碳鋼爆炸焊界面形貌預測及影響因素分析
2022-06-22 07:36:16曾翔宇李曉杰金平
焊接 2022年4期
關鍵詞:界面
曾翔宇, 李曉杰, 金平
(1.中國石化大連石油化工研究院,遼寧 大連 116045;2.大連理工大學,遼寧 大連 116024)
創新點: (1)完善了爆炸焊波狀界面發展特性,并提出了界面比波長隨比強度發展的過程中存在流動限拐點。
0 前言
爆炸焊是一種廣泛應用的金屬復合材料加工技術。該技術通過在金屬表面敷設炸藥并將其引爆,利用炸藥引爆瞬間釋放的能量驅動金屬板或管之間高速撞擊,并實現二者的緊密結合,而利用爆炸焊技術所加工的復合材料稱為爆炸焊復合材料[1-2]。從爆炸焊技術首次被發現至今已經經歷了近一個世紀,時至今日爆炸焊技術已經被廣泛用于大幅金屬復合材料的工業生產中。其中國內的爆炸焊金屬復合材料年產量已達60多萬噸,近世界產量的一半,并在造船、航天、核工業等高新制造業中扮演著越來越重要的角色[3]。
雖然爆炸焊技術的應用距今已有超過半個世紀的歷史,且相關材料的應用場景也越發廣泛,但是針對爆炸焊技術的研究,特別是針對焊接過程中界面結合機制及其波狀界面形成機理的研究仍舊存在一些爭議,多種學說尚無法形成統一的理論路線,在解決或解釋不同的焊接情況及焊接結果時往往會出現較大差異,這在一定程度上影響了理論對實際操作的指導價值[4-5];而與此對應的是隨著爆炸焊材料在工業中的廣泛應用,使得下游產業也對爆炸焊材料的制備質量提出了越來越高的要求[6-7],這意味著對爆炸焊相關機理的完善十分重要。其中,對爆炸焊界面成波機理的探索及對焊接界面形貌的預測和控制是目前研究的兩大熱點問題。首先是焊接界面的成波機理,從唯象的“刻入機理”[8]到流體范疇的“卡門渦街(Karman vortix)”[9]和“開爾文-赫姆霍茲失穩”(Kelvin-Helmholtz)[10],都默認界面金屬在高速沖擊下的力學性能類似于不可壓縮流體,并將波狀界面的形成解釋為流體往復振動及失穩所導致的現象。但是大量的爆炸焊試驗結果表明[11-13],即使在完全相同的焊接條件及焊接工藝參數下,采用不同強度的材料進行爆炸焊所得的試樣其界面形貌仍然區別明顯,這表明在爆炸焊界面形成機理的研究中完全將界面金屬視為流體而忽視材料強度對焊接結果的影響與實際情況存在一定差距。因此,完全基于不可壓縮流體理論所得的相關機理研究結果是不正確的。

1 材料強度與界面參數的量化關系
在爆炸焊中,影響界面形貌的因素一般包括:炸藥類型及裝藥特性[17]、基/飛板間距(炸高)[18]、焊接界面的應力波及卸載作用[19-20]、材料本身的特性[21]、地基的處理及起爆方式[22]等,其中材料的特性又包括材料的密度、動靜態強度、材料熔點甚至是其化學特性。在以往的雙金屬爆炸焊試驗研究中,基板與飛板的材料強度往往不同,甚至差別較大,而相關焊接結果表明即使是以相同的試驗方法和試驗條件下由于焊接材料強度的不同所導致的界面形貌差異也是十分明顯的。此外,由于爆炸焊試驗的非對稱性使得在炸藥的驅動下飛板一般以1 500~2 500 m/s左右的高速向基板沖擊,并導致碰撞點附近的金屬發生熔化、甚至瞬時接近流體狀態[23],參考伯哈尼刻入機理可認為此時影響界面成波效果的主要因素是由飛板形成的沖擊射流對基板的沖擊強度,而此時飛板材料本身的強度相對于沖擊強度是一個相對小量。基于上述情況,文中以碰撞點的沖擊強度與基板的材料強度為關鍵變量來定量分析其對焊接界面形貌的影響方式,并嘗試通過構建關于基板材料強度與碰撞點沖擊強度的比強度變量來分析其對焊接界面形貌的影響程度。

(2)
根據以往的大量研究可以確定在焊接瞬間界面碰撞點附近的沖擊壓強往往可以達到兆帕數量級,因此界面形貌的變化受材料粘度的影響較小[16],可以將關于雷諾數Re的部分做如下假設:
R(Re)=A
(3)
式中:A為常數。另外,張登霞等人[16]通過對大量試驗數據進行擬合發現界面形貌與碰撞角度之間有接近如下的數量關系:
(4)
又由于在爆炸焊中的碰撞角一般較小,因此有
(5)
將式(5)帶入式(2)整理后可得:
(6)
碰撞點附近的射流形成如圖1所示。其中:mf為飛板來流質量;ms為基板來流質量;mj為再入射流質量;γ為下游復合板與水平線之間的夾角;θ為碰撞角度;β為再入射流與水平線之間的夾角。在碰撞點兩側建立動量守恒方程為:

圖1 射流形成的示意圖
(7)
通過聯立化簡可得射流的質量mj約為:
(8)
(9)

2 變強度鋼材料爆炸焊試驗

圖2 爆炸焊平行布置圖

表1 基板的硬度與抗拉強度
表2 各組試驗焊接參數
爆炸焊試驗后,在各試樣中間位置沿焊接方向取樣,并對其打磨拋光腐蝕,以觀測和統計試樣界面形貌。各組試驗結果見表3。圖3為G1組試驗中所得4個焊接試樣的界面形貌,其它各組試樣雖界面形貌各有差異,但主要特征均大致相同,因此篇幅所限,其它試樣界面形貌圖不一一列舉。

表3 各組焊接試樣的試驗結果
由圖3可見,雖然在相同的焊接參數下各個試樣的界面均形成了周期性的波紋界面,但是彼此之間仍然存在明顯不同。試樣G1-a與G1-b界面波紋起伏較大,特別是G1-a界面上由于飛板的沖擊導致界面的能量沉積,進而在焊接過程中形成了一定量的熔融金屬物質并隨著碰撞點向焊接下游呈波紋運動,并在波峰波谷處形成渦旋結構。相關研究通過硬度檢測和EDS掃描發現該區域不僅硬度出現明顯躍升,且元素成分也由基/飛板共同構成,同樣證實了界面渦旋區主要由熔融金屬物質構成[27-28],這表明當沖擊強度較高而基板材料強度較低時,界面存在一定程度的熔融現象,界面物質存在一定程度的流體特征。
隨著基板材料強度的上升,試樣G1-c與G1-d的界面則更為平整,波峰到波谷的起伏較小,界面并未發現有熔融物質或渦旋結構形成。然而,高強度基板材料的焊接試樣界面存在剪切跡象,特別是在G1-d中界面的切削造成了裂紋并向基板內部延伸。造成上述現象的原因可能主要是與低強度基板試樣相比,高強度基板材料在相同的沖擊載荷作用下具有更高的塑性應變做功效率,進而使基板界面金屬在碰撞點更高的載荷作用下出現熱失穩并產生滑移剪切現象。
結合表3中對各組試樣界面比波長的統計及圖3中試樣界面形貌的特征可以發現,飛板的沖擊強度及基板材料強度對焊接試樣的界面形貌影響十分明顯,因此以界面比強度作為關鍵變量進行界面形貌的定性分析是很有必要的。
圖3 G1組試樣界面形貌
3 界面形貌計算公式

圖4 爆炸焊界面與的關系
(10)

(11)

(12)
式中:C為常數,此時的界面形貌將僅與彎折角θ相關而與界面比強度無關,根據試驗結果擬合可得C≈380。

(13)
4 鈦/鋼爆炸焊試驗
為了研究式(13)的適用性,即探究式(13)中所得到的基板材料強度及碰撞點沖擊強度對焊接界面形貌影響的定量分析方式對其它種類金屬材料的爆炸焊界面形貌預測分析是否同樣有效,采用與圖2相同的試驗方法對鈦/鋼材料進行了爆焊試驗。試驗以TA2鈦合金為飛板材料,其目的是為保證2組試驗中飛板材料強度基本接近的前提下通過改變飛板密度的方式在相同的焊接條件下調整飛板的沖擊強度,進而影響界面比強度。其中TA2的抗拉強度與Q235較為接近,分別為420 MPa與340 MPa,但TA2的密度僅為4.51 g/cm3,幾乎僅為Q235的一半。除飛板材料種類有所變化外,其它焊接條件均與上文試驗保持一致,試驗同樣分為5組,各組試驗參數及結果見表4。與以Q235鋼為飛板的試驗最大不同在于鈦/鋼試樣中采用c與d型基板的試樣均形成了如圖5所示的平直界面。出現這種現象的原因是由于TA2鈦金屬飛板密度較低,當采用與Q235鋼為飛板的焊接試驗相接近的焊接參數下飛板的沖擊強度大幅下降,進而降低了使基板界面產生塑性應變并形成波紋的能力。另外,從可焊窗口理論出發,可見飛板密度的降低將導致可焊窗口的下限的大幅提升[30-31],使得此類金屬的可焊區間收窄,上限與下限十分接近,而當焊接參數接近下限時將產生平直界面。
圖5 G1-d號試樣的平直界面形貌
表4 爆炸焊中各參數的選取
各組試驗中,使用a試塊作為基板的試樣界面均形成了周期性的波紋界面,如圖6所示。可見,當基板材料強度較低時,在相同的碰撞壓力下界面比強度較高并開始出現塑性應變,甚至在部分試樣的渦旋區中由于異種金屬在熔融狀態下發生反應,形成了黑色團狀的金屬間化合物。由試驗結果可見,雖然試驗材料有所不同,但基板材料強度及飛板的沖擊強度在波狀界面的形成過程中仍然有十分顯著的影響。
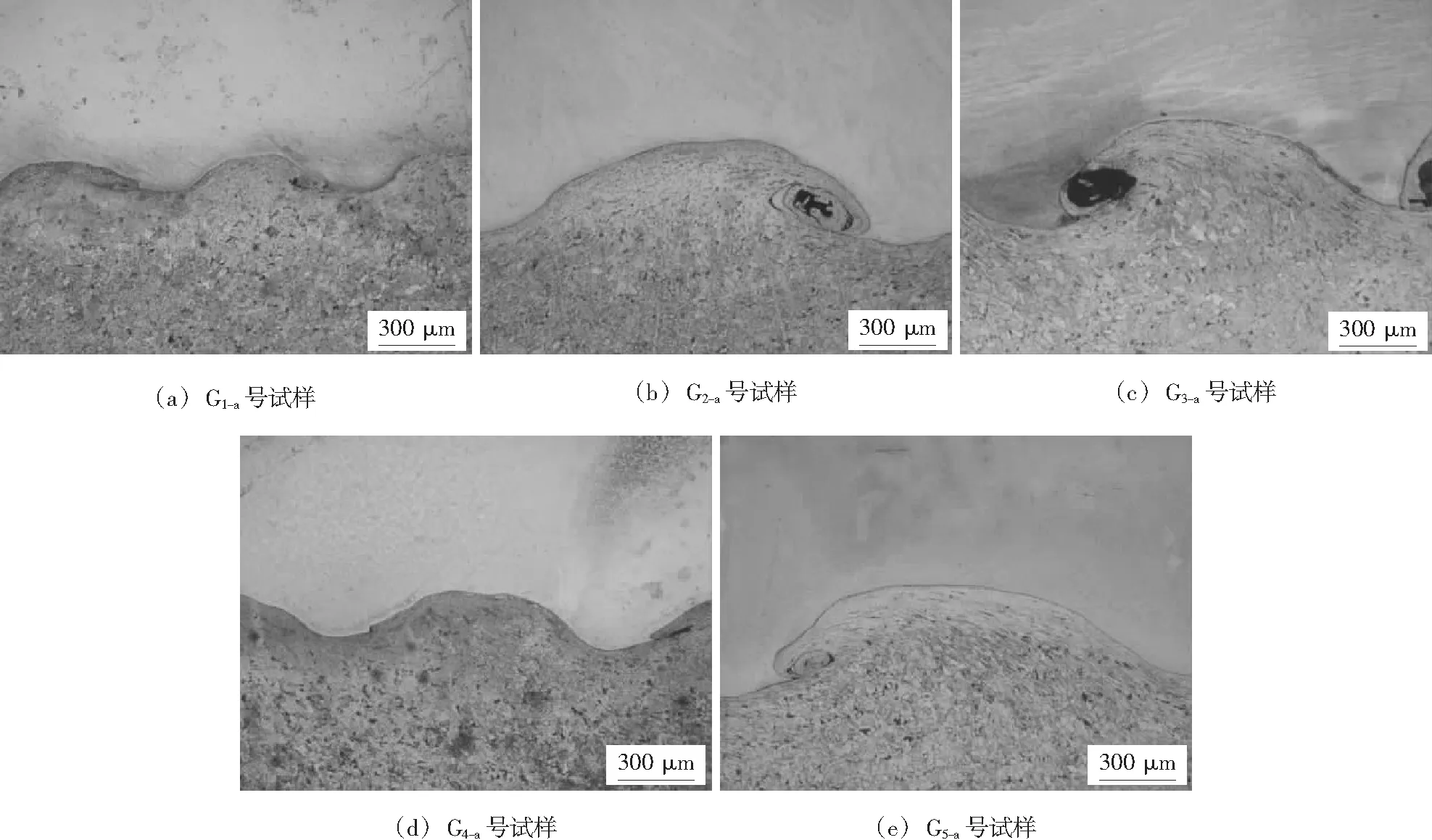
圖6 各組a號焊接試樣界面形貌
為驗證式(13)在不同材料焊接時的適用性,將鈦/鋼爆炸焊中形成波紋界面的試樣比強度代入式(13)中并與試驗結果進行對比,其結果見表5。采用式(13)對鈦/鋼爆炸焊界面形貌進行預測的誤差大多在20%以內。分析產生誤差的原因,一方面是由于爆炸焊界面形貌本身離散性較大導致的;另一方面可能是由于材料的變化導致系數C的匹配性有所不足,特別是飛板密度的變化導致在相同的焊接參數下飛板沖擊強度發生改變進而引起界面比強度的變化將對焊接效果產生明顯的影響。而后續可通過進一步優化系數C的選取來提升計算精度。

表5 試驗結果與計算結果對比
雖然計算結果和試驗結果存在一定的誤差,但誤差范圍在爆炸焊界面形貌預測中尚可接受,且鈦/鋼爆炸焊試驗結果的變化和分布也符合鋼/鋼爆炸焊分析中提出的爆炸焊界面流體化前后的變化趨勢。由此可見,雖然試驗所選金屬種類有限,但文中以界面比強度作為關鍵變量,結合流體彈塑性模型,對界面波紋形成機理及基板的材料強度與飛板的沖擊強度對爆炸焊界面形貌影響的定性分析具有一定的借鑒參考價值。
5 結論
(1)爆炸焊狀界面是由飛板的高速沖擊造成基板表面產生塑性應變所導致的,基板材料強度與飛板沖擊強度對爆炸焊界面形貌的影響十分明顯。構造界面比強度作為分析基板材料強度與飛板沖擊強度對爆炸焊界面形貌影響的關鍵參數是比較準確且可靠的。
(2)爆炸焊材料的界面形變過程中存在明顯的流體態拐點,且界面形貌的發展特征受拐點影響十分明顯:在拐點之前,界面波紋的比波長隨界面比強度的增大呈指數上升趨勢,但當比強度超過拐點后界面波紋的形貌則受比強度的影響較弱。
(3)結合鋼/鋼的多組爆炸焊試驗結果獲得了流動限拐點前后比波長變化的定量分析公式,進而可以通過公式對此類金屬的爆炸焊界面形貌進行預測分析。但當金屬種類發生變化時,雖然數據變化趨勢接近,但計算結果與實際結果存在一定誤差,需對公式進行修正。
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
