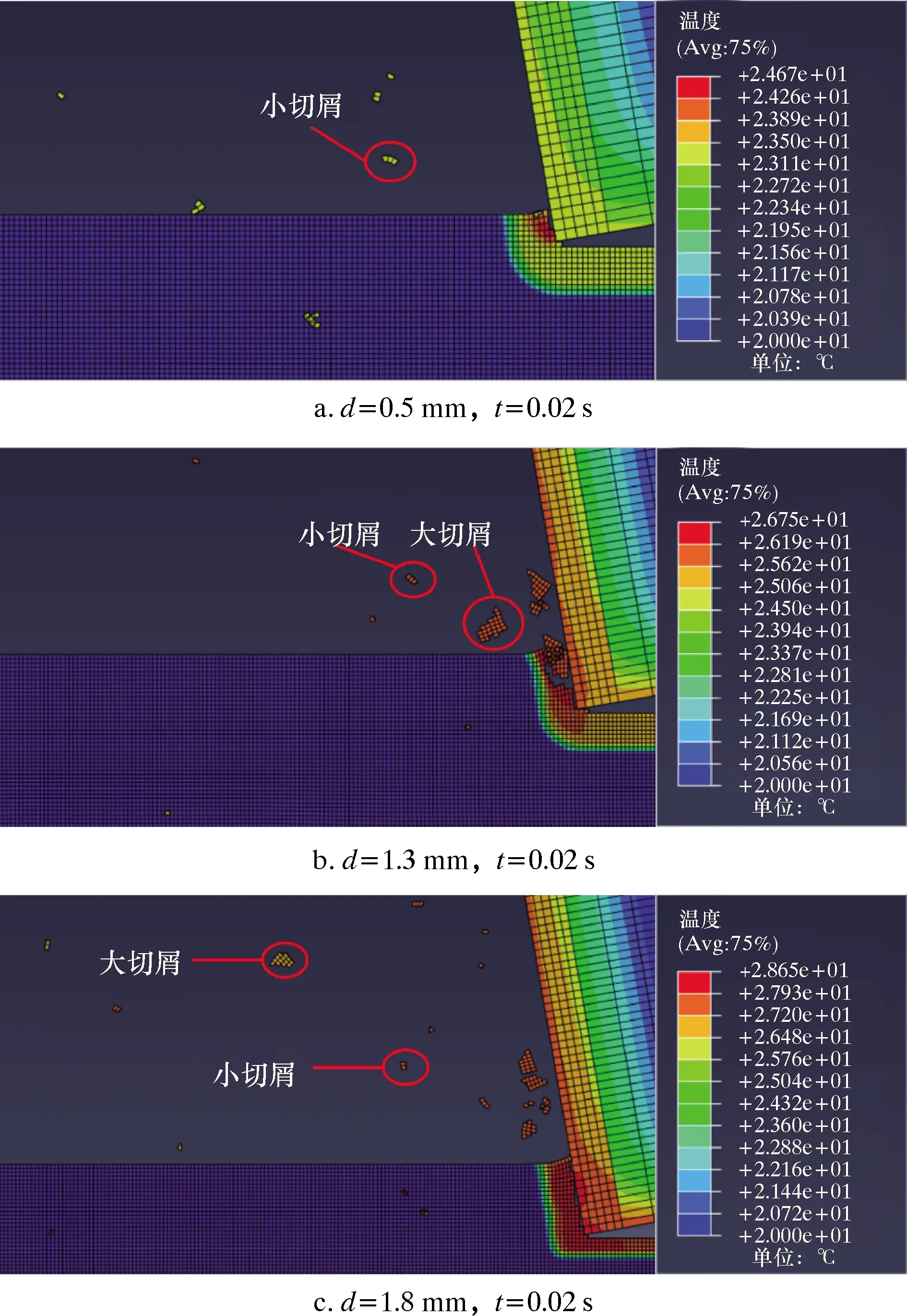
圖6 不同切削深度下超高速切削形成的切屑形態Fig.6 Cutting chips with different cutting depths at ultra-high speed
通過對切屑大小和形狀的分析,當處于不同階段時,巖石的主要失效形式不同。當巖石被壓碎時,Fcs輕微波動,逐漸增大;當巖石斷裂分離時,Fcs劇烈波動,驟然下降[15]。為進一步探究d>dcr2(階段Ⅲ)時脆性破壞減弱而塑性破壞加劇的原因,對不同切削深度下的切削力Fcs進行分析。
圖7為d=0.5 mm(階段Ⅰ)、d=1.3 mm(階段Ⅱ)、d=1.8 mm(階段Ⅲ)時切削力Fcs的變化規律。對比d=1.3 mm和d=1.8 mm時Fcs的變化規律可以發現,前者Fcs呈現鋸齒狀變化,表明切削過程中兩個脆性切削周期間隔短,塊狀切屑連續而密集;而對于后者,其Fcs增至最大值后保持相對穩定,基本保持在較高水平,刀具壓碎作用增強,表明切削過程中兩個脆性切削周期間隔長,塊狀切屑獨立而稀疏。當前刀面與巖石完全接觸時,巖石更傾向于塑性破壞。由此可以推斷,在超高速條件下,當d>dcr2(階段Ⅲ),巖石內部的裂紋起裂擴展準則和裂紋相互作用方式發生了一定的轉變,導致巖石難以產生裂紋,脆性切削作用減弱。
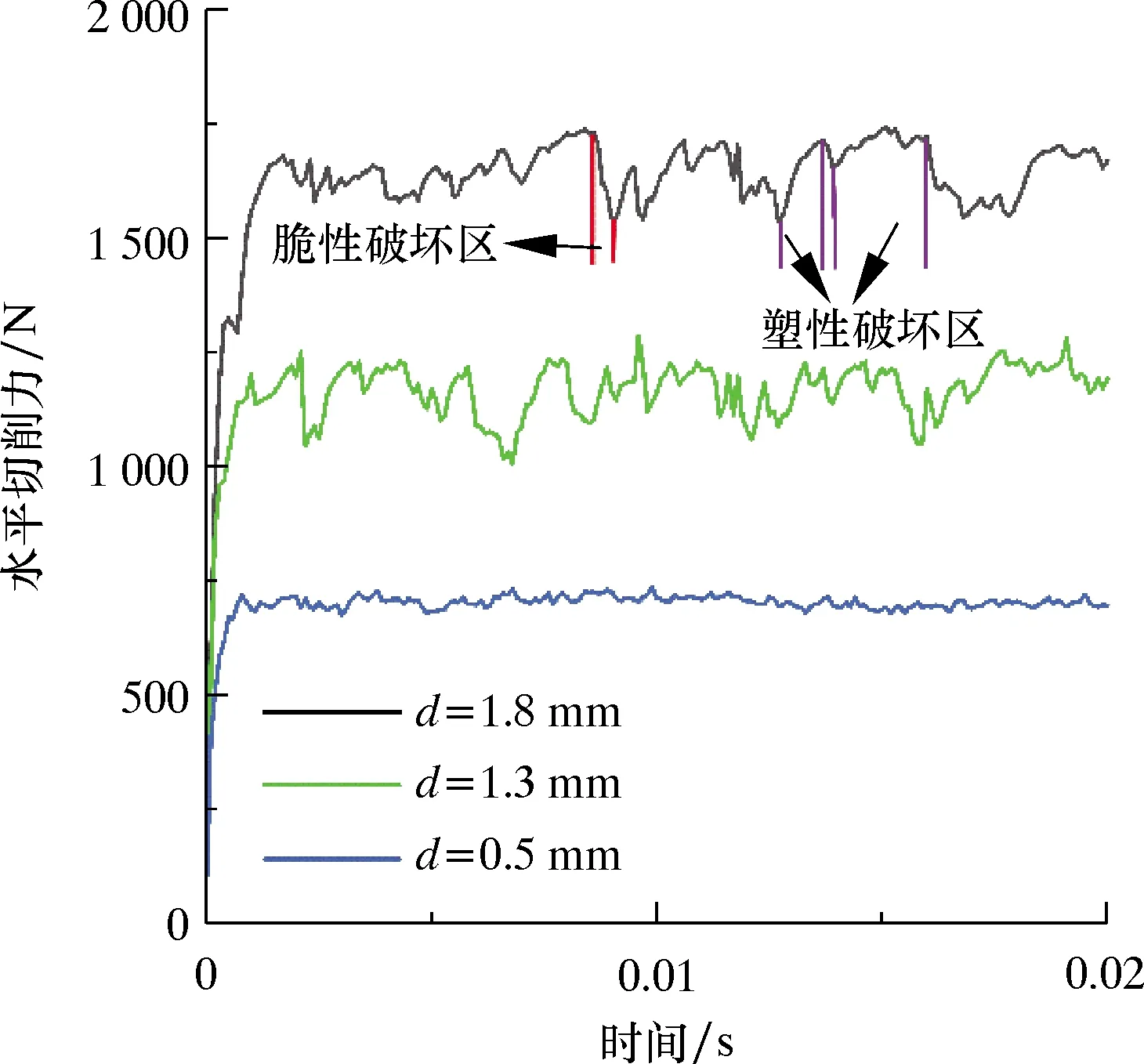
圖7 塑性破壞和脆性破壞的切削力Fig.7 Cutting forces in plastic failure mode and brittle failure mode
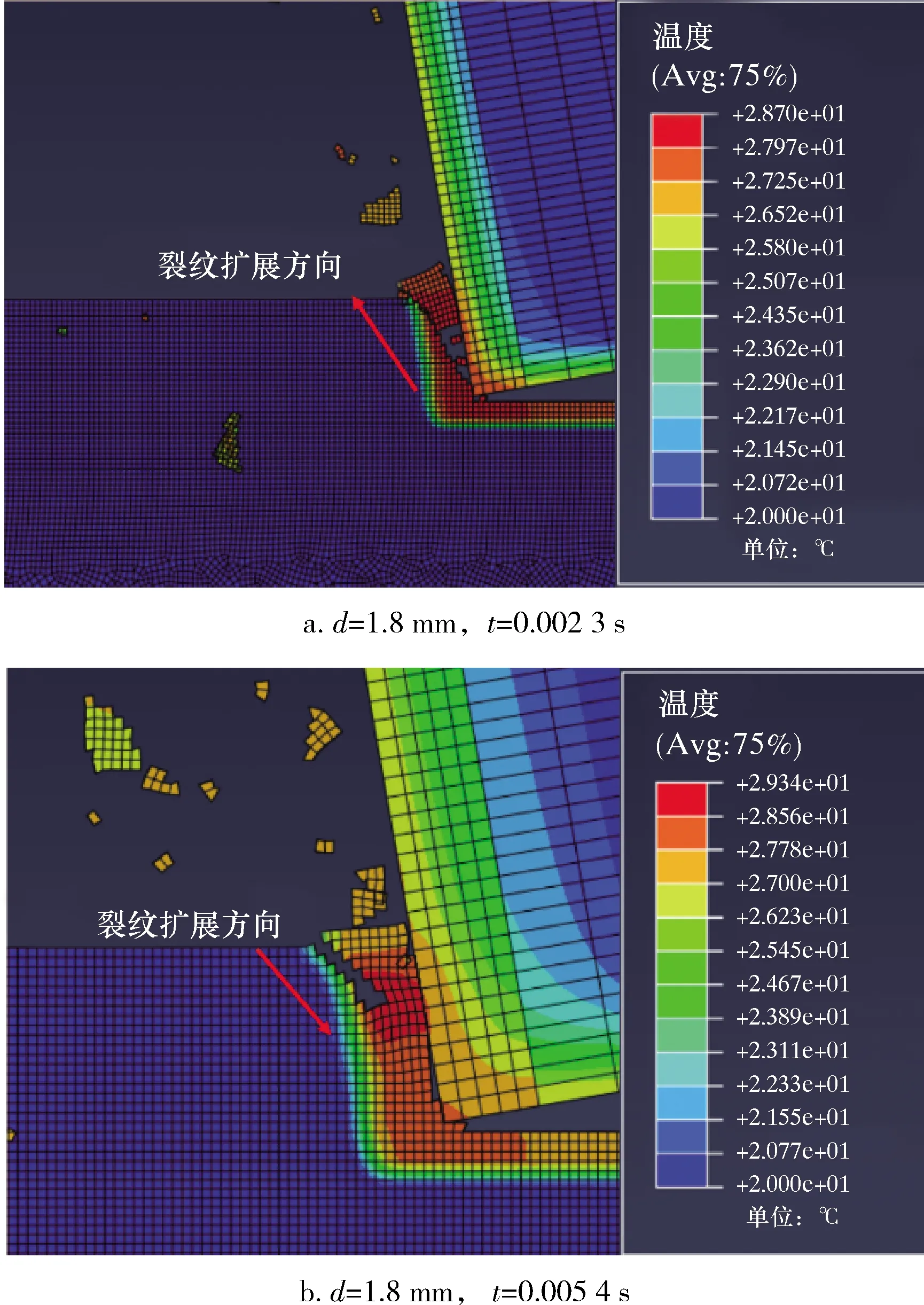
圖8 d=1.8 mm時不同時刻兩種不同的裂紋擴展方式Fig.8 Two different crack propagation modes at different time with d=1.8 mm
由上述分析可知,巖石的破碎方式與裂紋的萌生擴展密不可分。觀察d=1.8 mm(階段Ⅲ)時的切削過程發現,不同時刻巖石裂紋的初始萌生位置存在明顯差異,如圖8所示。當切削齒與巖石接觸,刀尖處會形成一個頂端破碎區[16-17]。裂紋容易在頂端破碎區域的邊界上產生,隨后擴展至巖石自由表面,如圖8a所示。除此之外,裂紋還可能會在巖石自由表面處萌生,如圖8b所示。M.C.SHAW等[18]基于試驗在金屬切削領域也觀察到了相同的現象,并提出了周期性斷裂理論。基于該理論,在超高速切削過程中,在刀具前方巖石自由表面處產生了硬化區,在擠壓作用下向自由表面隆起。由于脆性材料抵抗斷裂的能力要低于抵抗滑移的能力,所以,更容易在自由表面萌生裂紋。在超高速切削過程中,這兩種裂紋萌生機理同時存在。
不同的裂紋擴展方式會影響切屑的大小和形狀,當不同形狀的切屑被去除后,前刀面與巖石接觸情況將會改變,如圖9所示。當巖石在靠近刀尖處斷裂時,前刀面巖石呈現斜坡狀,如圖9a所示;當巖石在前刀面中部斷裂時,前刀面巖石將呈現斷崖狀,如圖9b所示。通過觀察d=1.8 mm的切屑形成過程,當d>dcr2(階段Ⅲ)時巖石斷裂方式以后者為主。由圖9可知,隨著切屑的逸散,刀尖處始終與巖石接觸,而前刀面上部則與巖石間歇性不連續接觸。這兩種不同的巖石斷裂方式會導致前刀面的受力并非均布。圖10為d=1.8 mm(階段Ⅲ)時前刀面各節點的受力和其標準差示意圖。由圖10可知,越靠近刀尖處,切削齒受力越穩定,前刀面受力維持在較高水平。因此,當d>dcr2(階段Ⅲ)時,超高速切削過程中的有效切削深度呈動態變化。當前一個切屑被去除后,有效切削深度減小,巖石塑性破壞加劇。
綜上所述,在超高速切削過程中,當d>dcr2(階段Ⅲ)時,由于裂紋萌生與擴展機制的改變,巖石不僅難以產生裂紋,脆性切削作用減弱,而且隨著有效切削深度的減小以及較高的沖擊載荷,刀具壓碎作用加劇,巖石塑性破壞再次占據主導地位,使得切削效率降低,EMS增大。這與超高速切削過程中沖擊載荷加劇以及巖石特性有關[19]。另外,ZHOU Y.N.等[20]也已從能量的角度證明切削齒后傾角對巖石破壞模式的轉變存在一定的影響。
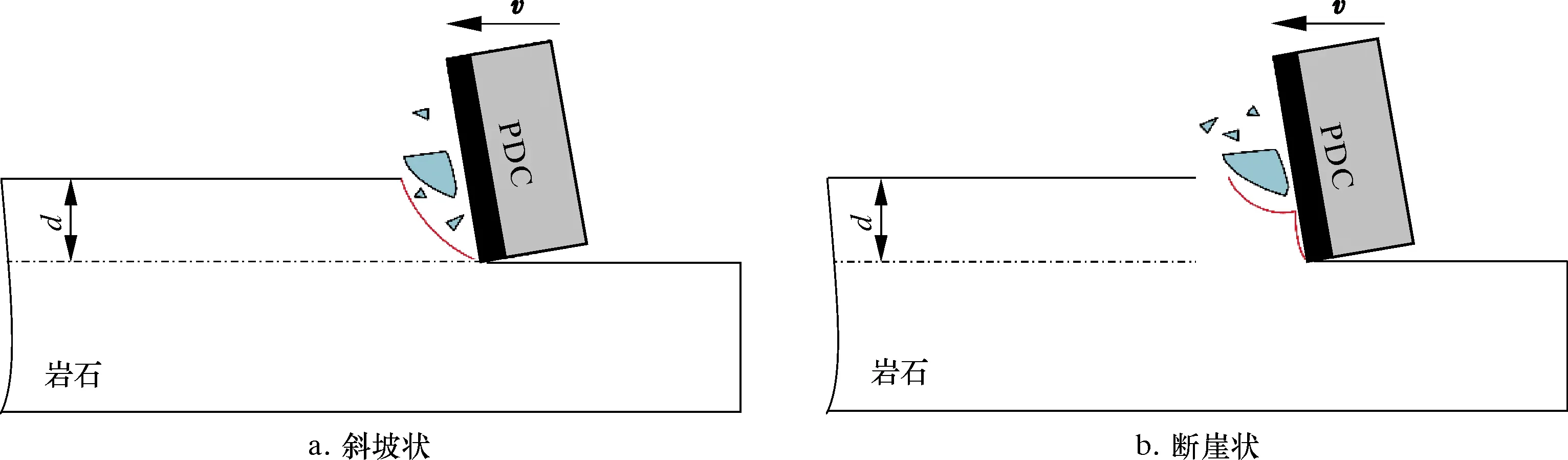
圖9 前刀面與巖石的不同接觸情況Fig.9 Different situation of contact between front cutter and rock
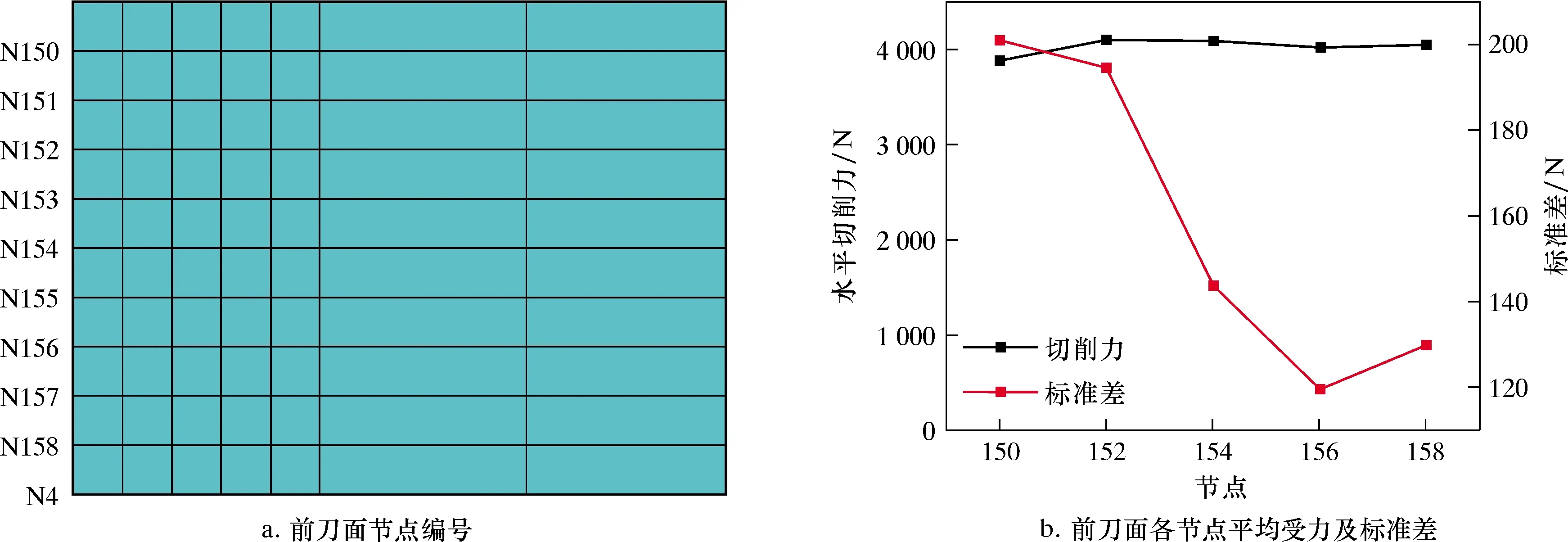
圖10 d=1.8 mm時PDC切削齒前刀面各節點的受力示意圖Fig.10 Forces acting on the nodes of the front PDC cutter with d=1.8 mm
3.2 PDC切削齒超高速碎巖機理分析
通過前述對EMS、Fcs以及切屑形成機理的分析,發現在超高速(v=13 m/s)條件下,切削深度仍然是影響巖石破碎模式的重要因素。在超高速條件下存在兩個臨界切削深度dcr1和dcr2,使得巖石的主要破壞模式發生兩度轉變。根據前述分析,PDC切削齒超高速切削過程中破巖機理如圖11所示,具體分析如下。
當d 圖11 超高速切削過程中3個不同階段的 破巖機理示意圖Fig.11 Schematic diagram of rock breaking mechanism at three different stages at ultra-high speed 當dcr1 當d>dcr2(階段Ⅲ)時,巖石裂紋萌生和擴展機制發生了一定改變,導致裂紋產生的條件更加苛刻,脆性切削作用減弱。除此之外,巖石更傾向于從刀具與巖石接觸面中部斷裂,有效切削深度減小,Fcs保持在較高水平且呈線性增加,刀具壓碎作用加劇,巖石塑性破壞再次占據主導地位,EMS緩慢上升,如圖11c所示。 在超高速切削過程中,巖石裂紋萌生和擴展機理如圖12所示。高速運動的刀具與巖石接觸,在前刀面和刀尖周圍產生的塑性區,分別為頂端破碎區和塑性流動區。當頂端破碎區沿著切削速度方向移動時,由于楔入效應,在頂端破碎區邊界上容易萌生裂紋,并沿著弧形路徑擴展至原始巖石自由表面,切屑由沿著巖石變形區域和原始巖石之間的裂紋傳播路徑的拉應力形成,如圖12a所示。當前方巖石自由表面處形成硬化區時,未切削巖石由于慣性,來不及發生剪切滑移和沿前刀面的流動,從而在自由表面處形成裂紋,隨后裂紋沿著一定角度向刀尖處擴展,形成切屑,如圖12b所示。 圖12 巖石裂紋萌生和擴展機理Fig.12 Mechanism of rock crack initiation and propagation 為進一步解析超高速條件下鉆頭與巖石之間的相互作用,本文通過有限元分析方法對PDC切削齒超高速破巖過程進行了分析,揭示了切削深度對超高速PDC切削齒破巖機理的影響規律,其主要結論如下。 (1)以EMS作為評價指標,對超高速條件下PDC刀具的切削效率進行分析。分析結果表明,當切削速度v=13 m/s時,隨著切削深度的增大,EMS首先迅速降低,隨后緩慢上升。PDC鉆頭切削齒最佳切削深度為1.4 mm,其EMS最小,切削效率最高。 (2)切削力Fcs的分析表明,存在兩個臨界切削深度dcr1(1.2 mm)、dcr2(1.4 mm)。隨著切削深度的增大,巖石的主要失效形式由塑性破壞逐漸轉變為脆性破壞。與常規切削速度不同的是,當d>dcr2(1.4 mm)時,巖石脆性破壞再度占據主導地位。此時巖石更加難以萌生裂紋,脆性破壞減弱;沖擊載荷較大,有效切削深度減小,塑性破壞增強。因此,在超高速破巖過程中,切削深度在1.2 ~1.4 mm之間時,切削效率較高。 (3)切屑形成機理分析表明,在超高速切削過程中,巖石裂紋萌生方式有兩種。其一,裂紋在頂端破碎區邊界上產生;其二,由于材料硬化而在巖石自由表面處萌生裂紋。另外,由于巖石斷裂位置的不同,切削過程中的有效切削深度會減小。 (4)在超高速切削過程中,巖石的破碎方式與切削深度息息相關。本文的研究結果為以后深入研究巖石材料特性以及其他切削參數(后傾角等)對超高速鉆進的影響奠定了基礎。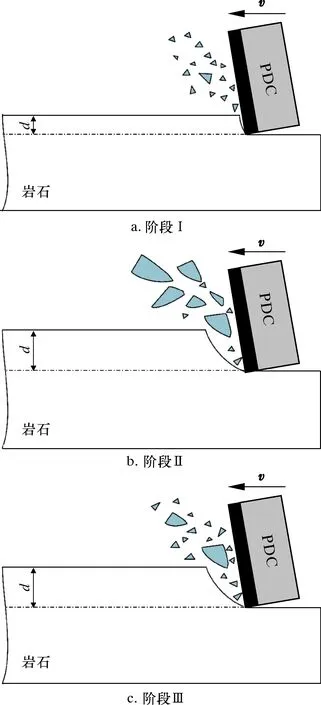
4 結 論
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38艦船科學技術(2022年13期)2022-08-11 09:29:16中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50數學物理學報(2020年2期)2020-06-02 11:29:24World Journal of Diabetes(2019年7期)2019-07-23 11:52:08藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48光學精密工程(2016年6期)2016-11-07 09:07:19