關于汽車覆蓋件精度提升思路的探討
2022-06-15 11:21:52譚高山廣汽乘用車有限公司
鍛造與沖壓 2022年12期
關鍵詞:調試
在如今激烈的汽車市場競爭環境中,各主機廠新車型開發及更新迭代的節奏在不斷加快。在此背景下促使各主機廠對新車型開發流程不斷優化,提升新車型開發質量及縮短開發周期。覆蓋件沖壓模具在新車型投資中占比較大,其開發質量及周期在新車型開發中意義重大。其中零件的精度水平作為模具開發質量的重要評價指標之一,其整改的效率及最終的效果往往是模具出貨質量及節點保證的關鍵。本文主要探討新車型模具開發過程中如何在有限的周期內快速提升零件的精度,縮短調試周期。
前期工藝方案設計
在前期工藝方案設計階段,對零件沖壓成形過程進行CAE 模擬分析,提前預判零件沖壓成形過程中的品質缺陷(如零件開裂、起皺、回彈等),并針對問題點進行產品、工藝造型優化。模具調試過程中檢測制件工藝優化后的結果,并與前期模擬分析的理論結果進行對比、修正,可大幅減小后期因工藝不良造成的模具調試工作量,提高模具調試效率和質量。
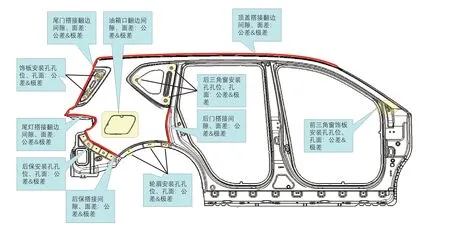
零件精度管控標準的設定需要根據整車DTS、零件GD&T 公差要求,需重點識別和保證與整車匹配感知度高的關鍵位置匹配精度,感知度低的非關鍵位置精度可按自由公差管理。以側圍外板為例,圖1 列舉了零件重點管控部位和關鍵公差項目,在零件精度提升過程中需重點關注和保證。
模具調試過程質量控制
模具廠外制造調試階段,其過程質量的管控對零件精度提升具有重要影響。模具制造調試質量越好,如模具型面符型、研合、運動部件配合間隙、材料流入量調試及管控等細節工作越到位,零件精度越穩定。反之則會導致零件精度波動大,可能存在反復整改而精度未能有效提升的情況,不利于零件精度評估及提升。
硬件管理
模具在正式開始調試前,需重點保證模具機加工及裝配質量,這是后續模具調試、零件精度提升等具體工作的基礎。
其一,課程科目設計不合理[1]。2012年教育部高等教育司組織編寫了《全國高等學校法學專業核心課程教學基本要求》,確定了法學專業的《民法學》、《刑法學》等16門課程屬于核心課程。實踐證明,這16門核心課程對于培養高素質復合型法學人才是必需的、不可或缺的,但對于獨立學院應用型法學人才培養來說,顯然是理論類課程偏多、實務類課程偏少。依據這種課程體系培養出來的畢業生,職業技能得不到應有的強化訓練,自然動手能力差,難以體現出獨立學院法學人才培養的特色和優勢。
應用SPSS 19.0統計軟件進行數據分析,計量資料表示,符合正態分布且方差齊性使用方差分析,不符合正態分布使用秩和檢驗或其他非參數檢驗,P<0.05差異有統計學意義。
⑶零件精度評估。一般在檢具上手工測量評估零件的精度,測量內容包含輪廓面間隙、面差、修邊線長度、孔位置度及大小等。考慮手工測量誤差,建議首次出件盡量上三坐標測量機或藍光/白光掃描儀測量,尤其對于型面整體精度及回彈值的把握。此過程有一點需特別關注,測量前需重點確認零件在檢具上是否正確安裝到位,基準點的貼合、檢具夾緊機構的使用、零件與檢具的干涉、零件的安裝順序等均會影響零件最終的測量結果。應盡量模擬零件在整車上的安裝點及其順序,明確作業步驟與要點,以提高零件測量的穩定性與準確性,否則往往容易事倍功半。
⑴模具研合率。模具研合率代表模具型面貼合均勻程度,研合率越高,模具狀態越穩定。首件檢證時,需對照《模具研合著色指示書》設定的研合標準評價,研合符合率達到80%以上,重點強壓區域需達到90%以上。
⑶模具研合、符型質量。模具裝配完成后至正式開始調試前,需重點確認模具運動干涉排除及零件與模具表面的貼合程度,排除干涉、符型不良類因素對零件精度的影響。模具型面、壓料面、整形面等基準平面研合率應達到80%以上,零件精度相對穩定時,再出件判斷零件精度,以免影響評估結果的準確性。
⑵材料流入量。零件CAE 分析結果輸出的重點指標之一,作為CAE 狀態下材料流向的參考,其數值的變化往往伴隨著零件回彈、表面質量、材料減薄等狀態的變化。模具調試過程中參考CAE 理論值,通過壓邊力調整、壓料面局部研合調整、拉延筋調整等手段調整材料流入量至與CAE 模擬盡量一致,一般差異在±5mm 以內判斷為一致。
非硬件管理
模具經過基礎的研配工作后進入正式的調試階段,調試過程涉及沖壓參數設定、零件成形出件調試、零件狀態評估與調試、零件精度測量及整改提升等環節。
隨著手工技藝在設計領域的不斷發掘,可以預見的是將來的設計領域將會越來越強調人性的關懷、個性的張揚以及文化屬性的體現,部落式的、階層性的消費符號通過手工的打造會不斷涌現。手工藝和設計之間的關系亦會越來越密切,兩者抑或成為互不可缺的組成部分。設計領域的新手工藝運動中的設計理念也會對設計教育提出新的要求,會要求設計教育不但要培養會設計的設計師,還要培養會動手的設計師。
以某車型側圍外板為例,模具加工裝配完成,經過排干涉、研合、符型等基礎工作后正式開始調試。模具廠外調試階段有幾項關鍵的工作需重點關注:首次出件檢證、精度提升整改、工藝參數及零件精度鎖定。
⑴模具機加工質量。模具精加工階段需重點關注模具型面表面質量,發現缺陷時應及時進行處理,以免鑄造或機加工缺陷帶入模具調試階段,影響零件精度或模具調試日程。
提升初中歷史課堂教學,應當增加學生對歷史學習的興趣,將學生的感情與歷史聯系在一起。巧妙設計課前導學,激起學生探索歷史的興趣,利用情境創設引導學生講感情帶入學習之中,同時通過多媒體使學生更加直觀地了解歷史,拓寬自己的歷史知識。使學生在輕松自主的課堂氛圍中掌握知識點,將被動學習變成主動記憶,促進學生歷史學習體系的建立。我希望通過本次的研究,可以為一線歷史教師提供一些幫助,有助于營造師生互動、自主探究的歷史課堂學習氛圍,提高歷史課堂教學效率,培養學生的綜合素質。
零件狀態判斷及調試方法總結
⑵零件成形出件調試。在模具廠外調試階段,目前國內主機廠主要調試思路為先調整材料流入量、成形噸位至與CAE 模擬結果相一致,在此基礎上對沖壓件上有缺陷的地方對應模具部位進一步的調試和回彈補償。按此思路調試出件,能有效減少調模次數,提高調試效率、降低調試成本。
首次出件檢證
模具完成基本的研合、符型工作后,開始正式首次出件。其檢證內容主要包含模具研合率、材料流入量、零件減薄率、零件表面品質、零件精度等。
⑵模具裝配質量。模具裝配階段需重點關注模具活動部位的動靜態配合,靜態關注導板、修邊/翻邊/整形鑲塊、斜楔等模具部件安裝座面平整度及配合間隙,動態關注導板、斜楔、氣缸等活動部件的運動間隙,滑動配合面間隙一般控制在0.03mm 以內。
當滿載速度為12knots、滿載狀態時,育明輪在艏傾和較大的艉傾下都會使船舶的靜水阻力增加,在一定的艉傾狀態下可以降低船舶阻力,當吃水差為-0.2米時,船舶的阻力最小,相比于平吃水時阻力可減少4.79%。
⑶零件減薄率。與材料流入量調試思路類似,首件檢證時,需對比零件實際減薄超差位置與CAE 狀態符合率。沖壓參數、模具表面研合率、表面粗糙度、材料流入量等均會影響實際減薄結果,一般結合以上影響因素進行分析與調試,可調整至與CAE狀態一致。拉延成形后的零件減薄率一般要求小于等于20%,最終成品件減薄要求小于等于25%。
⑷零件精度。首件精度是首件檢證的重點確認項目之一,是后續精度提升工作的基礎。結合過往車型及行業經驗,首件整體精度達到80%~85%是比較理想的狀態。首件零件輪廓間隙、沖孔位置度、孔徑精度一般比較高,輪廓修邊線、匹配面差及其極差精度一般相對比較低。尤其匹配面差,涉及零件表面回彈,往往需經過多輪整改才能穩定達標。
精度提升整改要點
通過以上首件檢證,可評估零件整體及關鍵位置精度情況,并據此制定零件精度提升的整體計劃。關于精度提升工作,結合過往車型模具廠外調試經驗,總結以下幾項要點:
⑴全面分析精度影響因素。首件精度結果出來后,先不要急著出整改方案,應對各評價項目(間隙、面差、孔位、孔徑、修邊線等)進行具體分析(圖2)。
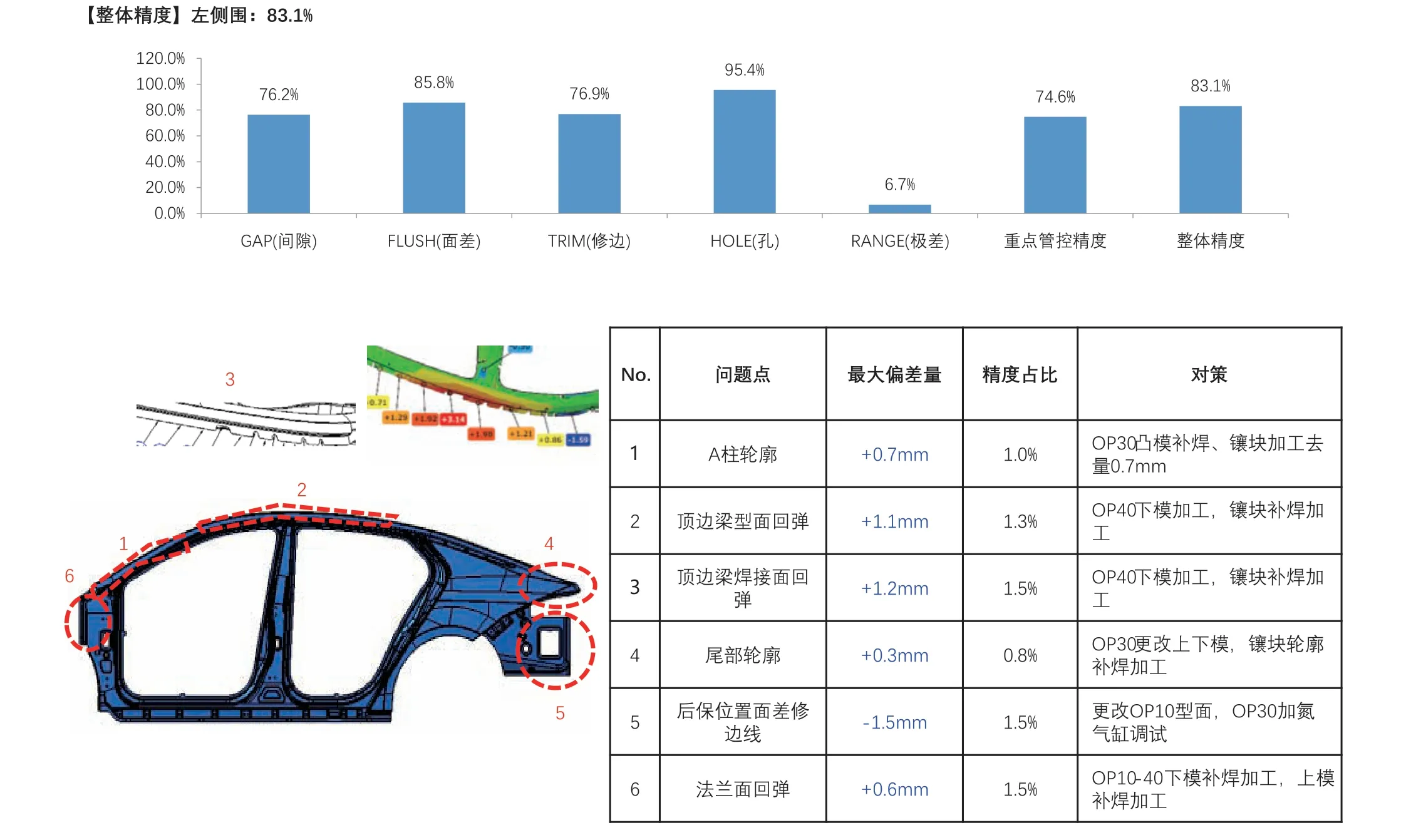
⑵合理安排整改項目。整改內容及其先后順序的合理安排,根據零件沖壓成形的特性,第一輪整改應先判斷基準面、基準孔是否貼合,如不貼合則參考上述方法確認影響量及整改量把基準修正到位,此輪整改周期一般為兩周。第二輪整改重點針對第一輪整改不到位的輪廓、面差進行補償修正,整改周期一般為一周。第三輪是在前兩輪的基礎上對孔位、修邊線、局部輪廓間隙/面差的極差進行精細化提升,提高零件精度穩定性及均勻性,整改周期一般為一至兩周。按此思路,一般經過三輪整改,可把精度穩定提升至90%以上。
第三,認真落實最嚴格水資源管理制度。出臺《新疆落實最嚴格水資源管理制度考核辦法》,加快推進水價、水資源費改革,加快水資源實時監控系統和水利信息化建設步伐;繼續實施向塔里木河下游的生態輸水,鞏固生態治理成果。
⑶保證整改體制及資源投入。針對每輪調試出件,需聯合供應商制造部、技術部、質量部等相關部門進行零件狀態聯合評審,共同分析零件存在的精度課題。評審過程中,制定具體可行對策,落實責任部門、個人和完成節點,方案實施后需及時跟蹤及反饋方案效果。
⑴沖壓參數設定。參考CAE分析輸出的沖壓行程、成形噸位、壓邊力等理論值設定調試參數,逐步調試。一般能調試出和理論的材料流入量、減薄率、回彈值等評價指標趨勢一致的零件狀態。
工藝參數及零件精度鎖定
模具經過以上三輪提升調試后,各項調試工藝參數、零件狀態逐漸穩定下來。在達成模具出貨標準后,模具正式發貨前需鎖定相關參數及精度狀態。以下幾點發貨準備工作需落實好。
除選擇合適的開發位置以外,還必須要對商業綜合體的開發進行合理的規劃,為了確保規劃工作的順利有效開展,首先要對城市擁有的實際經濟水平和消費實力進行調查了解,另外,還需要做好城市交通規劃、土地使用政策以及政府對商業綜合體開發的支持政策等因素進行全面的考慮分析,盡量能夠使商業綜合體的建設定位更加準確,對未來商業綜合體的持續較好發展發揮積極促進作用,同時還能夠使風險獲得有效地降低和避免。
⑴模具狀態鎖定:模具型面研合率需拍照留底、各模具上的材料、零件定位塊需劃線做好位置標識、模具廠外制造、調試履歷和技術檔案做好歸檔保存,盡量減少模具回廠前后的變化點。
花崗巖試件取自山東萊州,按照國際巖石力學試驗規范加工成150mm×150mm×150mm的立方體花崗巖試件。在試件觀測面中心鉆直徑45mm通孔,隨后以充填體充填。實驗中采用與巷道形狀一致的充填柱體,經測試充填體單軸抗壓強度為62MPa,與花崗巖相近,且充填體具有一定膨脹性,能與試件孔壁良好接觸。本文共進行五組實驗,試件編號分別為KZHG-45-1、KZHG-45-2、KZHG-45-3、KZHG-45-4、KZHG-45-5,其中K代表開挖,Z代表自然狀態,HG代表花崗巖,45代表通孔直徑,1~5表示序號。
⑵工藝參數鎖定:工藝參數包含沖壓成形力、壓邊力、閉合高度、生產沖次等參數,把各工序的工藝參數標注在相應工序零件上,把工序件一起打包隨模具回廠,供廠內調試參考。
⑶零件精度鎖定:需對模具發貨前零件精度進行鎖定,建議手測三組零件并把相應精度數據標注在零件上,用于模具回廠調試出件后直觀對比。此外,掃描一組拉延件及最終成品件精度,保存原始掃描數據,主要用于模具回廠調試出件的面差回彈值對比。
模具發貨回廠時需把以上專項交付物、工藝參數及相關技術資料完整交付給廠內調試團隊,廠內調試團隊需做好相應接收、解讀、整理工作,完整把握模具回廠前狀態。
結束語
汽車覆蓋件精度提升是一項系統工作,需要前期工藝方案設計、模具調試過程質量控制、過程的資源投入以及高效準確的評價、運轉系統等。在模具廠外制造、調試環節,需協調以上各環節緊密、有序配合,提高零件精度提升效率和質量,縮短模具開發周期。
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(2018年1期)2018-07-10 09:49:50
制造技術與機床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(2015年5期)2015-12-01 04:17:19
電子設計工程(2015年3期)2015-02-27 12:04:00