轎車門外板中部表面凸棱調試方法研究
2022-06-15 11:24:12趙鋒孟炬王鑫翟金石中國第一汽車集團有限公司
鍛造與沖壓 2022年12期
轎車門外板中部表面,既有凸模側正向成形還有凹模側的反向成形,屬于復雜成形型面,對板料平整度的要求較高。尤其出現中部表面凸棱這樣的問題,對板料符型工作狀態的要求就更高。本文主要介紹門外板中部復雜成形區域凸棱問題產生的原理與調試方法。從板料投入角度、板料進入模具的姿態、拉延模具定位修改等幾個方面,結合CAE 模擬分析,有效、快速的解決了轎車門外板中部表面凸棱問題。
轎車門外板中部表面凸棱問題分析
問題描述
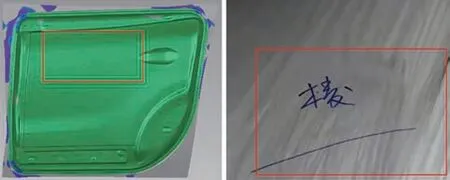
某車型門外板中部表面凸棱缺陷嚴重,左右件缺陷時有時無,左右件缺陷形式和位置相近(圖1),嚴重影響整車漆后效果,屬于不可接受缺陷。
老太醫高興地道:“太好了,親不親,家鄉人。”與秦鐵崖互致問候之后,老太醫放下托盤,“先請喝杯茶,我去準備一下,弄點下酒菜。”
周五下午,家長們如約來到教室,班長小嘉負責簽到,我先組織所有家長和學生學習《預防學生溺水方案》和《學生防溺水“六不”》,并現場抽查一些孩子掌握“六不”的情況。待所有家長都坐定后,我以“陪著孩子一起進步”為題向家長匯報了開學兩個多月以來學生的表現、收獲和成績。我從紀律、衛生、學習、互助、參與體育活動、文藝活動、勞動等方面全面點評孩子們。在我的點贊聲中,孩子們一個個上臺領取我精心制作的小紅花,并合影留念。家長培訓漸漸接近尾聲,那些得到小紅花的孩子和家長都很開心。
轎車門外板中部表面凸棱成因分析
我們在成因分析時,首先考慮板料下料工藝,再通過CAE 分析,拉延工序成形過程中,由內向外考慮成形性能,由外向內考慮沖壓角度對成形穩定性的影響,結合拉延板料投入拉延模具狀態及拉延模具定位對板料定位穩定性的影響,通過二者對比分析確定影響因素。
在CAE 模擬分析中,針對缺陷位置進行了全面的分析,結果顯示中部表面存在成形不充分,在沖壓角度影響下水平投料上下部預彎角度不同,會引起成形狀態的不均勻,更何況反向轉角投料后,上下部預彎角度差異性更大;通過板料上翹的成形過程分析,可以確認板料上翹投料后,在板料接觸到模具初期,由于板料同時受到上模壓料型面下行的板料邊緣預彎力和板料貼下模凸模型面的變形力的作用,板料內部出現褶皺聚料現象,隨著上下模合模高度的不斷減小,內部聚料現象逐漸減輕,在上下模閉合時,內部聚料現象未能完全消除,表面仍有殘留。
⑹拉延模具自動線投料分析。
⑵拉延模擬分析。
以下通過圖4 直觀的解釋整個影響過程,壓料前期板料受上下模對向的變形力影響內部板料變形明顯。
①拉延成形失效分析:拉延成形性分析中,為了保證門外板手摳區域成形充分,且手摳棱線區域減薄合理,通過工藝補充型面及外部摩擦系數控制內部成形材料盡量不聚料,但是中部脹形型面成形時仍存在成形不均勻的趨勢。
②拉延成形減薄料厚分析:拉延成形性分析中,門外板中部料厚0.68mm,門外板中部表面減薄3%,可以看出中部脹形型面成形時存在成形不充分的趨勢。
③拉延成形起皺分析:拉延成形性分析中,為了消除內部手摳區域成形失效現象,對應的調整外部摩擦系數。外部摩擦系數降低至0.13,手摳區域成形后無起皺現象,反而中部脹形型面出現成形不充分帶來的輕微變化。
念蓉吃得很少,這讓楚墨的四菜一湯基本保持著裝盤時的模樣。念蓉離開餐桌,去臥室,打開抽屜,準確地抽出一本影集。那是很久以前的影集,里面放著很多楚墨大學時候的照片。念蓉翻動影集,很快找到其中一張。照片上,四個年輕人手拉著手,身后,四輛并排的單車。
④拉延成形主次應變分析:拉延成形性分析中,從主次應變狀態可以看出,門外板中部表面存在成形不充分的現象。
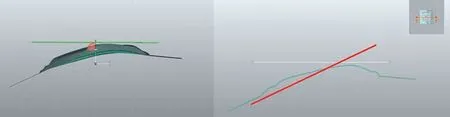
⑤沖壓角度分析:在工藝設計時,受到產品造型的限制,為了保證門外板手摳型面成形合理,手摳型面必須保證在沖壓垂直方向上,由于手摳位置偏向門外板上部,這就導致整個門外板下部型面角度成形;為了成形的合理性,壓料面設計為符型壓料,意味著平整的板料需要經過預彎才能符型成形。分析中,板料是水平進入模具的,由于門外板上下部預彎角度不同,成形狀態會不均勻,如圖2所示。
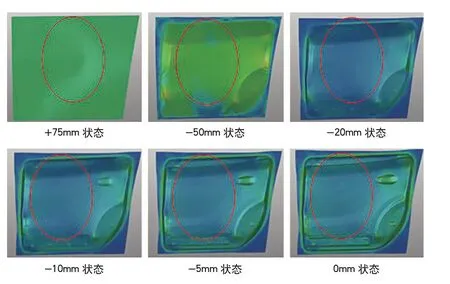
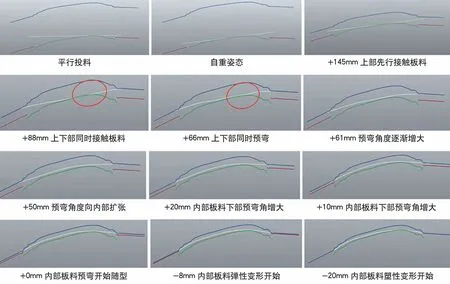
⑥拉延板料上翹的成形過程分析:根據板料上翹130mm 的狀態進行模擬分析,觀察成形過程中存在的問題,不難發現由于板料上翹的原因,在板料接觸到模具初期,由于板料同時受到上模壓料型面下行的板料邊緣預彎力和板料貼下模凸模型面的變形力的作用,導致在接觸到145mm 時板料內部出現褶皺聚料現象,隨著上下模合模高度的不斷減小,內部聚料現象逐漸減輕,由于前面分析中,門外板中部表面成形不充分,在上下模閉合0mm 時,內部聚料現象未能完全消除,表面仍有殘留,如圖3 所示。
⑶拉延模具投料設計分析。
“百度”以后方知,這“曼陀”既是一種花,亦是一宗教佛語。做為花它美麗而有毒,花的形態也被歷史與藝術變形鋪張為裝飾性美感極強的宗教圖案,多是圓形,線條繁復,富于年深日久的意象,好似佛教中的“壇城”。所以在佛語中,“曼陀”就是“壇場”、就是“宇宙心圖”。
在日常生活中,許許多多的APP或者各式各樣的網站會根據顧客的瀏覽歷史記錄或是其他的相關數據,較為準確的給顧客們推薦他們所感興趣的內容,例如網易云音樂的每日推薦和亞馬遜的推薦讀物等等。這些看似神奇的推薦應用背后其實都僅僅是依靠著特定的推薦算法來實現的。
⑷拉延模具投料定位設計分析。
在模具結構設計時,由于受到沖壓方向及產品形狀的限制,壓料面符型設計后,出現左右側型面高度偏差較大的現象。在板料投入設計中可以看到,板料進入壓料面后板料中部凹陷較大,這樣的板料狀態在成形過程中易出現中部聚料現象。
⑸拉延模具壓料設計分析。
在模具結構設計時,受到投料設計的影響,定位設計相對簡單,采用標準型的定位結構,這種定位的導入面在這套模具中無法保證板料每次投入后的姿態固定,成形狀態會存在不穩定性。
在模具結構設計時,受到自動化投料曲線的限制,進料側定位的高度尺寸無法滿足水平投料要求,因此在設計投料方式時,選擇了反向轉角投料的方式,屬于單側上翹的板料姿態,這樣就出現了門外板下部無預彎,上部預彎角增大的現象。
根據拉延成形工藝要求沖壓板料需要T 形料,為了節約成本采用擺剪工藝進行下料,并且為了保證無廢料的剪切成本控制,采用單件板料下料后進行單件板料翻轉使用。無論鋼卷是正開還是反開,都會有一側板料存在卷料卷曲方向的上翹現象。
①板料投料姿態分析:沖壓自動線生產中,門外板自動線投料姿態與設計完全一致,自動線橫桿轉角5°,板料投入后單側上翹姿態明顯。
②板料上翹投料姿態分析:沖壓自動線生產中,門外板板料上翹,投料后上部板料脫離定位。板料投入后單側上翹姿態更加明顯。
⑺門外板投料后板料變形過程分析。
為了規避全球金融賬戶涉稅信息自動交換過程中引發的納稅人信息維護的法律風險,全球金融賬戶涉稅信息自動交換行動參與國應依托《協定公約》相關規范指引,借鑒歐盟和美國的經驗,積極制定實施本國相關的納稅人權利保護法律制度,或者完善現行的納稅人權利保護制度,引入納稅人信息保護權利,高度關切保護納稅人信息的隱私權和知情權。
由板料下料工藝決定了左右件板料總會有一側板料存在卷料方向的上翹現象,在自動線投料時,勢必出現一側板料非正常上翹;在模具結構設計當中,由于自動化設計的限制,影響了投料定位的設計,從而導致了投料方式由原來的平行投料改成反向轉角投料,同時壓料隨型的設計導致了板料投入模具后出現中部塌陷的現象,由此加大了板料上翹量。
⑴沖壓板料下料工藝分析。

在實際生產中,投料方式與設計相符,板料上翹狀態明顯,在此情況下,自動線出件后門外板中部表面凸棱可見,這個缺陷形成的過程可以從投料姿態對成形影響的分析中直觀的看到,而我們在分析了凸棱成因后,將選擇合理的方案對工藝及模具進行適當的修改。
對策實施及確認
整體方案
根據前面的成因分析,我們可以確定門外板中部表面成形不充分,加上投料工藝及模具結構設計影響,以及一側板料翻轉后上翹現象,門外板拉延件中部表面出現凸棱就成為必然。既然實際生產與前期設計完全相符,在無法改變成形工藝的前提下。我們采取自動線調整投料狀態的正規思路,在保證自動線生產頻次不變且穩定的前提下,對拉延定位結構進行局部的修改,具體見表1。
經過以上說明,求解標定矩陣的方法無法解決My和Mz方向產生的維間耦合問題,而傳統的BP神經網絡方法可以有效降低維間耦合,但訓練得到的模型無法應用于多維力同時加載的復合工況。

一階段方案實施并確認
拉延模具定位修改:根據投料定位設計分析,定位的導入面在這套模具中無法保證板料每次投入后的姿態固定,存在成形狀態不穩定性,需要進行定位修改;通過投料設計中投料傾斜角度,我們計算出標準托料位置,從而進行定位托料點的增加;定位修改后自動線投料顯示,通過增加定位托料點控制板料投入姿態是可行的。
二階段方案實施并確認
自動線取料位置修改:門外板板料在自動線對中臺的位置固定,端拾器抓取板料的理論位置為板料中心位置;鑒于左右件板料中會有一側板料出現卷料方向的非正常上翹,根據端拾器抓取點距板料邊緣的距離,修改端拾器抓取板料的位置;重新設定板料抓取中心位置,抓取中心向出件的反方向移動40mm。經過自動線抓取試驗,工作曲線不影響自動線節拍,端拾器按照新的工作曲線移動時與模具無干涉,板料抓取正常;板料抓取位置修改后,板料抓取后出件側板料自重下垂,投入模具后板料符型狀態良好。
方案實施后生產確認
通過以上模具定位增加托料點和自動化抓料位置的數據修改,自動線連線生產中,拉延板料投料姿態合理穩定,門外板拉延件中部表面凸棱缺陷消除,如圖5 所示。
Application of improved ant colony algorithm in optimization design of sewage pipe network

結束語
我們的分析思路是沖壓板料下料的工藝性、拉延內部成形合理性、投料設計的穩定性、壓料設計的對稱性、實際生產中的投料姿態,細致分析設計的投料姿態在成形過程中內部板料變形狀態;方案思路是穩定反向轉角投料姿態,通過改變自動化抓件位置來消除板料非正常上翹狀態;最后自動化生產設備驗證出件,拉延投料姿態穩定,拉延件出件穩定,至此門外板中部表面凸棱問題消除。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2018年18期)2018-11-14 01:48:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06