臥式車床分度銑鉆功能改造
2022-06-20 09:54:42張鵬王振宇盧傳杰劉林強魯緒閣齊鵬于洋
金屬加工(冷加工) 2022年5期
張鵬,王振宇,盧傳杰,劉林強,魯緒閣,齊鵬,于洋
山東普利森集團有限公司 山東德州 253000
1 序言
在各種機械加工零件中,有一類工件(見圖1)外形尺寸較大,質量較重,在外圓和端面上均布銑削和鉆削的加工要素,例如,2×660MW超臨界燃煤空冷機組的空氣預熱器的轉子中心筒,直徑約1500mm,長度約5000mm,工件質量約20t,不僅需要車削加工外圓和端面,還要加工外圓和端面上均布的鍵槽和通孔。目前加工此類工件比較經濟的方法是先在臥式車床上車削外圓及端面,然后人工劃線,再二次裝夾,由專用銑床和鉆床加工鍵槽和通孔,精度差,效率低。重型數控車削中心加工精度和效率高,但使用成本很高,所以需要一個既能提高精度和加工效率,又能實現使用成本較低的加工方案。
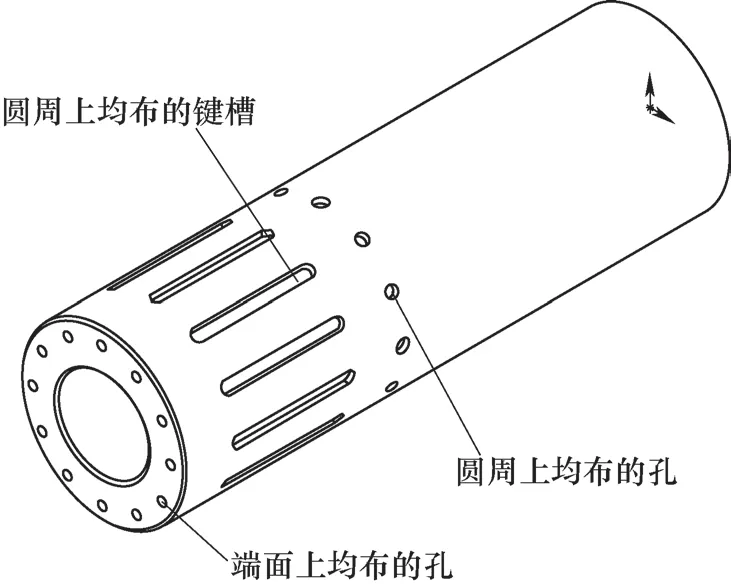
圖1 工件示意
2 臥式車床的結構及其局限性
臥式車床車削加工時,主電動機驅動主軸箱為工件提供切削時所需的轉速和轉矩,掛輪系統聯接主軸箱和進給系統,進給傳動系統的驅動源來自于與主軸箱傳動機械系統相聯的光杠及絲杠,使進給量與主軸轉速直接關聯,以主軸每轉進給量表示出來。
在臥式車床上僅增加一套銑鉆動力頭,只能夠完成單一位置通孔的鉆削加工,原因如下:首先,臥式車床無法進行分度,加工第一個通孔后,無法定位后續孔的位置,無法完成后續孔的加工;其次,銑鉆動力頭的進給依靠機床床鞍和小滑板的進給,臥式車床床鞍進給的動力來源于主電動機通過齒輪傳動帶動主軸,主軸通過齒輪傳動帶動掛輪系統、進給箱、光杠和溜板箱帶動床鞍進給,而銑削鍵槽時,主軸不允許旋轉,造成床鞍不能進給,鍵槽無法加工。綜上所述,在臥式車床上僅增加一套銑削動力頭是不能完成銑削和鉆削加工的。
3 臥式車床改造成車銑鉆復合加工專機
3.1 總體布局
臥式車床改造成車銑鉆復合加工專機的總體布局如圖2、圖3所示。其中加工外圓圓周上均布的鍵槽和通孔時參照圖2進行,加工端面上通孔時參照圖3進行。
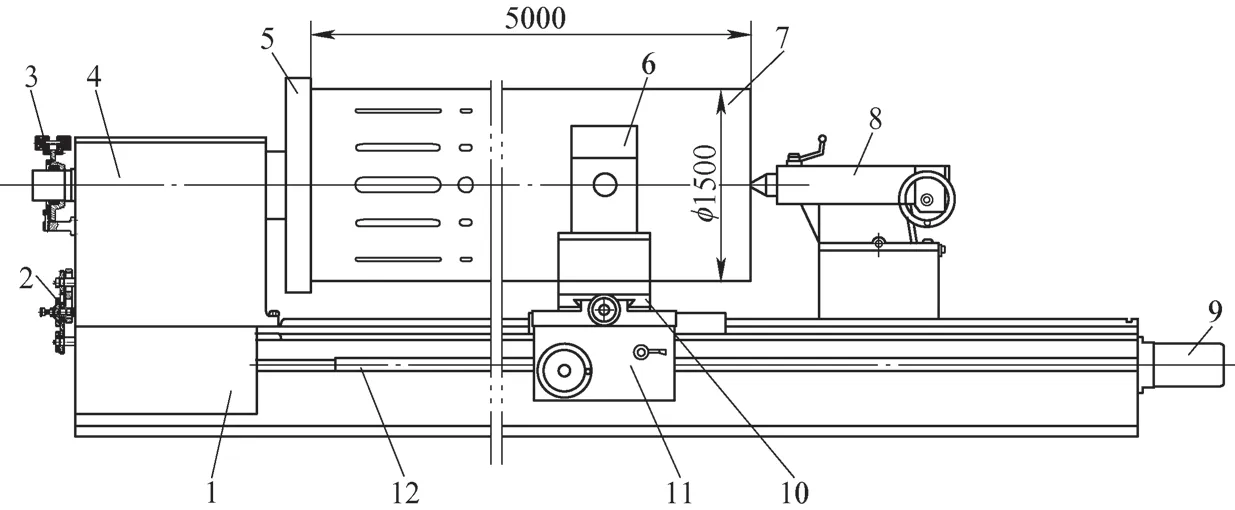
圖2 總體布局1示意
圖2中,件1是進給箱,銑鉆加工時進給箱處于空擋脫開狀態;件2是掛輪,聯接主軸箱與走刀箱;件3是主軸分度裝置和液壓鎖緊裝置,對工件進行手動分度和液壓鎖緊;件4是主軸箱,內部安裝有主軸,為工件加工提供所需的轉速和轉矩;件5是銑鉆動力頭,可安裝不同刀具,并為銑鉆加工提供切削力;件6是卡盤,用于裝夾工件;件8是尾座,用于支撐工件;件9是伺服電動機,通過齒輪傳動與光杠聯接,可在主軸不旋轉的情況下,帶動光杠和溜板箱提供進給動力;件10是小滑板,小滑板上加工有圓形T形槽,銑鉆動力頭可以沿圓形T形槽整體旋轉90°并鎖緊,完成外圓和端面加工要素的加工;件11是溜板箱,可以控制進給方向;件12是光杠,將進給力傳遞至進給系統。
圖3中,件12為工件托架,可對工件進行支撐,與工件接觸為滾輪式結構。加工端面上的通孔時,銑鉆動力頭可沿小滑板的圓形T形槽旋轉90°并鎖緊。
圖3 總體布局2示意
3.2 改造內容
改造的內容主要分為4部分,分別為增加分度和鎖緊裝置、伺服電動機進給裝置、銑鉆動力頭以及電氣控制的改造。
(1)增加分度、鎖緊裝置[1]如圖4所示,工件所需分度的度數與主軸定位用的齒輪的齒數相關聯,例如12或24等分,齒輪齒數便為12的整數倍,通過螺釘固定在主軸鎖緊用的剎車盤上,剎車盤通過脹套固定在主軸上。主軸定位用的齒條在導向柱上移動,齒條通過螺釘控制與齒輪嚙合或分開,并通過螺釘固定在底座上,底座通過螺釘固定在床頭箱上。主軸鎖緊用的剎車片通過螺釘固定在液壓缸上,液壓缸通過活塞實現剎車片的夾緊與松開。
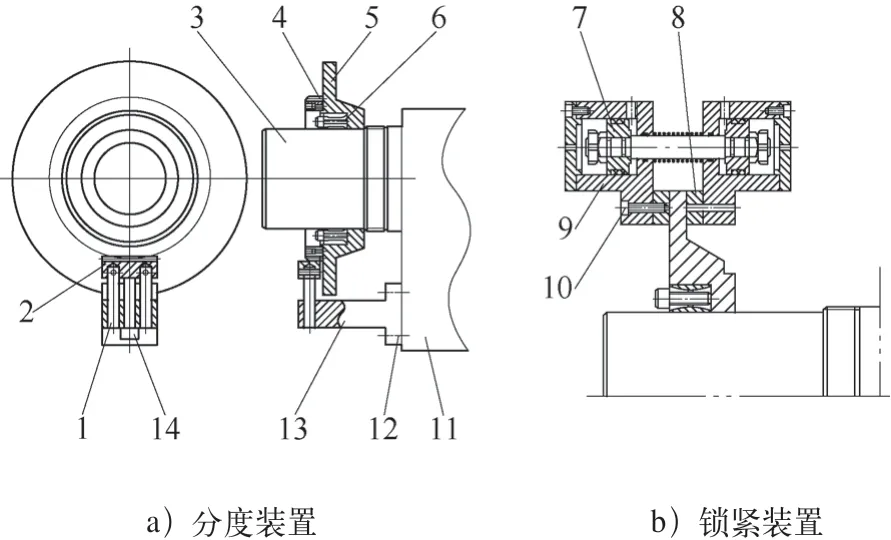
圖4 分度、鎖緊裝置
(2)伺服電動機進給裝置改造(見圖5) 在床身后端增加伺服電動機,通過支架固定在床身上。小齒輪通過脹套與伺服電動機聯接,大齒輪通過銷子與光杠聯接,通過小齒輪與大齒輪嚙合或脫開來控制伺服電動機與光杠的聯接與斷開[2]。
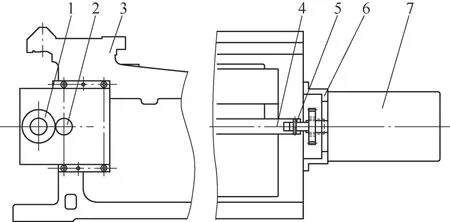
圖5 伺服電動機進給裝置改造
(3)銑鉆動力頭改造(見圖6) 床鞍5沿床身進行Z向進給,小滑板1沿床鞍5進行X向進給,銑鉆動力頭通過加高墊安裝在小滑板1上,通過小滑板1上的圓形T形槽及螺釘鎖緊。銑鉆動力頭和加高墊可在小滑板1上的圓形T形槽內旋轉90°。
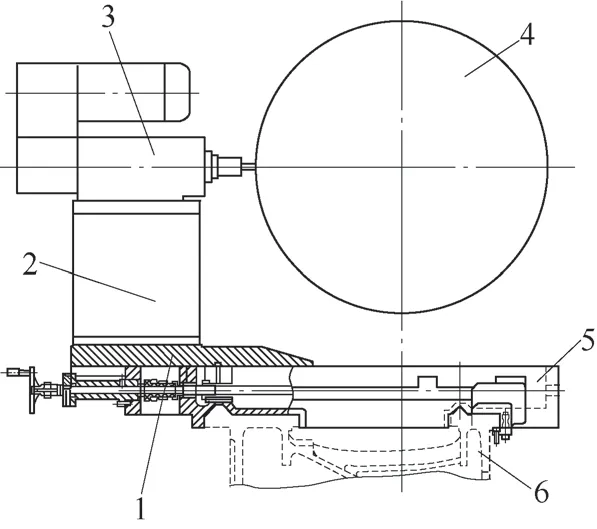
圖6 銑鉆動力頭改造
(4)電氣控制的改造 增加可編程控制器、觸摸屏及伺服電動機驅動器[3]。通過觸摸屏控制可編程控制器輸出脈沖信號,其中,單位時間內輸出脈沖信號的數量決定進給速度,總輸出脈沖信號的數量決定進給長度,脈沖信號的正負值決定進給方向。
操作面板按鍵布局如圖7所示。按鍵功能簡介如下。加工行程:設定工件加工的長度及方向,例:輸入數值“-100”代表工件向負方向加工100mm。軸位置:反饋當前的位置。軸速度:設定進給的速度,例如輸入數值“100”代表以每分鐘100mm的速度進給。位置復位:清空軸位置顯示的數據并恢復為零。速度加/減:對進給速度的加減進行微調。X軸選擇:X向進給時選定該按鍵。Z軸選擇:Z向進給時選定該按鍵。
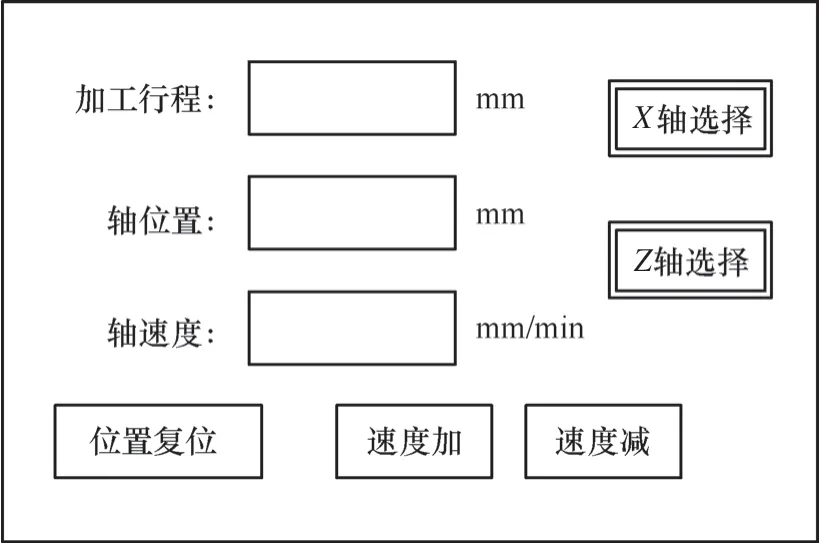
圖7 操作面板按鍵布局
改造后,聯接伺服電動機的齒輪以及聯接光杠的齒輪之間脫開,進行車削加工,車削工序加工完成后,拆下車削用刀架,安裝銑鉆動力頭,脫開進給箱與光杠的聯接后,聯接伺服電動機與光杠,進行銑削加工。例如,一個工件需要車削外圓并在外圓上等分加工12個鍵槽或通孔,分度齒輪的齒數為72。加工步驟如下:將分度鎖緊裝置中的小齒條與分度齒輪嚙合,記錄好嚙合的第一個齒,并通過液壓鎖緊裝置鎖緊主軸,銑鉆動力頭加工第一個鍵槽;加工完成后,脫開小齒條與分度齒輪,松開液壓鎖緊裝置,數6個齒后再次嚙合,采用液壓鎖緊裝置鎖緊,加工第2個鍵槽,依此類推。
4 結束語
本裝置經實踐驗證,可以加工出合格的工件,穩定性好,很好地解決了臥式車床無法分度銑鉆加工的問題。不僅改造價格低,難度小,效率和精度高,而且為此類工件的機械加工開辟了新思路。
