碳纖維絲卷自動包裝線設(shè)計中的技術(shù)難點及解決辦法
2022-06-22 08:01:34徐康俊尚明柱
建材世界 2022年3期
徐康俊,尚明柱
(中建材凱盛機器人(上海)有限公司,上海 201601)
近年來,中國碳纖維市場規(guī)模一直保持增長趨勢,從2016年的4.82億美元增長至2020年的10.27億美元,年均復(fù)合增長率達20.82%。隨著中國風(fēng)電、光伏等可再生能源裝機規(guī)模持續(xù)擴大,碳纖維市場需求隨之增長,預(yù)計2022年市場規(guī)模將進一步增長至14.35億美元[1]。
在智能化工廠迅速發(fā)展的今天,碳纖維生產(chǎn)的自動化程度也越來越高[2]。碳纖維絲卷的后道包裝目前自動化程度還不太高,占用人力嚴重,在用工成本越來越高的今天,眾多碳纖維生產(chǎn)企業(yè)也開始對碳纖維后道包裝進行自動化升級。該研究根據(jù)一個實際的碳纖維包裝自動化產(chǎn)線項目,分析在項目設(shè)計中遇到的一些技術(shù)難點并給出相應(yīng)的解決辦法,最終在實際生產(chǎn)中檢驗其效果。
1 碳纖維絲卷人工包裝線工藝簡介
傳統(tǒng)的碳纖維生產(chǎn)線采用人工作業(yè)模式,各生產(chǎn)環(huán)節(jié)獨立運行,需要投入大量人力來貫通整個流程。這種生產(chǎn)模式存在著生產(chǎn)效率低、作業(yè)強度大、人工錄入信息易出錯等問題,無法適應(yīng)大規(guī)模工業(yè)生產(chǎn)需求[3]。
目前大部分企業(yè)的包裝車間所收到的產(chǎn)品來料為一整車由碳化車間生產(chǎn)完成的碳纖維絲卷,在該文實例中為一車懸掛有40卷碳纖維絲卷的鋼結(jié)構(gòu)小車。包裝車間需要完成的工作如圖1所示。

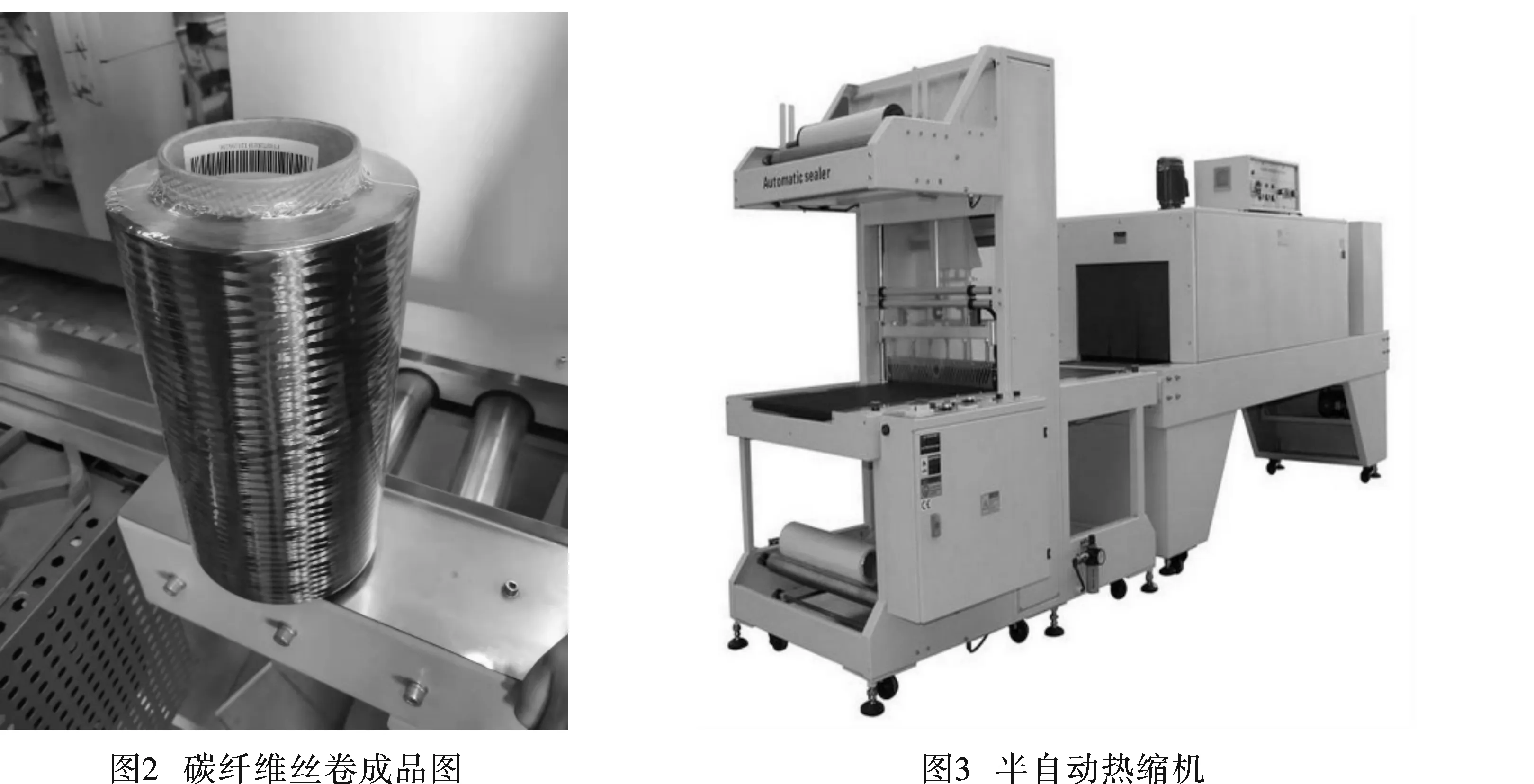
人工生產(chǎn)時,人工先用掃碼槍掃描位于碳纖維絲卷卷芯內(nèi)測的條碼,如圖2所示,包裝線ERP系統(tǒng)顯示該條碼對應(yīng)的產(chǎn)品的生產(chǎn)信息:如生產(chǎn)線號、生產(chǎn)時間、米數(shù)等。人工觀察外觀,判斷毛絲等級,然后對其進行稱重,根據(jù)條碼內(nèi)的米數(shù),系統(tǒng)自動算出線密度,人工最終根據(jù)毛絲等級和線密度等綜合對其判定等級,寫入系統(tǒng),系統(tǒng)生成標簽,人工將其貼到絲卷內(nèi)表面中。之后人工將絲卷放入熱縮專機進行熱縮,如圖3所示。然后人工將熱縮完成的絲卷分類裝箱,最終碼成一垛。
2 碳纖維絲卷自動包裝線構(gòu)成
根據(jù)客戶場地,碳纖維自動包裝線規(guī)劃為12 m×12 m方形回流線,如圖4所示。
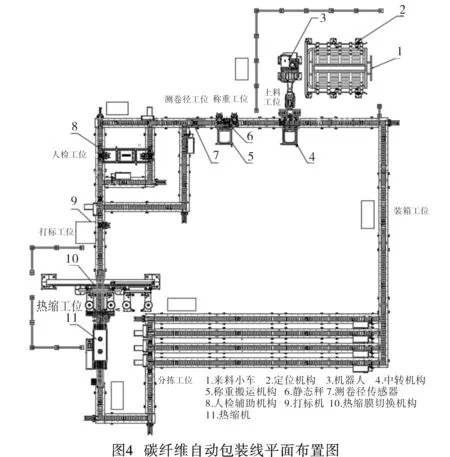
該碳纖維自動包裝線主要由七部分組成,分別是上料、稱重、測卷徑、人檢、打標、熱縮、分揀及裝箱。
上料時需要機器人完成絲卷從來料小車上的抓取、掃碼,并放到產(chǎn)線上的流轉(zhuǎn)工裝上;稱重時由稱重搬運機構(gòu)一個個搬運到靜態(tài)稱上,稱完后系統(tǒng)記錄數(shù)據(jù)再由搬運機構(gòu)搬到工裝上;測卷徑時,工裝在測卷徑工位處停留由測量光柵測量卷徑,并由系統(tǒng)將測得的卷徑和重量進行換算得出線密度,顯示在人檢處電腦上;人檢時由人檢輔助機構(gòu),提起絲卷并360°旋轉(zhuǎn),方便人工觀察,人工綜合外觀和線密度給出產(chǎn)品等級;貼標時,系統(tǒng)根據(jù)人工給出的等級數(shù)據(jù),自動打印標簽貼到絲卷的卷芯內(nèi)表面;熱縮時,工裝通過熱縮機,熱縮機自動覆膜;系統(tǒng)根據(jù)絲卷等級在分揀工位自動分成四道;人工在裝箱工位拾取膜卷裝箱。
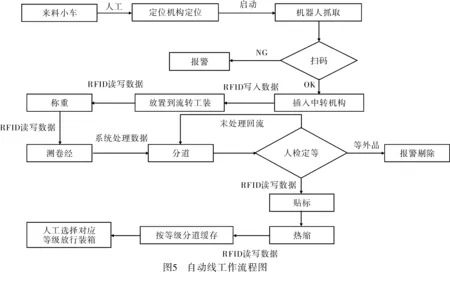
自動線工藝流程見圖5。
3 碳纖維絲卷自動包裝線設(shè)計難點及對策
3.1 產(chǎn)品流轉(zhuǎn)及可追溯自動化設(shè)計難點及對策
為了保證包裝質(zhì)量、絲卷重量、長度、線密度、等級信息能夠嚴格與產(chǎn)品一一對應(yīng),生產(chǎn)線必須設(shè)計一套可追溯的運送系統(tǒng),已知絲卷的條碼位于卷芯內(nèi)部,不易被掃描,每到一個工藝段,都對其卷芯內(nèi)部進行掃碼,費時費力,故設(shè)計一套流轉(zhuǎn)工裝,在工裝底部安裝有RFID標簽;無線射頻識別即射頻識別技術(shù)(Radio Frequency Identification,RFID),是自動識別技術(shù)的一種,通過無線射頻方式進行非接觸雙向數(shù)據(jù)通信,利用無線射頻方式對記錄媒體(電子標簽或射頻卡)進行讀寫,從而達到識別目標和數(shù)據(jù)交換的目的[4]。整套系統(tǒng)只需要在上料時進行一次卷芯內(nèi)掃碼,同時把卷碼信息寫入對應(yīng)工裝的RFID標簽內(nèi)與其綁定,那么產(chǎn)品在每到一個工位時只需要通過讀碼器讀取RFID標簽信息,即可知道產(chǎn)品的信息,大大降低了追溯難度,同時也提高了流轉(zhuǎn)效率,在稱重、測量、定等完成后,系統(tǒng)也可將信息寫入RFID標簽。自動線設(shè)計為環(huán)線,系統(tǒng)只需在絲卷下料時把RFID內(nèi)條碼信息擦除,流轉(zhuǎn)工裝就可重新投入使用。
3.2 上料工序自動化設(shè)計難點及對策
第一,由于碳纖維絲卷表面比較脆弱,對外部觸碰較為敏感,抓取絲卷時無法觸碰產(chǎn)品本身,故抓取只能通過夾指氣缸從卷芯內(nèi)部撐開抓取;第二,標簽在卷芯中朝向位置不確定,抓取時無法避開條碼抓取,同時掃碼時也無法確定條碼位置,故抓取時機器人抓手從未貼條碼一端進入,并且在抓手上設(shè)置由伺服電機驅(qū)動的旋轉(zhuǎn)機構(gòu),能保證抓取的每個絲卷可以單獨旋轉(zhuǎn)掃碼,保證每個條碼都能被掃到;第三,工藝要求,來料條碼和貼標機貼標需要貼在絲卷的同一側(cè),正常流程下機器人抓取絲卷掃碼后,如直接放置于流水線上的工裝上,條碼會在絲卷底部,導(dǎo)致貼標機無法貼到底部一側(cè),故設(shè)計采用一個中轉(zhuǎn)機構(gòu)對絲卷進行換向,換向后可使條碼一側(cè)朝上;第四,單次抓取掃碼換向節(jié)拍經(jīng)仿真約需25 s左右,無法滿足包裝線產(chǎn)量要求,采取一次同時抓取多卷以提高節(jié)拍。
3.3 稱重工序自動化設(shè)計難點及對策
常規(guī)情況下,為了不耽誤生產(chǎn)節(jié)拍,用于生產(chǎn)線稱重的設(shè)備一般為動態(tài)稱,其精度普遍在1/1 000,碳纖維絲卷重量在1~10 kg,動態(tài)秤考慮到振動等因素,測量精度在±10 g左右,由于線密度計算對于稱重的精度要求較高,需±1 g,故動態(tài)稱無法滿足生產(chǎn)需求。設(shè)計考慮采用高精度臺秤PBK-APW-AB15,其經(jīng)認證可讀性可達±0.5 g,滿足使用需求。由于稱重機構(gòu)需要抓取絲卷放到臺秤上,待稱重完成再將其取下,動作較多,無法滿足生產(chǎn)節(jié)拍,設(shè)計采用雙抓取頭,一抓一放的形式,同時完成兩步動作,從而節(jié)省了一半的節(jié)拍。
3.4 熱縮工序自動化設(shè)計難點及對策
業(yè)內(nèi)常用袖口包裝的熱縮機為臥式,即產(chǎn)品平躺著進入機器進行熱縮,最終平躺著出來。由于生產(chǎn)線對絲卷可追溯的要求,絲卷是立著放置于工裝上的,如果采用常用的熱縮機形式,需要額外一臺機器人或者一個換向機構(gòu)將其變成臥式放置,會耽誤節(jié)拍也增加成本,所以設(shè)計定制了立式袖口式熱縮機。該熱縮機把兩卷熱縮膜放置于產(chǎn)線兩側(cè),中間通過切刀熱封起來,產(chǎn)品和流轉(zhuǎn)工裝在鏈板線動力的驅(qū)動下,通過該處將熱縮膜拉出一個絲卷的長度,限位機構(gòu)抱住工裝,防止其移動,切刀動作將熱縮膜切斷。工裝再次前進進入熱縮爐,熱縮膜受熱覆蓋于產(chǎn)品表面完成熱縮。
目前業(yè)內(nèi)采用的熱縮膜主要是PE、PVC膜,這些膜的透光性較差,影響產(chǎn)品外觀,硬度較大,不好撕。根據(jù)生產(chǎn)要求,設(shè)計將原有PE膜換成POF膜,POF也是一種熱收縮膜,其無毒環(huán)保、高透明度、高收縮率、有良好的熱封性能,是傳統(tǒng)PVC熱收縮膜的換代產(chǎn)品,大大提升了產(chǎn)品外觀和可撕性。另外,當切換規(guī)格時,一種高度的熱縮膜無法滿足目前所有規(guī)格產(chǎn)品的熱縮,目前業(yè)內(nèi)只能多備一臺熱縮機,或者人工換膜才能熱縮其他規(guī)格的絲卷,該設(shè)計將兩種熱縮膜同時防置于機器上,并可通過系統(tǒng)自動切換,大大減少了切換規(guī)格耽誤時間的情況的發(fā)生。
4 項目應(yīng)用
根據(jù)上述設(shè)計分析及多次探討,設(shè)計最終在該碳纖維生產(chǎn)企業(yè)落地生產(chǎn);經(jīng)過生產(chǎn)測試,實際應(yīng)用中該設(shè)計大大提高了生產(chǎn)效率,用流水線替代了人工搬運減少了人工勞動強度,同時除了人工檢測無法用機器取代之外,將整條線的操作工人從每班7人減少到了每班3人,節(jié)約了大量人工成本。
5 結(jié) 論
此碳纖維自動化包裝線是自動包裝在一個新領(lǐng)域的應(yīng)用,可以提高生產(chǎn)效率,減少人工勞動強度,減少操作工人數(shù)量,降低人力成本,提升產(chǎn)品質(zhì)量。在自動線設(shè)計過程中遇到了不少困難,該文將各種技術(shù)難點和對應(yīng)的解決辦法進行了總結(jié)歸納,可以為今后設(shè)計碳纖維自動包裝生產(chǎn)線或者類似行業(yè)的自動包裝線的設(shè)計提供一些借鑒。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
上海建材(2019年4期)2019-05-21 03:13:02
纖維復(fù)合材料(2018年4期)2018-04-28 08:45:28
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
中國塑料(2016年6期)2016-06-27 06:34:16
Coco薇(2015年1期)2015-08-13 02:23:50
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
玩具(2009年10期)2009-11-04 02:33:14