礦井提升機鋼絲繩損傷在線檢測方法研究
2022-06-18 10:33:44凡成華楊煜明毛清華
礦山機械 2022年6期
趙 文,薛 濤,凡成華,楊煜明,毛清華
1陜西能源趙石畔礦業運營有限責任公司 陜西榆林 719199
2西安科技大學機械工程學院 陜西西安 710054
鋼 絲繩是礦井提升機的主要組成部分,其運行環境復雜,運輸距離長,承受彎曲與交變載荷。由于鋼絲繩使用工況惡劣,長時間重載運行、卷曲及物理碰撞,造成鋼絲疲勞斷絲、磨損等損傷[1-2],當斷絲、磨損增加到一定量時,容易造成整根鋼絲繩斷裂,給人們生命財產造成了巨大損失。因此,為了有效預防鋼絲繩斷繩事故的發生,亟需研究礦井鋼絲繩缺陷在線檢測方法。
長期以來,提升鋼絲繩的巡檢工作主要依靠人工目測法。人工定時排查,可靠性差、效率低,花費大量人力物力,無法做到高效檢測。有企業采取定時更換鋼絲繩的辦法,雖然在一定程度上避免了鋼絲繩斷裂發生的安全事故,但增加了資源的浪費。國內外學者探索了漏磁檢測法、聲發射法、超聲波法、光學法、X 射線法和電渦流法等,其中漏磁檢測法是目前廣泛采用的鋼絲繩損傷無損檢測手段[3]。張錦錦等人[4]提出一種過濾電磁鋼絲繩探傷儀出現的工頻干擾的方法。趙強[5]用弱磁矢量合成的數學模型實現了寬距條件下的鋼絲繩實時在線檢測。鐘小勇等人[6]設計了通過迭代計算濾除噪聲的漏磁法及 DSP 用來對鋼絲繩進行在線檢測。陳厚桂等人[7]利用灰色預測理論,研究了有限缺陷集的斷絲預測方法。肖漢斌等人[8]在不同速度差、分頻率和張力下對弱磁鋼絲繩試驗后得出了最佳的檢驗條件。陸延紅等人[9]采用霍爾元件檢測斷絲信號,運用最小二乘法的曲線擬合算法對信號進行定量分析。
此外,也有研究人員在通過機器視覺對提升鋼絲繩外部損傷在線檢測方面做了一定的研究。A.Vallan等人[10]提出利用視覺對索道鋼絲繩進行輪廓檢測的方法。E.Platzer 等人[11]通過分析多個鋼絲繩異常診斷的特征提取方法,找到了最優的檢測特征。劉劍等人[12]在 2017 年將改進的局部二元擬合的能量函數應用到對鋼絲繩圖像輪廓與缺損邊緣的檢測。
綜上所述,漏磁檢測法可以實現鋼絲繩外部和內部損傷識別,而機器視覺法可以對鋼絲繩外部損傷進行識別,但是單一檢測方法存在誤檢和漏檢的問題。為了提高礦用提升鋼絲繩損傷在線檢測的準確率,筆者提出一種基于漏磁檢測與機器視覺檢測融合的在線檢測方法。
1 鋼絲繩損傷在線檢測系統方案
基于漏磁檢測與機器視覺檢測融合的礦井提升機鋼絲繩損傷在線檢測系統方案如圖 1 所示。鋼絲繩經磁化后,通過漏磁檢測法對鋼絲繩的繩股錯位、銹蝕、磨損、疲勞裂紋、跳絲變形等外部和內部損傷進行檢測與識別,利用機器視覺檢測法對鋼絲繩外部損傷進行識別,將二者融合得出最終識別結果,并傳輸到終端系統,實時顯示在終端大屏上,并且對相應的損傷做出預警。
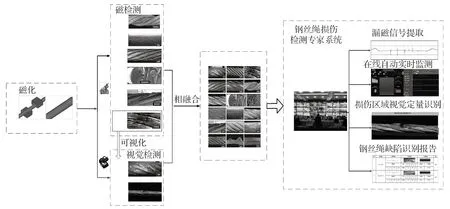
圖1 鋼絲繩損傷在線檢測系統方案Fig. 1 Scheme of online detection system for damage of wire rope
漏磁檢測與機器視覺檢測融合原理如下:采用漏磁檢測與機器視覺檢測兩種方法分別對鋼絲繩損傷進行在線識別,如果二者均識別為損傷,那么判定為損傷;如果一種識別為損傷,判定為可疑損傷,需要人工進行復核;如果二者都識別為正常,判定結果為正常。通過二者同時識別鋼絲繩損傷,可以克服單一檢測方法誤檢或漏檢問題,從而提高鋼絲繩損傷識別的準確率。
2 鋼絲繩損傷漏磁檢測研究
2.1 鋼絲繩損傷漏磁檢測方案
對于漏磁檢測法,鋼絲繩首先被外部加載的磁場磁化,當鋼絲繩置于磁場環境時,磁感線會沿著鋼絲繩通過,不同的磁場下,經過鋼絲繩的磁感線會有所變化。由于空氣磁導率遠小于鋼絲繩,當鋼絲繩完整時,鋼絲繩表面不會出現磁感線;當鋼絲繩損傷時,附近磁場強度高于非損傷區域,磁感線流出。通過磁敏元件檢測鋼絲繩周圍出現的磁場,不同的漏磁場強度反映不同的損傷程度,鋼絲繩損傷漏磁檢測方案如圖 2 所示。
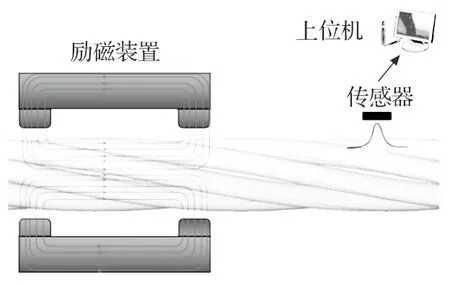
圖2 鋼絲繩損傷漏磁檢測方案Fig. 2 Magnetic flux leakage detection scheme for damage of wire rope
2.2 鋼絲繩勵磁仿真分析
采用無間隙軸向永磁環組合的勵磁結構模型對鋼絲繩磁化效果進行分析。仿真試驗中,一段鋼絲繩的參數為:7 股,長度為 160 mm,半徑為 27 mm。軸向永磁環組合勵磁結構模型如圖 3 所示,磁化結果如圖 4 所示。由圖 4 可以得出,無間隙軸向永磁環組合能對鋼絲繩均勻磁化,磁化的均勻長度較長。

圖3 永磁環勵磁結構模型Fig. 3 Model of permanent magnetic loop excitation structure

圖4 磁化結果Fig. 4 Magnetization results
2.3 鋼絲繩損傷漏磁信號采集
鋼絲繩軸向勵磁磁化與高精度漏磁檢測信號采集系統如圖 5 所示。該系統采用 CH3600 漏磁檢測儀采集鋼絲繩損傷漏磁信號,漏磁傳感器檢測靈敏度為0.000 1 mT,檢測精度和穩定性較高。
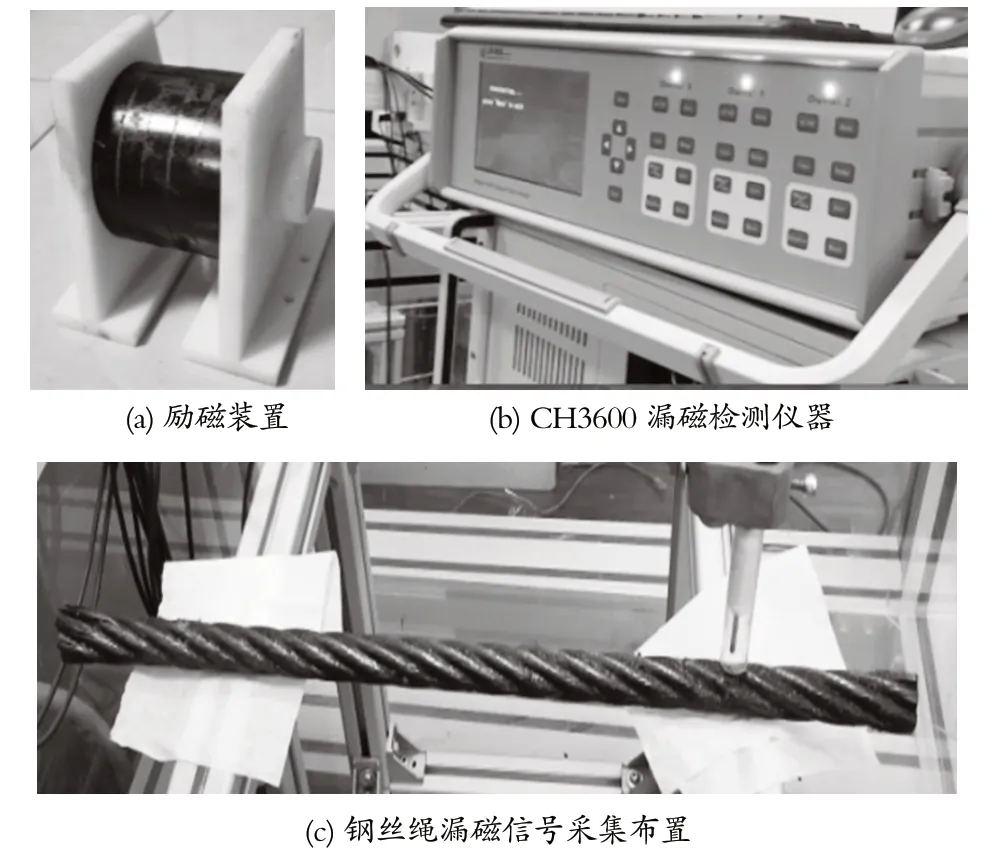
圖5 鋼絲繩磁化與漏磁信號采集系統Fig. 5 Magnetization of wire rope and magnetic flux leakage signal acquisition system
2.4 鋼絲繩損傷漏磁信號降噪
礦用鋼絲繩漏磁檢測信號容易受礦井復雜環境下的噪聲干擾,并且由于鋼絲繩本身的結構特點容易產生股波噪聲。因此,需要濾除損傷漏磁信號中的干擾噪聲信號,采集有效損傷信號,并為后續損傷的定量識別做好準備。對鋼絲繩損傷漏磁信號進行小波降噪時,通過小波參數對比分析,最終采用小波基為6 dB,選用軟閾值方法和 4 層小波分解進行降噪。原始含噪聲信號的信噪比為 -6.378 9 dB,均方根誤差為0.956 8;降噪后信號的信噪比為 8.728 2 dB,均方根誤差為 0.168 9。降噪后的信號和原始含噪信號對比如圖 6 所示。相比于含噪聲的鋼絲繩斷絲漏磁信號,降噪后大部分噪聲已去除,信噪比提高較大。
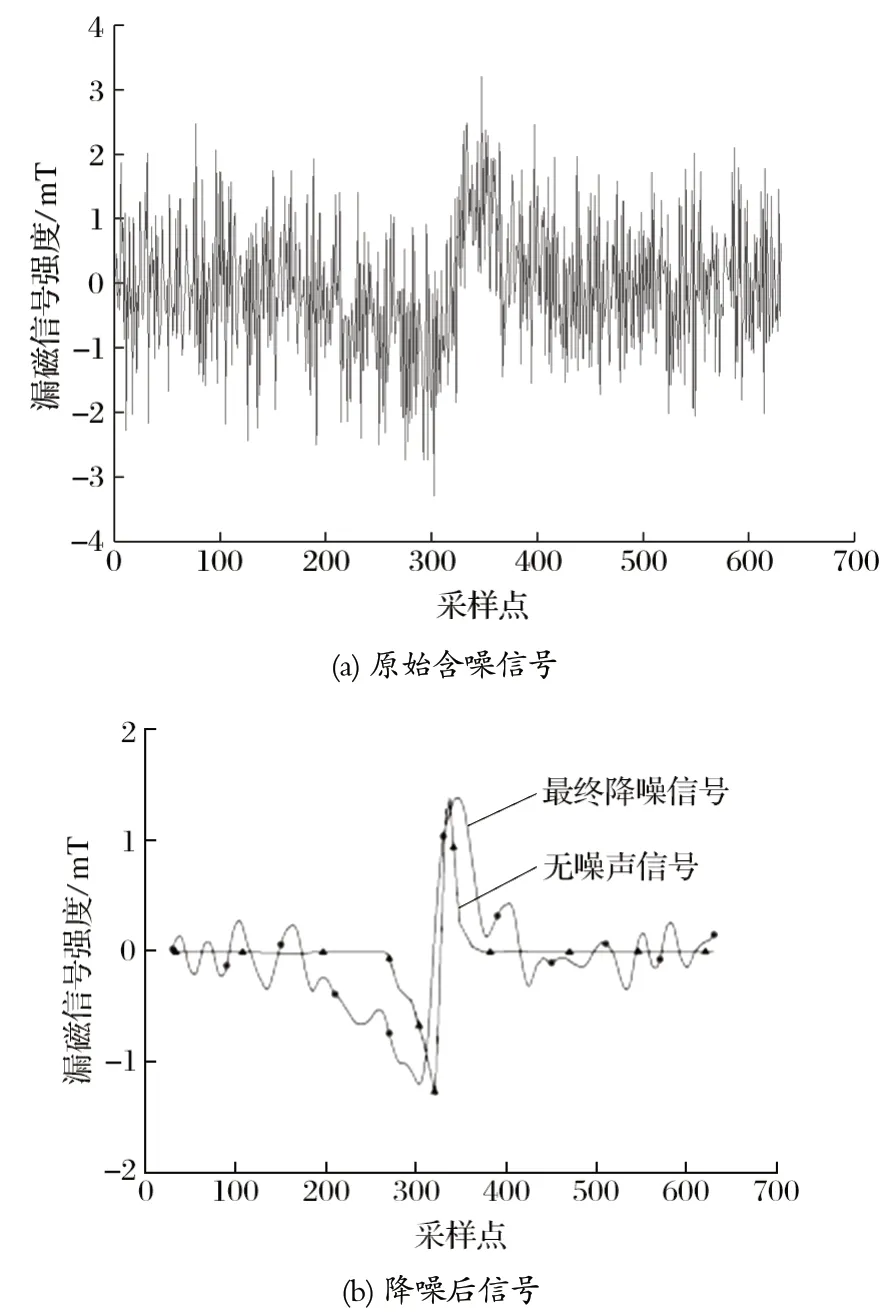
圖6 信號降噪前后的對比Fig. 6 Contrast before and after denoising
2.5 損傷漏磁信號特征提取與定量識別
提取鋼絲繩不同斷絲數量的信號峰值、峰峰值和波形面積特征,采用 BP 神經網絡方法與遺傳算法優化后的 GA-BP 神經網絡對斷絲損傷情況進行定量分析。兩類方法識別后的結果分別如圖 7、8 所示。
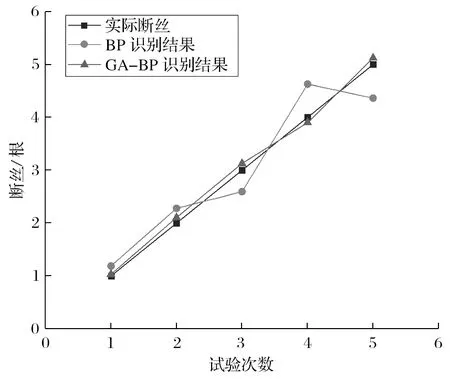
圖7 BP 和 GA-BP 神經網絡斷絲識別結果的對比Fig. 7 Contrast of broken wire identification results with BP and GA-BP neural network
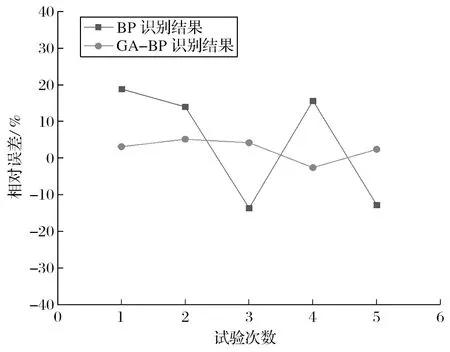
圖8 BP 和 GA-BP 神經網絡識別結果相對誤差的對比Fig. 8 Contrast of relative error of identification results with BP and GA-BP neural network
BP 神經網絡優化前,識別結果有較大的相對誤差,且穩定性較差,其最大的相對誤差為 19%;遺傳算法優化后 BP 神經網絡的閾值和權值,對提升鋼絲繩斷絲識別結果的相對誤差有較大改善,其最大相對誤差為 5.23%,最小為 2.46%,提高了對斷絲識別的準確性。
3 機器視覺檢測法
3.1 鋼絲繩外部損傷檢測流程
使用工業相機對鋼絲繩進行圖像采集,將圖像灰度化并進行濾波降噪,提高圖像的清晰度和鋼絲繩特征;將預處理后的圖像進行閾值分割,簡化圖像分析過程,方便獲取損傷缺陷的區域,從而對損傷的面積及位置做出定量識別。鋼絲繩損傷圖像識別流程如圖9 所示。
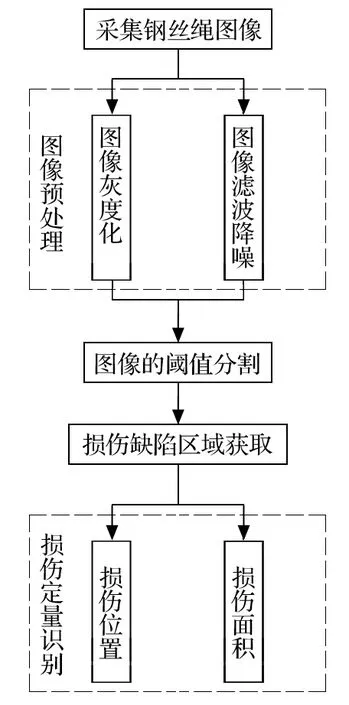
圖9 鋼絲繩損傷圖像識別流程Fig. 9 Process flow of image identification of damaged wire rope
3.2 鋼絲繩損傷圖像預處理
使用 CCD 工業相機采集損傷處的鋼絲繩圖像。在拍攝過程中,受周圍環境、鋼絲繩自身特征及圖像傳遞過程中信息缺失等因素的影響,成像效果差。因此,在進行識別前要進行預處理,消除干擾和增強有用信息的可檢測性。采用中值濾波處理后的圖像如圖10 所示。
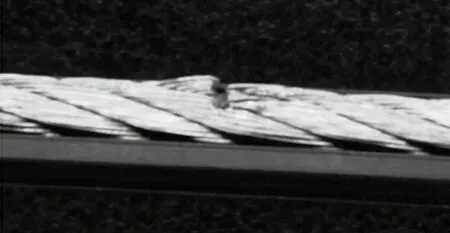
圖10 中值濾波后的圖像Fig. 10 Image after median filtering
3.3 鋼絲繩損傷圖像分割
圖像灰度化及濾波預處理后的結果對于計算機后續算法處理仍然有很多不便,圖像閾值分割可以進一步簡化圖像分析過程。圖像閾值分割后,極大壓縮了數據量,在后續損傷特征輪廓提取及形態學算法處理上更為簡化。采用聚類法對圖像進行分割,結果如圖11 所示。
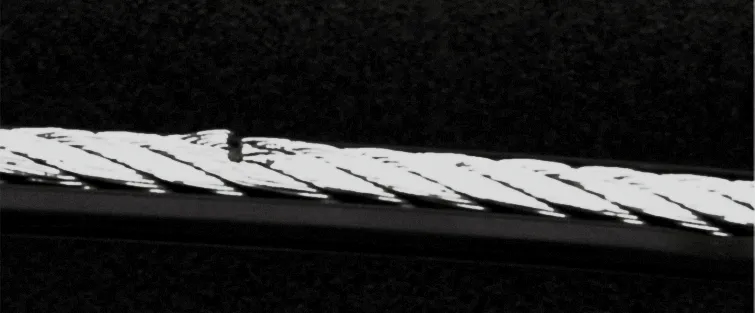
圖11 聚類算法閾值分割后的圖像Fig. 11 Image divided by threshold of clustering algorithm
3.4 鋼絲繩損傷圖像邊緣提取與定量識別
鋼絲繩損傷圖像邊緣提取是定量識別的基礎,采用形態學方法對鋼絲繩損傷圖像進行邊緣提取,提取結果如圖 12 所示。根據形態學腐蝕膨脹處理的原理將缺陷分離,結果如圖 13 所示。
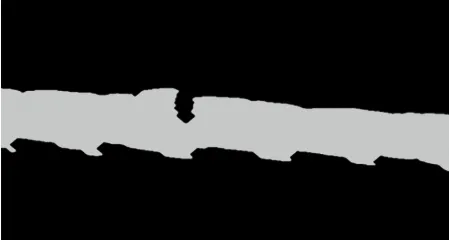
圖12 邊緣輪廓提取后的圖像Fig. 12 Image after extraction of edge profile
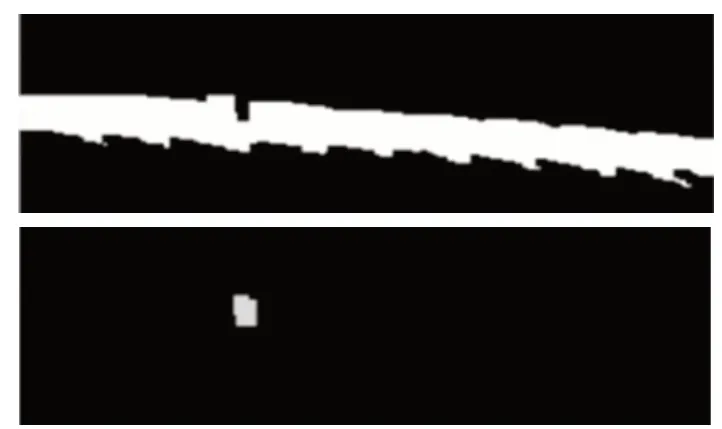
圖13 缺陷分離后的圖像Fig. 13 Images after separation of defects
根據輪廓提取之后的缺口分離結果對損傷區域進行標記以及計算損傷區域面積,結果如圖 14 所示。
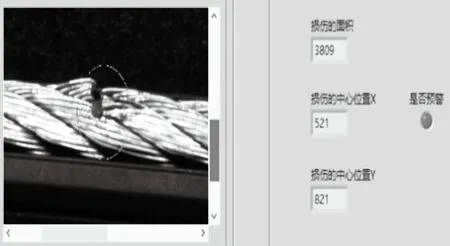
圖14 鋼絲繩損傷面積識別結果Fig. 14 Identification results of damaged area of wire rope
通過多組試驗對比,對識別的鋼絲繩損傷面積誤差進行分析,結果如表 1 所列。
由表 1 可知,機器視覺法實現了鋼絲繩損傷面積較準確的識別,當損傷缺口面積較小時,計算誤差稍大,這主要是由拍攝時鋼絲繩運行抖動、圖像處理算法誤差和圖像像素誤差等原因造成的。
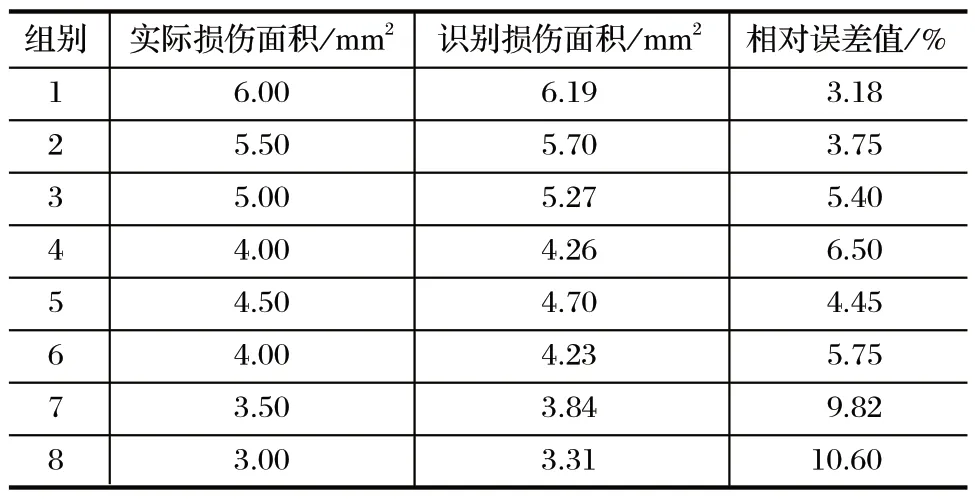
表1 鋼絲繩損傷面積識別誤差Tab.1 Identification error of damaged area of wire rope
4 結論
提出一種基于漏磁檢測與機器視覺檢測融合的在線檢測方法,解決礦井提升鋼絲繩損傷在線檢測的精度問題,通過理論、仿真和試驗驗證得到以下結論。
(1) 該在線檢測方案通過漏磁檢測與機器視覺檢測融合的方法,實現對鋼絲繩的繩股錯位、銹蝕、磨損、疲勞裂紋、跳絲變形、表面缺口等損傷進行全面的檢測與識別,并且提高了損傷識別的準確率。
(2) 提取了不同斷絲數量下提升鋼絲繩斷絲信號的特征,并且用 GA-BP 對斷絲進行定量分析。結果表明,優化后,斷絲識別結果的相對誤差有較大的減小,最大相對誤差為 5.23%。
(3) 采用圖像灰度化和中值濾波對鋼絲繩外部損傷圖像進行預處理,并運用聚類法和形態學操作對鋼絲繩外部損傷缺陷區域進行分離和提取。結果表明:機器視覺法可以實現鋼絲繩外部損傷面積準確識別。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
海峽科技與產業(2016年3期)2016-05-17 04:32:12
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25