2A12鋁合金預(yù)置裂紋脈沖電流處理初探
2022-06-22 07:36:24王立偉毛亞寧王守勇梁志敏汪殿龍
焊接 2022年4期
關(guān)鍵詞:裂紋
王立偉, 毛亞寧, 王守勇, 梁志敏, 汪殿龍
(1.河北科技大學(xué), 石家莊 050018;2.河北省材料近凈成形技術(shù)重點(diǎn)實(shí)驗(yàn)室,石家莊 050018)
創(chuàng)新點(diǎn): (1)采用錘擊法預(yù)制裂紋,與實(shí)際產(chǎn)生的裂紋更為接近。
0 前言
2A12是可熱處理強(qiáng)化的鋁合金[1-2],經(jīng)固溶處理,自然時(shí)效或人工時(shí)效后具有較高的強(qiáng)度[3]。2A12鋁合金本身的成形和機(jī)械加工性能較為良好,能獲得各種類型的制品,是最廣泛應(yīng)用的鋁合金之一。在鋁合金焊接生產(chǎn)過程中,應(yīng)當(dāng)采用合理的焊接工藝,控制金屬產(chǎn)品中的裂紋[4]。在鋁合金部件生產(chǎn)、使用過程中,對產(chǎn)品進(jìn)行無損檢測,及時(shí)發(fā)現(xiàn)試件中存在的裂紋,使用合適的手段,降低裂紋擴(kuò)展速度,甚至使裂紋停止擴(kuò)展,可以有效延長金屬產(chǎn)品的使用期限。對于某些有較高性能要求的特殊工件,減少鋁合金工件中的裂紋或止裂可以有效提升金屬的性能。相比激光成形修復(fù)、熱愈合等裂紋修復(fù)方法[5-7],電脈沖止裂法操作簡單,處理時(shí)間短,而且對工件的整體性不會(huì)造成破壞。脈沖放電瞬間,由于裂紋導(dǎo)致的電流繞流集中現(xiàn)象非常明顯,這種效應(yīng)使得裂紋前緣小范圍瞬間集中產(chǎn)熱,足以使材料熔化,鈍化裂紋尖端,減少甚至消除裂紋前緣處的應(yīng)力集中,達(dá)到止裂的目的[8]。甚至在強(qiáng)大的熱壓應(yīng)力的作用下,可以達(dá)到使裂紋愈合的效果。目前由于受脈沖電流設(shè)備功率等條件限制,國內(nèi)外學(xué)者所進(jìn)行的脈沖電流處理研究多是在厚度小于2 mm薄板上面進(jìn)行的[9-11]。
試驗(yàn)對厚度為1 mm的2A12鋁合金提前使用錐形工具預(yù)制裂紋,使用不同電流密度的脈沖電流對其進(jìn)行裂紋修復(fù)處理。經(jīng)過前期試驗(yàn),將脈沖峰值電流分別確定為295 A,410 A和656 A,電壓為4 V,電流頻率為50 Hz,基值電流為0 A,占空比為0.5。試驗(yàn)完成后觀察鋁合金式樣裂紋愈合情況,對比不同試驗(yàn)參數(shù)下試件硬度的變化趨勢和抗拉強(qiáng)度,分析力學(xué)性能發(fā)生變化的原因,為2000系鋁合金的裂紋修復(fù)提供參考。
1 試驗(yàn)材料及方法
1.1 試驗(yàn)材料
試驗(yàn)采用2A12鋁合金,成分見表1。使用線切割制作試件,尺寸為54 mm×20 mm×1 mm,如圖1所示。試件的一側(cè)開V形坡口,將錐形工具固定在V形坡口處,用錘子向其均勻施力,錘擊數(shù)次,預(yù)制出深度一致的裂紋。

表1 2A12鋁合金各成分(質(zhì)量分?jǐn)?shù),%)
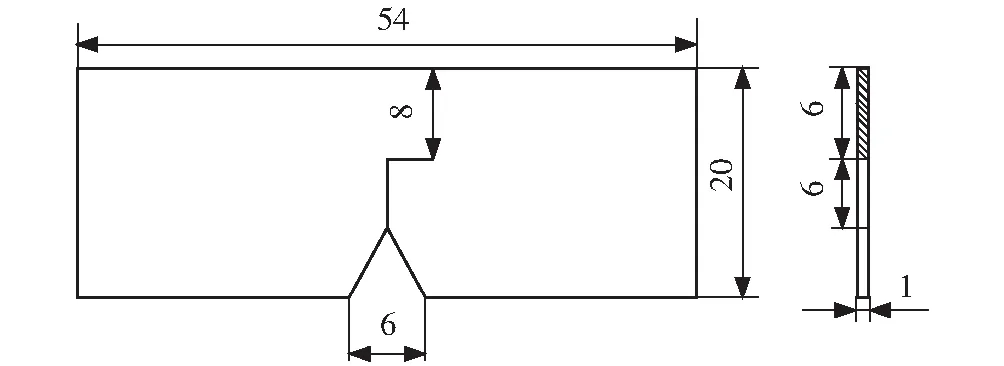
圖1 2A12鋁合金試件示意圖
1.2 試驗(yàn)方法
如圖2所示,試驗(yàn)中預(yù)制裂紋試件分為2組,每組為3個(gè)試件。其中,使用如圖2a所示UN1-1型對焊機(jī)對4號、5號和6號、試件6分別通以峰值電流分別為410 A,295 A和656 A的脈沖電流進(jìn)行裂紋修復(fù),電流頻率皆為50 Hz,基值電流皆為0 A,占空比皆為0.5,另一組試件不作任何處理,試件編號分別為1,2和3。夾持裝置如圖2b所示,使用UN1-1型對焊機(jī)夾持試件時(shí)只使用電極對試件進(jìn)行夾持固定,在垂直于裂紋方向沒有作用力。使用Keller試劑對2組試樣進(jìn)行腐蝕,使用DM28金相顯微鏡觀察裂紋尖端顯微組織及愈合情況;使用THV-1MD自動(dòng)轉(zhuǎn)塔數(shù)顯硬度計(jì)測量試件硬度的變化趨勢,載荷力為4.9 N,加載時(shí)間為10 s,相鄰2個(gè)硬度采樣點(diǎn)間距0.5 mm;拉伸試驗(yàn)采用CSS-1110電子式拉力試驗(yàn)機(jī),加載速率1 mm/min。
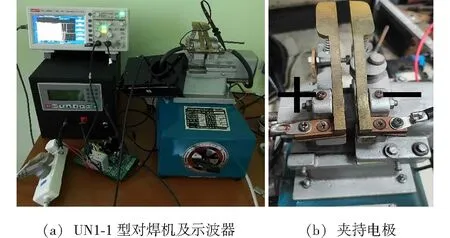
圖2 UN1-1型對焊機(jī)
2 試驗(yàn)結(jié)果及討論
2.1 金相試驗(yàn)分析
使用UN1-1型對焊機(jī)對4號、5號和6號試件脈沖電流處理前后裂紋尖端處的顯微組織如圖3a~圖3f所示,圖3g為預(yù)制裂紋宏觀圖。脈沖電流處理前,4號試件裂紋尖端顯微組織圖如圖3a所示,經(jīng)過如圖4a所示峰值電流為410 A,電壓為4 V的脈沖電流處理1.5 s后,其微觀組織圖如圖3b所示。由脈沖電流處理前后裂紋尖端顯微組織的對比圖可以看出,脈沖電流處理后,裂紋左右兩端面的面間距減小,呈現(xiàn)出愈合的趨勢。通過測量圖3a中C和D兩點(diǎn)間距在脈沖電流處理前后的變化得出,裂紋延伸區(qū)左右兩端面的面間距從35.84 μm縮小至33.13 μm。在裂紋尖端處和面間距較小的部分區(qū)域,裂紋達(dá)到了完全愈合的效果,通過測量圖3a中A和B兩點(diǎn)之間的距離,裂紋長度從137.85 μm縮短至127.42 μm。在裂紋尖端處和面間距較小的部分區(qū)域,裂紋達(dá)到了完全愈合的效果。對比圖3a和圖3b中E和F兩個(gè)區(qū)域可以觀察到試件在裂紋尖端和延伸區(qū)面間距較小的區(qū)域出現(xiàn)部分熔化現(xiàn)象。試件5脈沖電流處理參數(shù)為峰值電流295 A,通電時(shí)間1.5 s,電壓4 V,波形圖如圖4b所示。其脈沖電流處理前的顯微組織圖如圖3c所示,脈沖電流處理后的顯微組織如圖3d所示。由于該裂紋左右兩端面的面間距較小,經(jīng)脈沖電流處理后裂紋尖端部分區(qū)域達(dá)到愈合狀態(tài)。試件6脈沖電流處理參數(shù)為如圖4c所示,峰值電流656 A,通電時(shí)間2.25 s,電壓2 V。其脈沖電流處理前的顯微組織圖如圖3e所示,脈沖電流處理后的顯微組織如圖3f所示,該預(yù)制裂紋兩端面間距較小,經(jīng)過脈沖電流處理后裂紋雖然未出現(xiàn)完全愈合區(qū)域,但裂紋整體面間距減小,左右兩端面間距平均減小4.16 μm。2A12鋁合金中預(yù)制裂紋裂紋經(jīng)過不同參數(shù)脈沖電流處理后均得到不同程度的愈合,在裂紋尖端區(qū)域更加明顯。在脈沖電流處理后試件宏觀未發(fā)生明顯塑性變形。隨著脈沖峰值電流和處理時(shí)間增加,裂紋兩側(cè)面間距減小幅度增大。當(dāng)峰值電流過大或處理時(shí)間過長時(shí),裂紋愈合效果反而減弱。這是由于試件處理過程中在裂紋尖端產(chǎn)生繞流集中效應(yīng),溫度瞬間升高,試件在快速加熱時(shí),其膨脹過程與其升溫不同步,金屬的膨脹速度落后于溫度提升速度,金屬中產(chǎn)生的熱壓應(yīng)力對裂紋的愈合程度大于撕裂效應(yīng),其結(jié)果表現(xiàn)為愈合。當(dāng)溫度降低較快時(shí),撕裂效應(yīng)增加,愈合效果變差[12]。
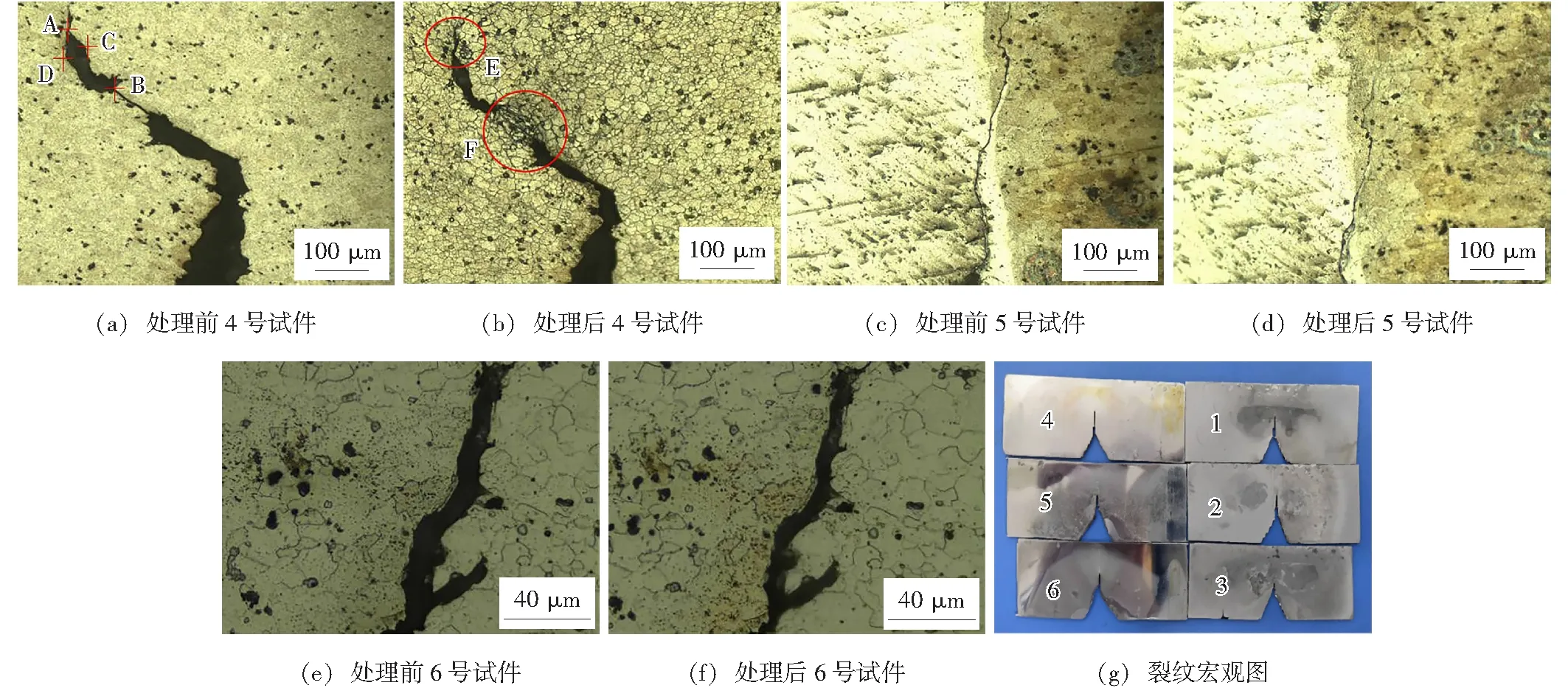
圖3 2A12鋁合金裂紋尖端顯微組織
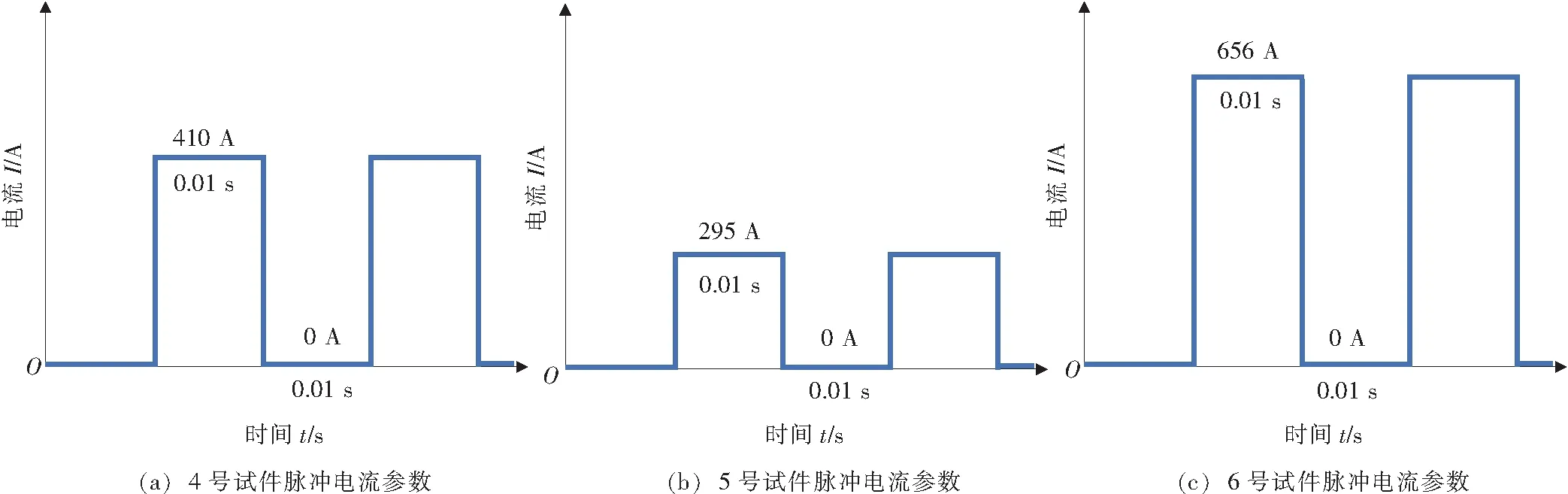
圖4 脈沖電流波形示意圖
2.2 硬度試驗(yàn)分析
3個(gè)未脈沖電流處理試件硬度如圖5a所示,其中1號試件和3號試件隨距裂紋尖端距離的增加首先呈現(xiàn)上升趨勢,1號試件1硬度由149 HV上升到160 HV,3號試件硬度由158 HV上升到161 HV,2號試件隨著距離增加首先呈現(xiàn)下降趨勢,硬度由132 HV下降到122 HV。之后1號試件和3號試件隨距裂紋尖端距離增加呈現(xiàn)下降趨勢,硬度分別下降到151 HV和159 HV,2號試件隨著距離增加硬度上升到143 HV。隨距離繼續(xù)增加,3個(gè)試件均呈現(xiàn)下降趨勢,其中2號試件和3號試件硬度降到130 HV左右,1號試件硬度達(dá)到140 HV左右。之后3個(gè)試件均呈現(xiàn)上升趨勢,最終試件,1號、2號和3號試件的硬度分別穩(wěn)定在145 HV,142 HV和150 HV左右。硬度的變化是因?yàn)樵嚰谠囼?yàn)前經(jīng)過多次加工,并且在預(yù)制裂紋時(shí)金屬局部發(fā)生形變,試件在裂紋處堆積了大量位錯(cuò)。堆積的位錯(cuò)強(qiáng)化金屬,使其強(qiáng)度與硬度提高,但塑性和韌性有所下降[13]。試件隨著距裂紋尖端距離的增加,硬度出現(xiàn)下降趨勢。由于裂紋為人工預(yù)制,故裂紋尖端存在細(xì)小裂紋,造成了裂紋尖端處硬度減小。
脈沖電流處理后裂紋尖端硬度值如圖5b所示。經(jīng)電脈沖處理后的3個(gè)試件裂紋尖端區(qū)域硬度值均下降到75 HV左右。原因是UN1-1型對焊機(jī)對試件電脈沖處理時(shí)在裂紋尖端產(chǎn)生繞流集中效應(yīng),溫度瞬間升高,達(dá)到了鋁合金熔點(diǎn),裂紋尖端熔化。冷卻過程中裂紋尖端附近的金屬還沒有補(bǔ)充到裂紋尖端已經(jīng)熔化的區(qū)域,試件就已經(jīng)冷卻至固態(tài)。之后隨著距裂紋尖端距離的增加,4號試件硬度從129 HV大幅下降到103 HV,5號試件硬度從125 HV小幅下降到122 HV,6號試件硬度從120 HV小幅上升到124 HV。之后隨著距離裂紋尖端距離的增加,4號試件和5號試件硬度值呈現(xiàn)波浪形趨勢,最終2個(gè)試件硬度值穩(wěn)定在125 HV左右。6號試件同樣呈現(xiàn)波浪形變化,最終硬度值穩(wěn)定在120 HV左右。
脈沖電流處理前后裂紋尖端硬度值如圖5c所示。脈沖電流處理前裂紋尖端硬度值可以達(dá)到145 HV,脈沖電流處理后裂紋尖端硬度值只有75 HV。之后隨著距離裂紋尖端距離增加,脈沖電流處理后試件硬度值下降了5 HV,脈沖電流處理前試件上升了5 HV。之后隨著距離裂紋尖端距離的增加,脈沖電流處理后的試件硬度值趨于125 HV左右。脈沖電流處理前試件的裂紋尖端處硬度值隨著距離的增加呈現(xiàn)下降,最低硬度值下降到130 HV,之后呈現(xiàn)上升趨勢。從圖5c中可以看得出來,試件脈沖電流處理前硬度值始終大于試件脈沖電流處理后硬度值。原因是在未熔化區(qū)域脈沖電流在試件中產(chǎn)生焦耳熱效應(yīng)所帶來的溫度提升使試件金屬發(fā)生回復(fù)與再結(jié)晶,內(nèi)應(yīng)力消除,試件硬度降低[14]。
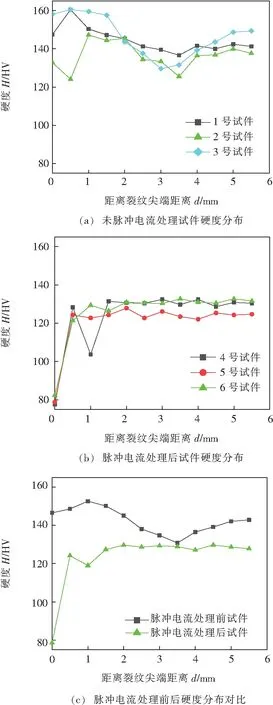
圖5 2A12鋁合金裂紋尖端區(qū)域硬度分布曲線
2.3 拉伸試驗(yàn)分析
該試驗(yàn)試件為非標(biāo)準(zhǔn)件,GB/T 228.1—2010《金屬材料拉伸試驗(yàn)方法》中并未涉及到該試件的拉伸試樣,故選擇直接將試件裝卡在夾具上,設(shè)置拉伸速度為1 mm/min進(jìn)行拉伸試驗(yàn)。試驗(yàn)結(jié)果如圖6所示,裂紋修復(fù)前1號2號和3號試件的抗拉強(qiáng)度分別為259.7 MPa,265.9 MPa和293.5 MPa,平均抗拉強(qiáng)度是273 MPa,斷裂位置均為裂紋尖端。裂紋修復(fù)后,4號、5號和6號試件抗拉強(qiáng)度分別為262.4 MPa,285.4 MPa和297.4 MPa,平均抗拉強(qiáng)度是281.7 MPa。斷裂位置均為裂紋尖端。經(jīng)過脈沖電流修復(fù)裂紋后的試件在抗拉強(qiáng)度比未脈沖電流修復(fù)裂紋的試件提高8.7 MPa。
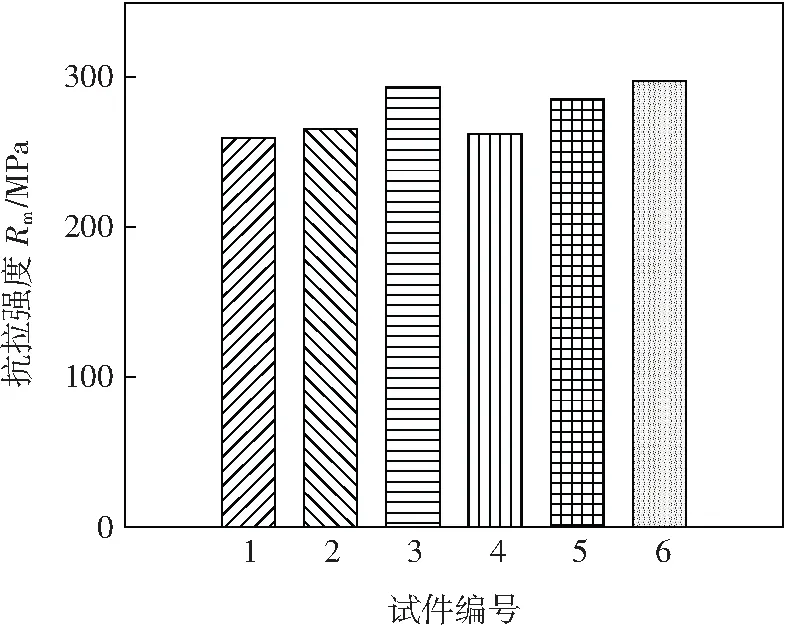
圖6 不同試驗(yàn)條件下試件抗拉強(qiáng)度
高密度的脈沖電流對金屬塑性的影響目前可被認(rèn)為電阻熱和電子風(fēng)力的影響,使用適當(dāng)電流密度的電脈沖處理時(shí),金屬試件存在定向運(yùn)動(dòng)的自由電子給金屬中的位錯(cuò)提供能量,帶動(dòng)位錯(cuò)移動(dòng)[15]。位錯(cuò)在電子推動(dòng)下比平時(shí)更容易移動(dòng),這是由于位錯(cuò)的釘扎作用被電子風(fēng)力減弱,故材料的塑性得以改善。
3 結(jié)論
(1)使用UN1-1型對焊機(jī)對2A12鋁合金進(jìn)行脈沖電流修復(fù)預(yù)置裂紋,裂紋間隙縮小,驗(yàn)證了脈沖電流修復(fù)2A12鋁合金裂紋的可行性。
(2)脈沖電流處理后裂紋尖端區(qū)域的晶粒得到細(xì)化,電流繞流集中效應(yīng)在裂紋尖端處產(chǎn)生焦耳熱,由于熱作用區(qū)域較小,該區(qū)域冷卻速度較快,使得晶粒得到細(xì)化。
(3)未經(jīng)過脈沖電流處理的試件硬度最終趨近于130 HV,經(jīng)過脈沖電流處理后試件最終硬度值趨于125 HV。脈沖電流在裂紋尖端區(qū)域產(chǎn)生焦耳熱效應(yīng)所帶來的溫度提升使試件發(fā)生回復(fù)與再結(jié)晶,內(nèi)應(yīng)力消除,試件硬度降低。
(4)裂紋修復(fù)前試件平均抗拉強(qiáng)度為273 MPa,裂紋修復(fù)后平均抗拉強(qiáng)度為281.7 MPa,經(jīng)過脈沖電流處理后試件的抗拉強(qiáng)度有所提高。這是由于金屬內(nèi)部原子運(yùn)動(dòng)的能量在高密度脈沖電流作用下得到提高,加速了位錯(cuò)移動(dòng),宏觀上提高了金屬的塑性,提高了抗拉強(qiáng)度。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
