柴油機(jī)搖臂滾輪粘結(jié)問題分析及改進(jìn)
2022-06-21 06:20:16李珊珊和曉鋒陳勇
金屬加工(冷加工) 2022年4期
李珊珊,和曉鋒,陳勇
濰柴動力股份有限公司 重慶 402262
1 序言
進(jìn)、排氣搖臂滾輪機(jī)構(gòu)是某型中速柴油機(jī)配氣機(jī)構(gòu)的重要組成部分,其作用是傳遞凸輪的旋轉(zhuǎn)運(yùn)動和推力,將凸輪的作用力轉(zhuǎn)化為搖臂頭部的上下運(yùn)動,從而驅(qū)動進(jìn)、排氣門的開關(guān)。滾輪與滾輪軸間的摩擦、滾輪與凸輪表面間的摩擦?xí)苯佑绊懖裼蜋C(jī)配氣機(jī)構(gòu)的工作狀態(tài),對柴油機(jī)平穩(wěn)可靠運(yùn)行有重要的影響。
根據(jù)磨損機(jī)理,常見的磨損有粘著磨損和磨粒磨損。當(dāng)摩擦表面的輪廓峰在相互作用的各點(diǎn)處發(fā)生固相焊合作用,材料從一個表面遷移到另一個表面,便形成了粘著磨損。這種被遷移的材料,或脫離所粘附的表面而成為游離顆粒,在柴油機(jī)摩擦副中很常見,嚴(yán)重的會造成運(yùn)動副咬死[1]。這種磨損就是文中提到的粘結(jié)現(xiàn)象。由于潤滑不良,各運(yùn)動副之間形成干摩擦,導(dǎo)致相關(guān)運(yùn)動件固死、燒損等都屬于這種磨損。它是金屬摩擦副之間最普遍的一種磨損形式。
2 原因分析
2.1 原結(jié)構(gòu)工作原理
由凸輪軸上進(jìn)、排氣凸輪的壓力油孔噴出潤滑油,通過搖臂開擋飛濺至兩側(cè)的滲油槽,潤滑油滲入到滾輪軸軸向油槽(滲油槽與滾輪軸軸向油槽對齊),將油輸入到滾輪軸與滾輪之間,達(dá)到潤滑滾輪與滾輪軸摩擦副的目的。潤滑原理及結(jié)構(gòu)如圖1、圖2所示。

圖1 搖臂滾輪結(jié)構(gòu)潤滑原理

圖2 原滾輪與滾輪軸潤滑結(jié)構(gòu)
2.2 問題描述
原搖臂滾輪機(jī)構(gòu)在近幾個月的柴油機(jī)出廠臺架試驗時,集中出現(xiàn)滾輪粘結(jié)現(xiàn)象。剛開始,粘結(jié)集中在大功率柴油機(jī)上,而后逐漸擴(kuò)展至小功率柴油機(jī)上。最多時每臺柴油機(jī)只有1缸滾輪良好,其余全部粘結(jié),更嚴(yán)重時直接導(dǎo)致凸輪軸報廢,影響了產(chǎn)品的正常交付。
通過更換滾輪、滾輪軸,重新進(jìn)行磨合和出廠試驗,一般可以解決該問題。并且投入到市場后,也很少發(fā)生進(jìn)、排氣搖臂滾輪粘結(jié)現(xiàn)象。出廠臺架試驗發(fā)生的粘結(jié)數(shù)量大大多于用戶使用過程中發(fā)生的粘結(jié)數(shù)量。滾輪、滾輪軸磨損情況如圖3所示。

圖3 滾輪、滾輪軸磨損情況
2.3 原因分析
(1)材料 凸輪軸材料為20Cr,表面滲碳淬火,硬度為(62±2)HRC,層厚為1.5mm;進(jìn)、排氣滾輪材料為CrWMn,表面淬火,硬度為58~64HRC,外表面的表面粗糙度值Ra=0.2μm,內(nèi)孔表面粗糙度值Ra=0.1μm;滾輪軸材料為50CrVA,表面軟滲氮,硬度為(600±50)HV0.2(HV0.2表示加載20kg載荷且保持10~15s得到的硬度),化合物層深度>0.01mm,表面滲氮后拋光,表面粗糙度值Ra=0.1μm。
從設(shè)計上看,材料選取及硬度匹配是合理的。質(zhì)量部門檢查硬度,結(jié)果也達(dá)到圖樣要求,說明材料及熱處理沒有問題。
(2)加工質(zhì)量問題 通過尺寸檢驗、理化分析,發(fā)現(xiàn)滾輪軸油槽邊緣無R0.4mm倒角,不滿足圖樣要求。實(shí)際加工狀態(tài)為接近45°倒角(見圖4),在高速轉(zhuǎn)動時,油槽未倒圓角,不是圓滑過渡,呈尖角,滾輪軸油槽內(nèi)潤滑油無法在滾輪軸表面形成潤滑油膜[2],產(chǎn)生高溫,這是使?jié)L輪與滾輪軸發(fā)生粘結(jié)的原因之一。
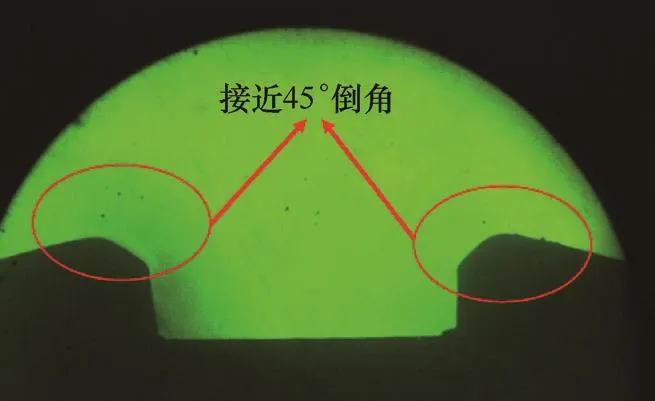
圖4 使用萬工顯對滾輪軸放大30倍檢查
同樣,滾輪邊緣原為45°倒角,并存在銳邊,有刮手現(xiàn)象。破壞油膜的同時,滾輪邊緣容易出現(xiàn)應(yīng)力集中,造成滾輪偏磨。采取人工修磨至R0.5mm的臨時措施,但改善效果不明顯。
(3)運(yùn)動副配合間隙 滾輪與滾輪軸間的潤滑對間隙的大小十分敏感,間隙不足會限制機(jī)油流動,使摩擦熱不能充分地被機(jī)油帶走,增加了過熱變形的可能;而間隙過大,則難以形成均勻的油膜,對摩擦副表面的潤滑也是不利的。
原結(jié)構(gòu)的滾輪與滾輪軸間理論間隙為0.03~0.06mm,受加工及裝配的影響,此間隙可能難以保證。后續(xù)將間隙加大至0.05~0.08mm后,粘結(jié)現(xiàn)象有所減少,但仍然存在。故間隙并不是此問題的主要影響因素,但必須在質(zhì)量環(huán)節(jié)嚴(yán)格把關(guān),避免間隙過小的情況出現(xiàn)。
(4)滾輪軸孔平行度超差 滾輪軸是直接裝在搖臂上滾輪軸孔內(nèi)的,二者為過渡配合,二者間隙為-0.006~+0.028mm。圖樣要求滾輪軸孔相對于搖臂軸孔的平行度為0.03mm,有一家供應(yīng)商的產(chǎn)品此平行度嚴(yán)重超差,最大達(dá)0.122mm。而從車間統(tǒng)計滾輪粘結(jié)的比例來看,此供應(yīng)商提供的搖臂粘結(jié)率明顯大于其他。此平行度也是影響因素之一,但同樣不是根本原因,控制后仍有粘結(jié)現(xiàn)象發(fā)生。
(5)表面硬度不足 經(jīng)查閱相關(guān)資料發(fā)現(xiàn),材料的硬度越高,耐磨性越好[3],滾輪和滾輪軸一般要求表面硬度達(dá)到600HV0.2以上。經(jīng)檢驗,滾輪軸的硬度存在低于600HV0.2的情況,滾輪硬度均達(dá)標(biāo)。但后期保證表面硬度后,仍存在粘結(jié)現(xiàn)象。故表面硬度也不是粘結(jié)的根本原因。
滾輪軸的表面處理工藝為軟滲氮,供應(yīng)商為保證尺寸要求,進(jìn)行了精磨外圓的工序。后經(jīng)分析,滲氮后表面生成的白亮層硬度較高,對減磨起關(guān)鍵作用[4],而白亮層的厚度僅為0.1~0.2mm,滲氮后再磨削加工將嚴(yán)重破壞白亮層,造成滾輪軸表面耐磨性減弱。后期要求滲氮后不允許再磨削加工。可通過工藝試驗摸索確定滲氮前應(yīng)保證的尺寸,從而達(dá)到尺寸要求。
(6)滾輪金相結(jié)構(gòu) 經(jīng)檢驗,發(fā)現(xiàn)滾輪材料中的帶狀、網(wǎng)狀碳化物呈3級,且存在碳化物液析,這會明顯增加滾輪的脆性,使沖擊韌性明顯下降,降低了滾輪表面的接觸疲勞強(qiáng)度及耐磨性[5]。故將適當(dāng)提高滾輪網(wǎng)狀碳化物的等級要求。
3 方案試驗及改進(jìn)措施
在分析原因的同時,采取了多種方案試驗的方法,以盡快找到解決問題的改進(jìn)措施,包括臨時打磨圓角,調(diào)整配合間隙,挑選平行度較好的搖臂,以及選用表面硬度較高的滾輪、滾輪軸等試驗驗證,均沒有完全解決粘結(jié)問題。
在方案試驗的同時,引入了一家有成熟經(jīng)驗的滾輪、滾輪軸供應(yīng)商,該供應(yīng)商加工的滾輪軸,明顯特點(diǎn)為圓角處過渡比較光滑,且油槽底部也為圓角結(jié)構(gòu),外表面呈灰黑色。表面硬度較高,均在700HV0.2以上,白亮層厚度在0.08~0.1mm。滾輪邊緣也為光滑的圓角,無刮手現(xiàn)象。
將該供應(yīng)商的滾輪軸樣件先后裝試驗機(jī)、產(chǎn)品機(jī)共計115件,經(jīng)過試驗機(jī)的磨合、4h滿負(fù)荷試驗和產(chǎn)品機(jī)的出廠試驗,均沒有發(fā)生粘結(jié)現(xiàn)象。同時驗證了該供應(yīng)商的滾輪軸和其他供應(yīng)商滾輪配套的情況,同樣沒有發(fā)生粘結(jié)現(xiàn)象。由此判定,滾輪、滾輪軸粘結(jié)問題是一個多種因素綜合影響的結(jié)果。需要從改善運(yùn)動副潤滑,提高工作面表面硬度,以及保證加工、裝配質(zhì)量從而保證配合間隙等多方面共同要求,才可以徹底杜絕此問題的發(fā)生。
綜上分析可知,有改善效果的改進(jìn)措施包括以下幾點(diǎn)。
1)滾輪軸上油槽的底部、槽口圓角必須過渡圓滑,保證油路通暢。
2)將滾輪、滾輪軸的軸尺寸公差加工控制在下偏差,孔尺寸公差控制在上偏差,盡量增大配合間隙。
3)將滾輪軸的表面硬度由(600±50)HV0.2提高至(700±50)HV0.2。
4)要求滾輪軸滲氮后不允許磨削。
5)滾輪的網(wǎng)狀碳化物等級要求為1~2級,磁粉探傷并退磁。
6)嚴(yán)格控制搖臂滾輪軸孔相對搖臂軸的平行度。
通過落實(shí)以上整改措施,該柴油機(jī)搖臂滾輪粘結(jié)問題得到有效解決。
4 結(jié)束語
從解決滾輪、滾輪軸粘結(jié)的全過程來看,國內(nèi)部分零件加工廠不注意加工細(xì)節(jié),加工較粗糙,導(dǎo)致關(guān)鍵部位倒角不圓滑,留存的毛刺破壞油膜。再加上操作人員的習(xí)慣是將軸的尺寸公差加工至上偏差、孔的尺寸公差加工至下偏差(這樣零件易返修),結(jié)果導(dǎo)致配合間隙偏小,影響油膜形成。技術(shù)部門未強(qiáng)調(diào)此類問題時,質(zhì)量部門對批量零部件的檢查也不夠細(xì)致,此類容易被忽視的原因造成了嚴(yán)重的質(zhì)量問題。由此應(yīng)深刻吸取教訓(xùn),在設(shè)計初期對零部件的工作原理認(rèn)真分析,通過失效模式分析,將關(guān)鍵問題的細(xì)節(jié)重點(diǎn)要求,引起質(zhì)量部門及加工操作人員的重視,才能避免此類問題的發(fā)生。
