金屬波紋管波峰輪廓成形誤差的研究
2022-06-17 03:36:40劉建樹鄔志軍
洛陽理工學院學報(自然科學版) 2022年2期
葛 干, 劉建樹, 鄔志軍, 程 穎, 吳 煒
(1.皖西學院 機械與車輛工程學院, 安徽 六安 237012; 2.浙江運達風電股份有限公司, 浙江 杭州 310000)
金屬波紋管常用作熱補償元件、減震元件、密封元件、閥門元件及管路連接件等,在石油、交通運輸、電力、城市供暖等領域有著廣泛的應用。常見的金屬波紋管成形方法有液壓成形法、橡膠模成形法、剛性模鼓脹法、機械輥壓法等。液壓成形法,利用液體不可壓縮的原理,在焊接毛坯中產生較大的壓力,管材發生屈服,在外模具的限制下起皺,最后軸向進給形成所需波紋,具有設備簡單、操作簡單、成本低廉等優點。波紋管成形減薄與材料伸長率、變形率、熱處理等有關系[1],減薄量大的地方,發生在波峰處。在液體壓力的作用下,成形后的波峰實際輪廓與設計時的圓弧輪廓并不相同,影響金屬波紋管的整體力學性能,如剛度、壽命等,也影響到金屬波紋管的選型及設計。
近年來,國內外學者對于金屬波紋管液壓脹形進行各類研究。李張治等[2]等從波形曲率半徑偏差角度,用FEM法對比偏差波紋與理想波紋的剛度及壽命進行分析,發現標準極限偏差下,波紋強度和剛性沒有明顯差異,但對疲勞強度有一定不利影響。陳慶龍等[3]研究模具參數對雙層異質波紋管波形輪廓的影響,發現增大模具傾角、形腔厚度、波深系數,回彈量大減薄量大,可有效控制波形輪廓。FARJI等[4]對比實驗及模擬模具行程與成形壓力對U形波紋管成形外徑變化和回彈,指出成形壓力的增大導致回彈量和回彈敏感度增加掛。KOC等[5]利用塑性理論和薄膜理論建立了關鍵液壓成形的數學模型,用于求解內壓、壁厚減薄率、回彈等工藝參數。金屬波紋管的研究方向主要集中在工藝參數對波紋管成形過程中的回彈、減薄率等方面,針對金屬波紋管波峰輪廓誤差分布、誤差形成因素及誤差對性能的影響研究較少。
以單層無加強U型波紋管為研究對象,采用Deform軟件數值模擬成形過程,對比成形輪廓與設計輪廓在徑向誤差關系。在不同成形壓力、軸向進給速度等工藝參數下,研究波峰輪廓的變化的情況。對波峰成形輪廓及波峰設計輪廓的單式膨脹節整體軸向彈性剛度數值模擬,并對比《GB/T 12777—2008金屬波紋管膨脹節通用技術條件》提供的軸向彈性剛度公式計算結果,研究波峰輪廓誤差帶來的性能影響,為金屬波紋管的設計和選型提供參考。
1 無加強U型波紋管
金屬波紋管按照波形劃分,主要有U形、V形、Q形、S型等。下面以單層無加強U型波紋管為研究對象,在分析其成形過程前,介紹幾何結構與幾何參數。
1.1 幾何結構
單層無加強U型波紋管的幾何機構如圖1所示。

圖1 無加強U型波紋管幾何結構
1.2 幾何參數
單層無加強U型波紋管幾何參數如表1所示。

表1 幾何參數
2 成形數值模擬
根據單層無加強U型金屬波紋管幾何參數,計算管材毛坯尺寸、起波壓力、成形壓力、波長等工藝參數后,利用Deform軟件進行成形數值模擬,研究不同工藝參數對成形結果的影響。
2.1 毛坯尺寸
考慮到脹形過程中,管坯發生減薄現象,波紋管毛坯的軸向長度可利用減薄系數修正后的波紋管單波計算公式計算[6]。
令D=Db-2rc,d=Db+δ
l=2f{[(D(rc+0.5δ)+d(rr-0.5δ)]π/2+(rc+0.5δ)2+(rr+0.5δ)2+DC-C2}/d
(1)
單波展開長度公式減薄系數f根據經驗取0.884,帶入數據得:
L=nl+2p=15.7 mm
(2)
2.2 起波壓力、成形壓力
(1)起波壓力
根據Tresca準則,可得管材起波壓力Ps簡化公式[7]:
Ps=2σSt(sinα)(l+1/d)=3.42 MPa
(3)
其中:α為起波角(通常為9~ 15°,這里取12°)。
(2)成形壓力
Pb=2tσb/d=6.9 MPa
(4)
2.3 脹形過程模擬
根據單層無加強U型金屬波紋管毛坯計算結果,建立毛坯幾何模型。考慮到模型的對稱性,縮短仿真時間,建立1/8有限元模型,有限元模型由管材毛坯、封頭、模具組成。Deform前處理采用4面體網格劃分,表面曲率設置為0.5,尺寸比為2.0,網格數為250 000個。毛坯材質為不銹鋼304,彈性模量為199 GPa,泊松比0.33,屈服強度為205 MPa,抗拉強度為520 MPa。管材毛坯壓力加載3.45 MPa,加載壓力時間為5 s,保壓時間35 s,步長0.2,步數200。有限元模型如圖2所示。
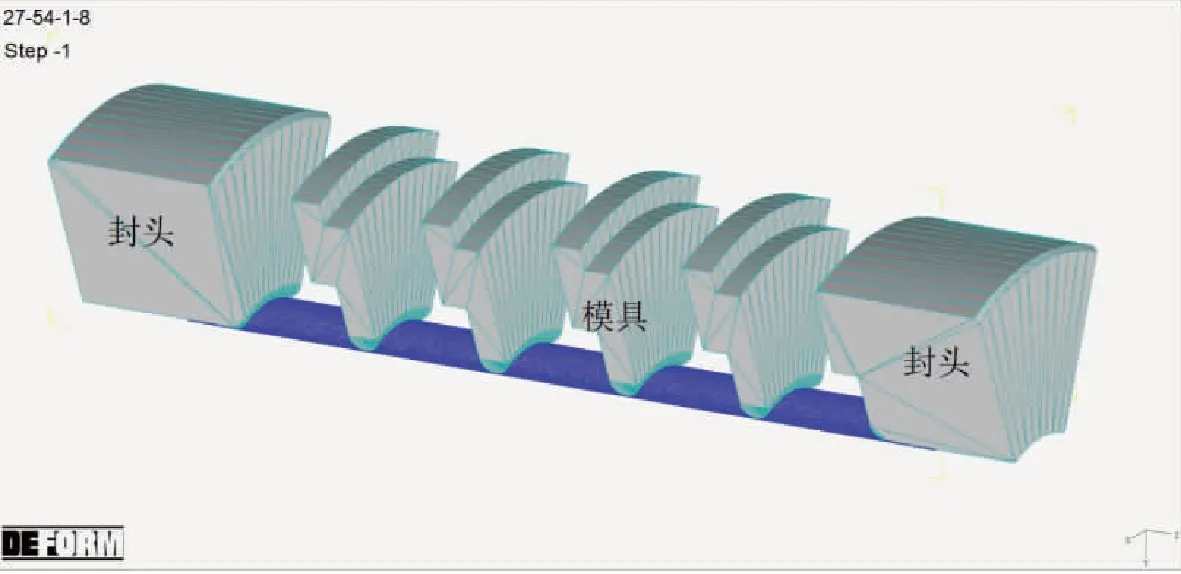
圖2 有限元模型
管坯在液壓壓力作用下發生脹形和流動。根據脹形位移計算,起波角為11°,符合設計要求。脹形結果如圖3所示。
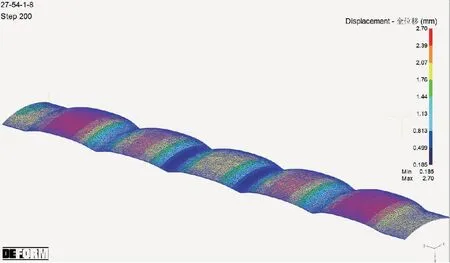
圖3 脹形圖
考慮管材在不同成形壓力和軸向進給速度下波峰輪廓的成形情況,以工況1(6 MPa,82.7 mm/s)、工況2(7 MPa,82.7 mm/s)、工況3(6 MPa,41.35 mm/s)對管材毛坯分別進行數值模擬,保壓30 s。工況1的脹形結果如圖4所示,波峰由于無模具限制,不是半圓弧。

圖4 工況1參數下波紋管脹形圖
2.4 波紋管波峰輪廓分析
將3種工況下脹形后的stl模型導入到UG模型中處理。利用過波紋管軸線的平面,截取波紋管截面輪廓。取截取結果的中間單個波峰為研究對象,以波峰頂點為坐標原點,軸向方向為x方向,波紋管徑向為y方向,建立直角坐標系。沿x方向間隔0.2 mm,采集波紋管波峰輪廓離散點y值,如表2所示。
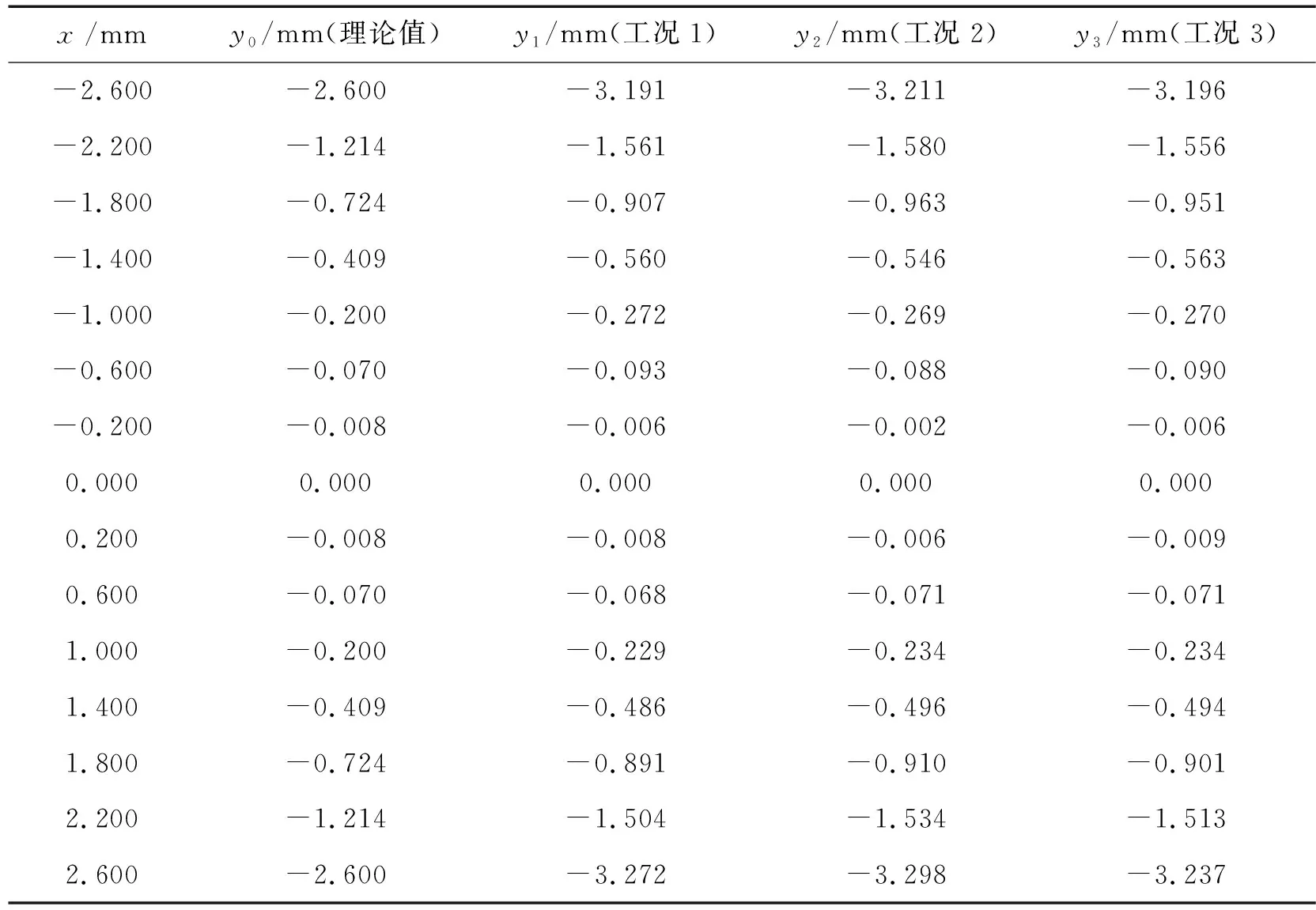
表2 波紋管波峰輪廓y值
(1)波峰輪廓偏差
由表2可知,沿波紋管軸向方向,成形輪廓與設計輪廓存在徑向偏差。徑向偏差由大變小,再由小變大。在波峰處,徑向偏差最小,在波峰兩側偏差最大,達到0.698 mm。在脹形過程中,波峰處材料率先發生屈服并變薄,其徑向流動速度最大,兩側逐漸遞減,導致波峰輪廓形成類似二次曲線輪廓。因此,波峰形狀的誤差,必然對波紋管的性能誤差如強度、壽命等帶來影響。
(2)輪廓偏差
成形壓力及軸向進給速度工藝參數的變化對波峰成形輪廓徑向位置有影響。將3種輪廓在頂點位置重合時,3種工況的成形輪廓曲線高度重合。工況2、工況3成形輪廓相對于工況1,最大誤差分為0.030 mm和0.034 mm,表明成形壓力與軸向進給速度工藝參數對波峰輪廓的形狀影響較小。
3 波紋管剛度分析
為了驗證波峰設計輪廓與波峰成形輪廓對單式膨脹節整體軸向彈性剛度的影響,分別以設計輪廓和成形輪廓(工況1)建立有限元模型,利用Hypermesh剛度進行數值模擬,再用波紋管剛度公式綜合驗證2種輪廓的差別。
3.1 受力分析
建立2種輪廓有限元模型,提取中性層,利用混合單元劃分網格,單元大小為0.5 mm。設置材料的彈性模量、泊松比等參數。分析過程應考慮幾何線性需要,設置為大變形,材料模型選擇Mises屈服條件。波紋管左端固定,右端施加軸向均布載荷312 N。有限元模型前處理如圖5所示。在相同軸向載荷加載下,2種輪廓軸向位移分別是3.32 mm和3.095 mm,如圖6和圖7所示。

圖5 2種輪廓有限元模型前處理

圖6 理論輪廓模型軸向位移圖 圖7 實際成形輪廓模型軸向位移圖
3.2 剛度計算結果分析
(1)數值仿真剛度結果
根據剛度K的定義:
K=F/S
(5)
式中:S表示波紋管軸向位移;F表示產生軸向位移所需軸向力。
結合圖6和圖7模擬結果,帶入公式(5),兩種輪廓的單式膨脹節整體軸向彈性剛度分別為
K理論=93.98 N/mm;K實際=100.81 N/mm
(2)金屬波紋管剛度公式計算結果
根據GB/T 12777—2008軸向彈性剛度計算公式:
Kx=fi/N
(6)
(7)

根據表1,金屬波紋管整體軸向彈性剛度:
Kx=96.54 N/mm
(3)剛度綜合比較
利用數值模擬單式膨脹節整體軸向彈性剛度結果可知:實際成形輪剛度比理論輪廓剛度大7.2%,說明波峰輪廓形狀的準確與否,對軸向彈性剛度有顯著影響。對比國標剛度計算結果,實際成形輪廓的整體軸向彈性剛度相對于設計輪廓的,更接近國標剛度公式計算結果。
4 結 語
(1)利用Deform進行脹形過程數值模擬,脹形后的波峰實際輪廓從波峰頂點向兩側,垂直誤差逐漸增大,最大垂直偏差0.698 mm。
(2)在成形過程中,波峰處率先發生屈服變薄,其徑向流動速度較大,兩側逐漸遞減,導致波峰輪廓形成類似二次曲線輪廓。
(3)脹形壓力及軸向進給速度工藝參數的變化對波峰實際脹形輪廓影響較小。
(4)對比成形輪廓和理論輪廓的單式膨脹節整體軸向彈性剛度,前者比后者大7.2%,且更接近于國標剛度公式計算結果,說明波峰輪廓形狀的準確與否,對軸向彈性剛度有顯著影響。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24